1
Изобретение относится к размерной электрохимической обработке, а именно к конструкции инструментов для прошивания с целью получения кольцевой вырезки.
По основному авт. св. № 416208 известен инструмент для электрохимического прошивания, выполненный в форме цилиндра с изолированной боковой поверхностью и рабочим торцом с концентричной кольцевой ироточкой, глубина которой в 4-5 раз превышает ее ширину 1.
Недостатком известного инструмента является снижение скорости электрохимической вырезки на участке ее окончания при обработке на проход.
Вследствие непараллельности торца заготовки и рабочего торца инструмента на участке окончания вырезки происходит неодиовременное прорезание торца заготовки по окружности. Это приводит к появлению вибрации кольцевого заусенца в полости кольцевой прочности инструмента, что снижает скорость обработки.
Целью изобретения является повышение скорости электрохимической кольцевой вырезки на участке ее окончания при обработке иа проход.
С этой целью внешняя и внутренняя перемычки кольцевой проточки на его рабочем торце выполнены различными по высоте, причем при вырезке отверстия выше выполнена внешняя перемычка, при вырезке стержня выше выполнена внутренняя перемычка.
Разность высот перемычек выбирают больше непараллельности торца заготовки и рабочего торца инструмента в зависимости от прочности обрабатываемого материала на 0,2-0,3 мм.
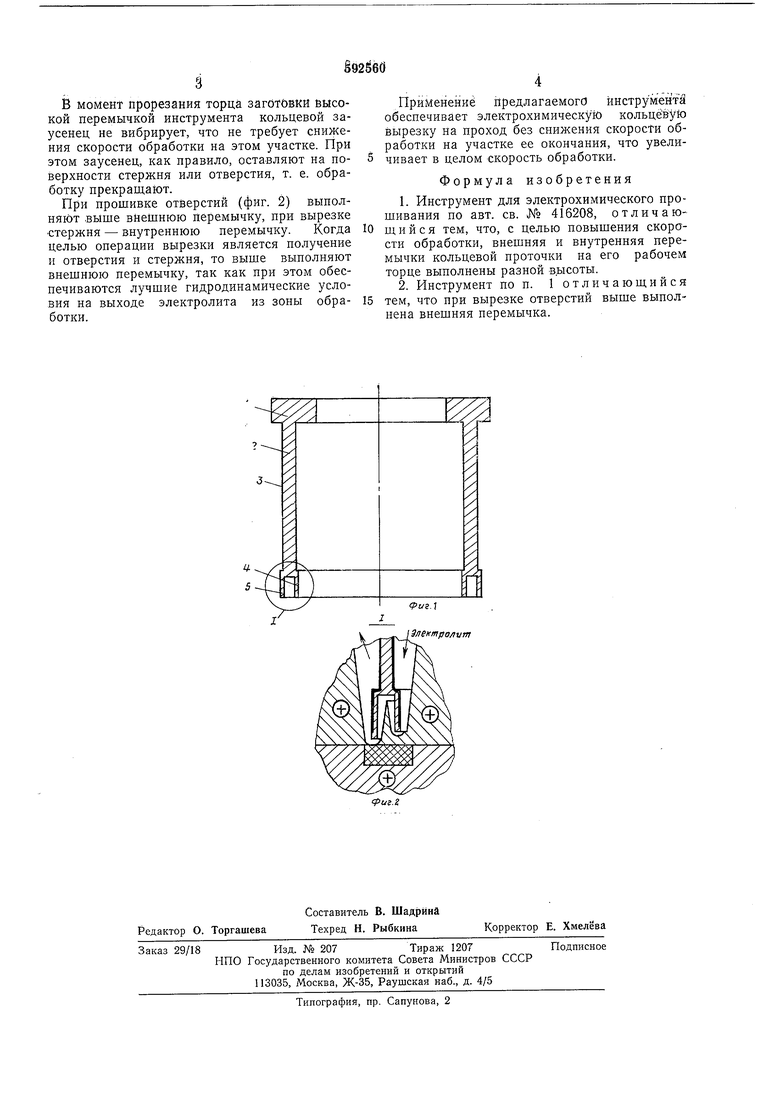
На фиг. 1 показан предлагаемый инстру0мент, разрез; на фиг. 2 - зона выхода инструмента в момент окончания вырезки отверстия.
Инструмент представляет собой стакан, включающий ,в себя фланец 1 с базирующими
5 и токопроводяш,ими иоверхностями, несущий токопроводящий цилиндр 2 с диэлектрическим покрытием 3 и рабочий торец, имеющий разной высоты внутреннюю 4 и внешнюю 5 перемычки, образованные кольцевой проточ0кой. Глубина проточки в 4-5 раз превышает ее ширину.
В процессе.кольцевой вырезки напряжение технологического тока ирикладывают между анодом и катодом. Электролит под давлением
5 поступает во внутреннюю полость катода, далее через зазор между внутренней перемычкой инструмента и аиодом в кольцевую проточку, выходя из которой, проходит через зазор между внешней перемычкой и анодом на слив.
в момент прорезания торца заготовки высокой перемычкой инструмента кольцевой заусенец не вибрирует, что не требует снижения скорости обработки на этом участке. При этом заусенец, как правило, оставляют на поверхности стержня или отверстия, т. е. обработку прекращают.
При прошивке отверстий (фиг. 2) выполняют выше внешнюю перемычку, при вырезке стержня - внутреннюю перемычку. Когда целью операции вырезки является получение и отверстия и стержня, то выше выполняют внешнюю перемычку, так как при этом обеспечиваются лучшие гидродинамические условия на выходе электролита из зоны обработки.
Применение предлагаемого инструмент обеспечивает электрохимическую кольцёёую Вырезку На проход без снижения скорости обработки на участке ее окончания, что увеличивает в целом скорость обработки.
Формула изобретения
1.Инструмент для электрохимического прошивания по авт. св. № 416208, отличающийся тем, что, с целью повышения скорости обработки, внешняя и внутренняя перемычки кольцевой проточки на его рабочем торце выполнены разной вь1соты.
2.Инструмент по п. 1 отличающийся тем, что при вырезке отверстий выше выполнена внешняя перемычка.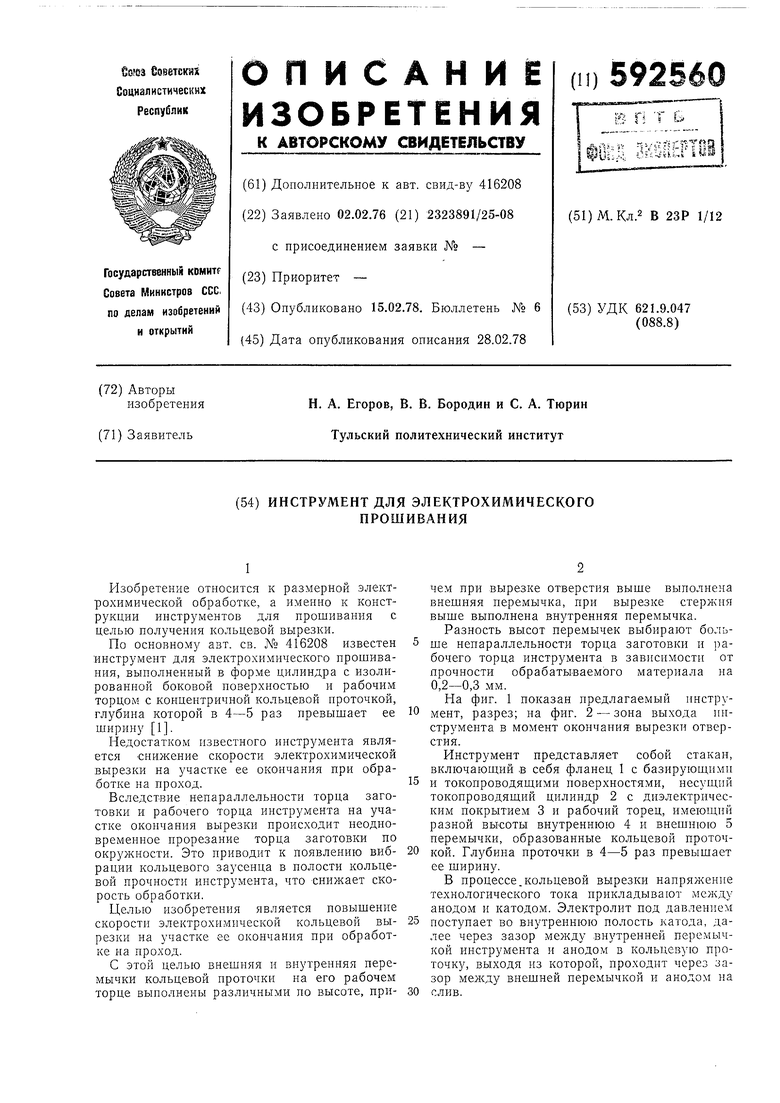
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| УСТРОЙСТВО ДЛЯ ДООБРАБОТКИ ПОЛОСТИ ДЕТАЛИ | 2005 |
|
RU2317181C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРЛА, В ЧАСТНОСТИ ПОРОДНОГО БУРА | 2009 |
|
RU2532209C2 |
| Электрод-инструмент для электрохимического прошивания отверстий | 1980 |
|
SU973277A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| УСТРОЙСТВО ДЛЯ ПРОШИВКИ ГЛУБОКИХ ОТВЕРСТИЙ В МЕТАЛЛИЧЕСКИХ ЗАГОТОВКАХ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2013 |
|
RU2538456C2 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |
ФигЛ
Электролит
