Изобретение относится к технике сварки кольцевых швов стыков трубопроводов в произвольных пространственных положениях.
Известен способ сварки магнитоуправляемой дугой, при котором осуществляют реверсирование дуги.
Предложенный способ позволяет повысить качество сварного кольцевого шва за счет ведения сварки «на спуск и отличается от известного тем, что дугу перемещают от крайней верхней точки свариваемого соединения поочередно в обе стороны с прохождением каждый раз большего пути в направлении к крайней нижней точке соединения.
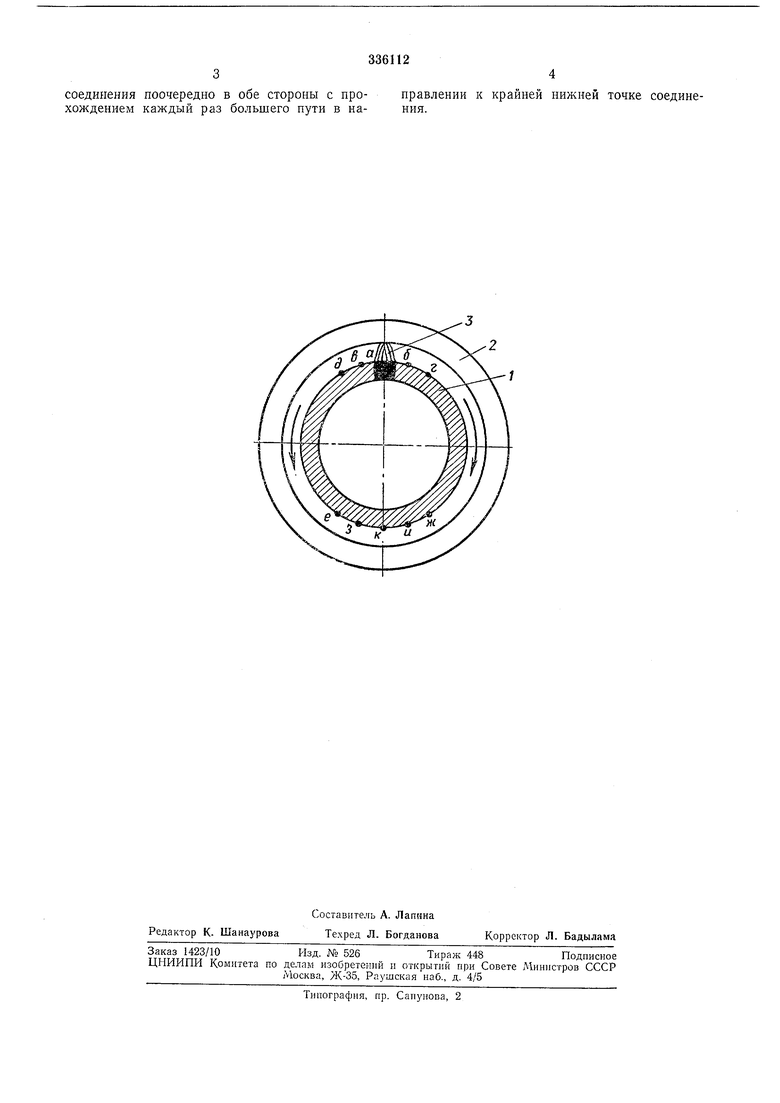
Предлагаемый способ сварки поясняется чертежом, где / - свариваемый стык трубопроводов, 2 - кольцевой неплавяшийся электрод, 3 - сварочная дуга.
Стрелками указаны направления сварки.
Дуга возбуждается в точке а и после регулируемой по времени остановки в этой точке быстро перемещается в точку б с помошью внешнего поперечного магнитного поля. После расплавления металла в точке б дуга перемещается последовательно в точки в, г, д к так далее. Заканчивается сварка в точке к.
подогрева стыка перед сваркой пли шва после сварки. Подогрев полностью исключается, если дуга перемещается между последовательными точками с большой скоростью (практически мгновенно).
Таким образом, предложенный способ сварки обладает следующими преимуществами: обеспечивается максимально эффективное использование машинного времени сварки за
счет исключения пауз, нагрев стыка одновременно с двух сторон и за счет этого снижение сварочных деформаций и напряжений; отсутствие необходимости в аппаратуре для коммутации сварочного тока. При этом полностью
сохраняются преимущества магнитного управления движением дуги по сравнению с механическим: простота конструкции и малые габариты сварочных устройств, повышенная их надежность в связи с отсутствием механических передач, полная автоматизация и высокая производительность нроцесса сварки.
Предмет изобретения
Способ сварки магнитоуправляемой дугой кольцевых швов, при котором осуществляют реверсирование дуги, отличающийся тем, что, с целью повышения качества сварного шва за счет ведения сварки «на спуск, дугу перемесоединения иоочередно в обе стороны с прохождением каждый раз большего пути в направлении к крайней нижней точке соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU296631A1 |
| Способ автоматической сварки | 1988 |
|
SU1597254A1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2014191C1 |
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1977 |
|
SU721267A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ CTblKtTB" ТРУБ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 1973 |
|
SU367980A1 |
| Устройство для сварки магнитоуправляемой дугой | 1981 |
|
SU1030117A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
| Способ сварки магнитоуправляемой дугойКОльцЕВыХ СОЕдиНЕНий и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1975 |
|
SU795794A1 |
| Способ дуговой сварки плавящимся электродом | 1982 |
|
SU1065119A1 |