(54) ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПОЛУЧЕННЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2006 |
|
RU2325250C2 |
| Способ электрохимической прошивки отверстий | 1973 |
|
SU469570A1 |
| Способ электрохимической обработки | 1986 |
|
SU1461592A1 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Устройство для электрохимической прошивки глубоких отверстий | 1989 |
|
SU1720817A1 |
| Способ изготовления электрода-иНСТРуМЕНТА | 1972 |
|
SU814634A1 |
| Способ электрохимической обработки сквозных отверстий | 1989 |
|
SU1710234A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
1
Изобретение относится к размерной злектрохимической обработке, и в частности к обработке отверстий.
Известен электрод-инструмент для прошивки отверстий 1.
Однако при использовании известного электрода-инструмента для электрохимического прошивания глубоких отверстий между . электродом-инструментом и стенками отверстия образуется узкий боковой зазор даже при минимальной толщине изоляционного покрытия стенок электрода, что приводит к возрастанию гидродинамического сопротивления, протеканию электролита и в конечном счете к снижению производительности процесса, так как для обеспечения нормального . проведения процесса прошивки без коротких замыканий приходится уменьшать скорость прошивания.
Целью изобретения является повышение производительности прошивания отверстий.
Цель достигается тем, что первый и последний неизолированные участки на 6oKOBoii поверхности электрода-инструмента выполнены в соответствии с соотношетями
1МИ-.2-10;
12-100, d
где - - расстояние первого неизолированного участка от рабочего торца; 1} - расстояние последнего неизолироЫОл
ванного участка от рабочего торца, d - диаметр трубчатого электрода-инструмента.
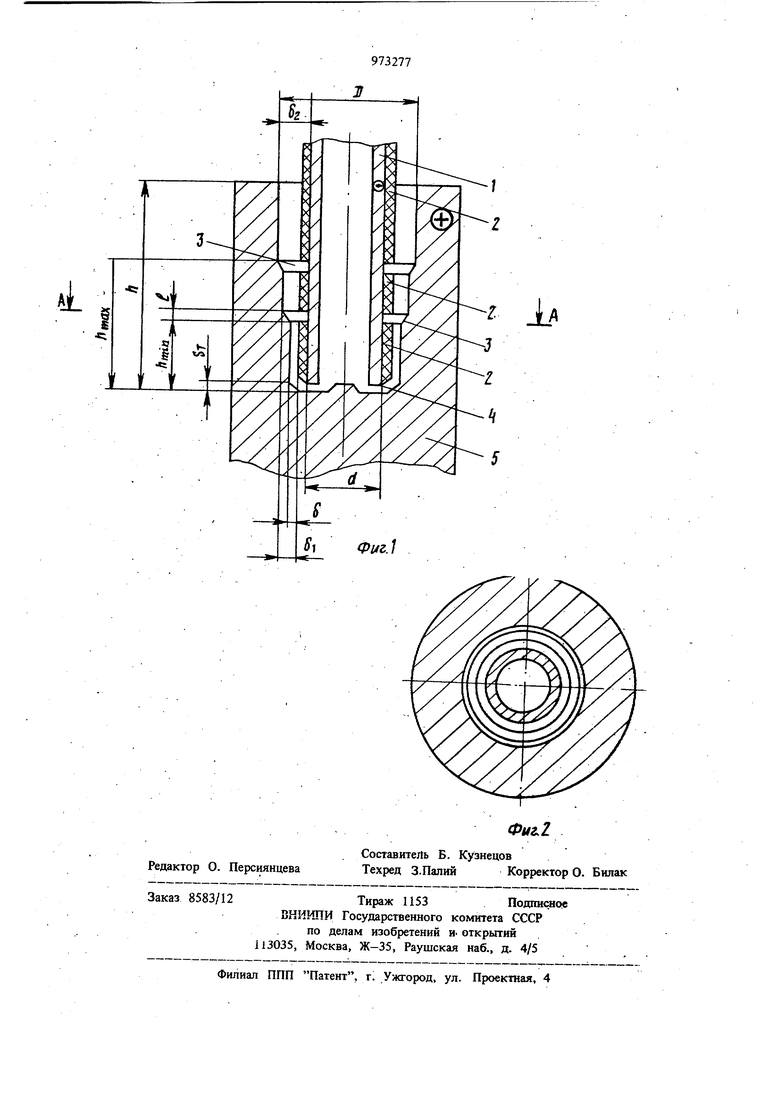
На фиг. 1 изображен электрод-инструмент, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Электрод-инструмент содержит трубчатый катод 1 с чередующимися изолирюванными участками 2 и неизолированными рабочим участками 3 на боковой поверхности. Трубчатый к-атод 1 имеет торец 4.
Первый изолированный участок 3 расположен от рабочего торца 4 в соответствии с
±J соотношением - 2-10, а последний
Viiivctx 12-100. .
Прошивание отверстий происходит следующим образом.;
Электроду-инструменту задают поступательное движение или совмещенное с поступательным движением вращение вокруг оси. Через внутренний диаметр трубчатого катода 1 прокачивают электролит и включают технологический ток.
Электрод-инструмент своим рабочим торцом 4 с деталью 5 образует первоначальный торцовой зазор сГ и первоначальный боковой зазор cf , при котором на высотеЬу„ - (2-10)d создается гидравлическое противодавление прокашвяемому электролиту, необходимое для устойчивого протекания электрохимического процесса.
При этом обеспечивается сплощность смы вания в зоне торцовой части; 4 электродаинструмента.
По мере углубления рабочего горца 4 электрода-инструмента в деталь 5 начинают работать токовые неизолированные рабочие участки 3, которые увеличивают межэлектродный боковой зазор с сГ до cf , с Л до dV и т.д. до rfj , причем зазорь сГ (2. соответствуют высоте расположения неизолированных участков 3 от рабочего торца 4, а зазор О соответствует максимальной высоте li упси (12-100) d расположения участков 3 от рабочего торца 4
Образовавшиеся боковые зазоры сС(, с(, rfV - (fyi вследствие увеличения ишрины (например, ( 0,15, diL 0,5 мм и т.д.) резко снижают гидродинамическое сопротивление выходящему от торцовой зоны обработки электролиту и исключают трение боковой поверхности изолированного покрытия в зоне боковых зазоров d , ( изолированных участков 2 о поверхность отверстия D детали 5.
Уменьшение бокового гидродинамического сопротивления обеспечивает беспрепятственную эвакуацию продуктов анодного растворения и образуемых в результате электрической обработки газов.
При увеличении высоты h расположения неизолированных участков 3 больше Ьпюк скорость проишвки не увеличивается,кроме того, возрастает шероховатость обрабатываемой поверхности.
При уменьщешш высоты h расположения участков 3 от торца 4 меньше электрохимический процесс протекает неустойчиво (происходят короткие замыкания).
Таким образом, предлагаемый электродинструмент обеспечивает снижение бокового гидродинамического сопротивления за счет увеличения бокового межэлектродного зазора, что, в свою очередь, создает беспрепятственную эвакуацию продуктов анодного растворения и увеличивает электропроводность
в торцовой и боковой зонах обработки, что в конечном результате позволяет увеличить скорость пропшвки.
Отсутствие трения боковой поверхности изоляционного покрытия электрода-ннструмента, находящегося в зоне боковых зазоров, о стенки отверстия исключает повреждение указанного отверстия, а вместе с ним, повреждение электрода-инструмента и повёрхности отверстия.
Применение предлагаемого электрода-инструмента позволяет увеличить по сравнению с пр ототипом скорость прошивки до 2 раз, а также прошивать отверстия глубиной до 1000 мм.
Формула изобретения
Электрод-инструмент для электрохимического прошивания отверстий, вьшолненный с рабочим торцом и с чередующимися изолированными и неизолированными рабочими участками на боковой поверхности, отличающийся тем, что, с целью повышения производительности процесса прошивания отверстий, первый и последний неизолированные участки на боковой поверхности электрода-инструмента вьшолнены в соответствии с соотношениями
Jijnav 1Шй с2-10;
12-100, а
где il/|
jj, - paqcтoяниe первого неизолированного участка от рабочего торца; тОХ расстояние последнего неизолированного участка от рабочего торца;
d - диаметр трубчатого электродаинструмента. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 456701, кл. В 23 Р 1/12, 1975.
