1
Изобретение относится к дуговой сварке и может быть использовано при сварке на повышенных скоростях.
Для сварки на повышенных скоростях необходимым условием для качестве1Тного формирования сварных швов являет-, ся отклонение сварочной дуги .углом вперед в направлении сварки.
Известен способ сварки с отклонением сварочной дуги от нормали, которое осуществляют за счет создания дополнительного потока защитного газа, подаваемого в зону сварочной дуг-и иод углом к оси электрода 11) .
Однако этот способ не обесп чивает стабильного отклонения сварочной . дуги, так как малейшее изменение расхода защитного газа и смещение газового потока приводят к неустойчивому положению сварочной дуги на изделии.
Способ осуществляют устройством, включающим сопло сварочной горелки, электрод и трубку для подачи защитного газа в зону дуги, расположенную под углом К оси электрода.
Применение такого устройства не обеспечивает надежного регулирования направления сварочной дуги, кроме
того, требуется повышенный расход зaщ тнoгo.
Наиболее близким по технической сущности к описываемому изобретению является способ сварки магнитоуправляемой дугой, при котором сварочную дугу отклоняют углом вперед поперечными магнитными полями, основным и дополнительным, напряженность которо0го пропорциональна сварочному току, а направление одинаково с направлением основного поперечного магнитного поля 2.
Этот способ осуществляют устрой-
5 ством, содержащим электрод и электромагнит с возбуждающими обмотками, одна из которых включена последовательно в сварочную цепь. Устройство громоздко, что Затрудняет проведе0ние сварки.
Осуществление данного способа требует наличия сложных и громоздких электромагнитов для создания поперечного магнитного поля в зоне
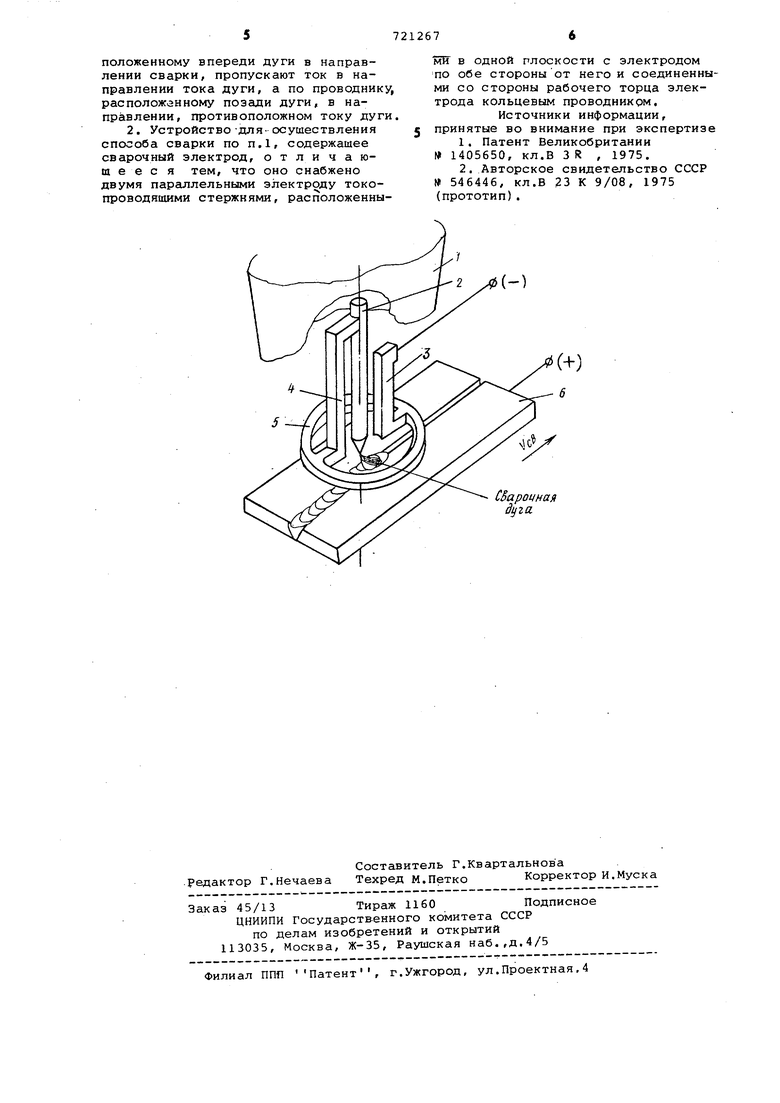
5 дуги, а также наличия дополнительного источника питания для создания основного поперечного магнитного поля, что усложняет осуществление способа и конструкцию устройства. Цель изобретения - упрощение конструкции устройства, генерирующего управляющие магнитные поля, и повышение качества сварного шва при сварке на повышенных скоростях Это достигается тем, что в предлагаемом способе сварки магнитоуправляемой дугой, при котором сварочную дугу отклоняют магнитными полями углом вперед , магнитные поля генерируют, пропуская ток по проводникам, которые располагают по обе стороны от дуги, один впереди, а другой позади, в плоскости свариваемого стыка, причем по проводнику расположенному впере ди дуги в направлении сварки, пропу кают ток в направлении тока дуги, а по проводнику, расположенному позади дуги, в направлении, противоположном току дуги. Способ сварки осуществляется ус.тройством, содержащим сварочный эле трод, два параллельных электроду то проводяших стержня, расположенных в одной плоскости с электродом по обе стороны от него и соединенных со стороны рабочего торца электрода кольцевым проводником. На чертеже изображена принципиальная схема устройства для осущес вления способа. Устройство содержит сопло сваро ной горелки 1, электрод 2, располо женный между параллельными ему и находящимися с ней в одной плоскос токоподводящими стержнями 3 и 4, соединенными между собой со стороны рабочего торца электрода 2 кольцевы проводником 5.. При зажигании на свариваемом изделии 6 сварочной дуги ток, прот кающий через токоподводящие стержн 3 и 4, создает магнитные поля,воздействующие на сварочную дугу (рассматриваемую как проводник с током Магнитное поле, создаваемое током, протекающим по токоподводящему :;тержню 3, расположенному впереди электрода (по направлению сварки), и совпадающим по направлению с токо сварочнбй дуги, воздействует на ду гу с силойЯ, направленной в сторону стержня3. . . Магнитное поле, создаваемое током, протекающим по стержню токопод вода 4 (расположенному за электрод по направлению сварки) и противопо ложным по направлению току , .воздействует на дугу с силой F г на правленной в сторону э.лектрод а. Результирующая сила F F t Рг i совпадает с направлением сварки иобеспечивает отклонение дуги угл вперед по направлению сварки, Так как кольцевой проводник 5, соединяющий между собой токоподвод .стержни 3 и 4, расположен вне зон горения сварочной дуги, то магнитн поле тока, протекающего по кольцевому проводнику 5, не оказывает заметного влияния на положение сварочной дуги. Для осуществления способа управления сварочной дугой был использован источник питания типа ПСМ-ЮОО. Сварочная горелка с токоподводяшими стержнями, параллельными оси электрода и находящимися с ней в одной плоскости, причем в 1-м стержне, находящемся впереди электрода по направлению сварки, направление тока совпадает с направлением тока дуги, а во 2-м, расположенном за электродом, ток имеет противоположное направление. Исследование проводилось при сварке в среде аргона кольцевых швов опытных образцов наружных колб бытового термоса БТ-4 диаметром 200 мм, с толщиной стенки О,7 мм из нержавеющей стали Х18Н10Т. Сварка проводилась по отбортовке, в качестве неплавящегося электрода использовался вольфрамовый электрод диаметром 3 мм. При скорости сварки 120 м/ч и сварочном токе 150 А обеспечивалось качественное формирование сварного шва. Описанная схема осуществления способа сварки доказывает, что способ осуществим в реальных условиях при дуговой сварке неплавящимся электродом. Осуществлениерегулирования направления сварочной дуги магнитными полями тока, протекающего по двум параллельным оси электрода и находящимся с ней в одной плоскости стержнями токоподвода, в 1-м из которых, расположенном впереди электрода в направлении сварки, направление тока совпадает с направлением тока дуги, а во 2-м,расположенном за электродом, ток имеет противоположное направление, позволяет упростить осуш.ествление способа и конструкцию устррйства, повысить качество сварных шеов при сварке на повышенных скоростях (скорость сварки в 3 раза выше обычной) . Формула изобретения 1, Способ сварки магнитоуправляемой дугой, при котором сварочную дугу отклоняют магнитными полями углом вперед , отлич.аюш и и с я тем, что, с целью упрощения конструкции устройства, генерирующего управляющие магнитные поля, и повышения качества сварного шва при сварке на повышенных скоростях, магнитные поля генерируют, пропуская ток по проводникам, которые располагают по обе стороны от дуги - один впереди, а другой позади ее в плоскости свариваемого стыка, причем по проводнику, расположенному впереди дуги в направлении сварки, пропускают ток в направлении тока дуги, а по проводнику, расположенному позади дуги, в направлении, противоположном току дуги.
2. Устройство-для-осуществления способа сварки по п,1, содержащее сварочный электрод, отличаюш е е с я тем, что оно снабжено двумя парашлельными электроду токопроводяшими стержнями, расположенными в одной плоскости с электродом по обе стороны от негой соединенными со стороны рабочего торца электрода кольцевым проводником.
Источники информации, принятые во внимание при экспертизе
1.Патент Великобритании I 1405650, кл.В 3R , 1975.
2.Авторское свидетельство СССР 546446, кл.В 23 К 9/08, 1975 (прототип).
2 /0(-)
СВар01 ная дуга
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Способ трехфазной дуговой сварки | 1980 |
|
SU996126A1 |
| Способ дуговой сварки под флюсом | 1990 |
|
SU1743757A1 |
| Устройство для сварки магнитоуправляемой дугой | 1975 |
|
SU596392A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2014191C1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| Устройство для сварки магнитоуправляемой дугой | 1990 |
|
SU1815058A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
