Так назь1ваемая однопрядная колючая проволока изготовляется из двух проволок - толстой и тонкой-путем скручиваний, их одновременно на двух участках, в то время когда обе проволоки на про межуточном между ними участке захвачены закручивающим патроном, а в соседних со скручиваемыми участках-закреплены в неподвижных зажимах. Находивша:яся в последних тонкая проволока затем разрезается пополам и концы ее отгибаются в стороны, образуя шипы или колючки. Скручивание проволок-и разрезание можно производить, конечно, разного рода приёпособлейиями, но механическое массовое изготовление однопрядной колючей проволоки, также производится, на1пример и на известных станках германской фирмы „Wafjos.
При изготовлени однопрядной колючей проволоки на; станке обе проволоки поступают под зажимы, закручивающийч патрон и по( разрезающие ножи в общем нап|7ёвлен1т с одинаковой скоростью и расходуются в одинаковом по длине ко,лИчестве, а получаемая длина ртг)ибаёмых шипов или колючен, тесно связана с расстоянием между скрученными участками, равняясь половине этого расстояния. Такое определенное отношение между этими величинами в практике примененияколю чей проволоки являетет довольно стес(244Х ;
/
нительНым и нежелательным: либо шипы будут чрезмерко длинны, либо расстояние между ними будет очень мало.
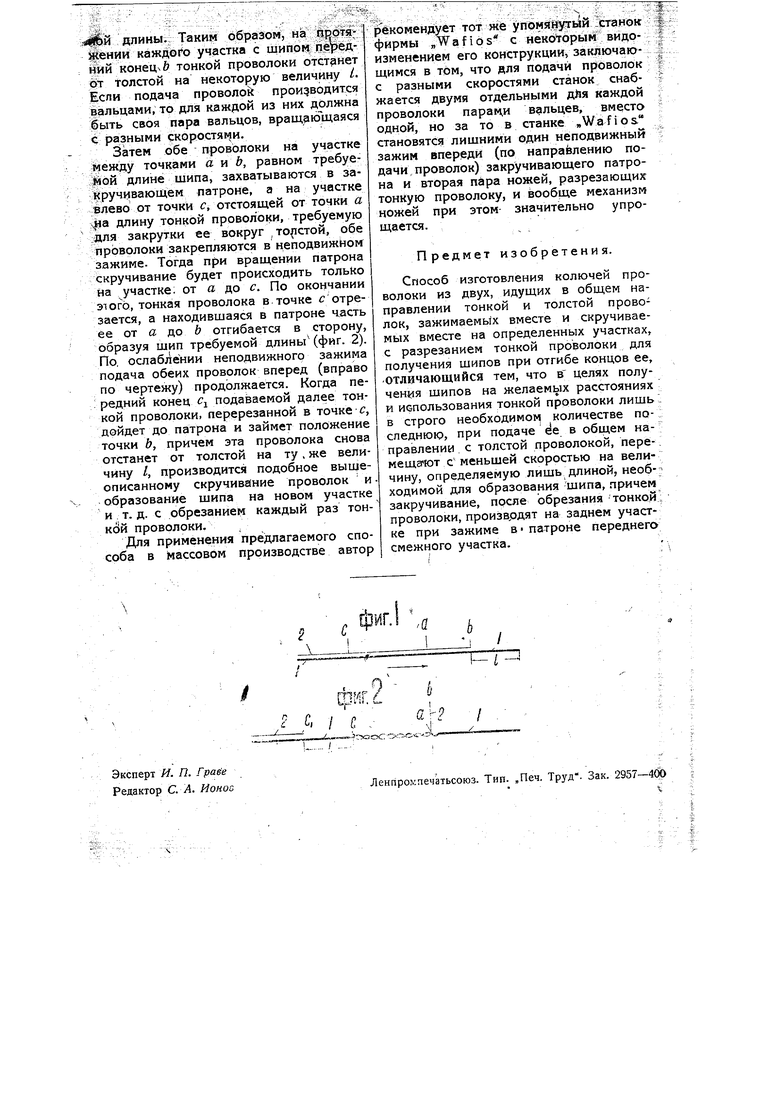
Предлагаемый способ изготовления колючей проволоки имеет в виду устранить указанные недостатки-уменьшить расход тонкой проволоки и делать шипы любой длины и на любом. расстоянии друг от друга. С этой целью по этому способу обе проволоки-толстая и тонкая-подаются в одном направлении, но с разными скоростями, а скручивание их, после разрез:ан1 тонкой проволоки, производится .на одном участке при захвате закручивающим патроном смежного, переднего ino направлению подачи проволок, участка и при зажатии смежного зг1днего участка в неподвижном зажиме.
СхеМы, представленные на фиг. 1 и 2, поясняют применение предлагаемого способа, согласно которому, обе проволоки - толстая / и тонкая 2 - подаются рядом в общем направлении, показанном стрелкрй, вправо с разными скоростями, причет тонкая, более медленно; в то время, когда толстая проволока продвигается на длину требуемого расстояния между шипами или колючками, тонкая проволока пройдет на длину, требуемую лишь для закрутки тонкой проволоки вокруг толстой и образования из первой шипа желатель
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ТКАНИ | 2010 |
|
RU2436649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОЛЬЧУЖНОГО ПОЛОТНА | 2005 |
|
RU2296031C2 |
| ЗАВАЛЬЦОВАННАЯ АРМИРОВАННАЯ КОЛЮЧАЯ ЛЕНТА "КАЙМАН" | 2009 |
|
RU2412774C2 |
| Узел крепления петли на конце несущего каната | 1964 |
|
SU511448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С НАРУЖНЫМИ СПИРАЛЬНЫМИ РЕБРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2521938C1 |
| УСТРОЙСТВО ДЛЯ АРМИРОВАНИЯ КОЛЮЧЕЙ ЛЕНТЫ | 2001 |
|
RU2183526C1 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2462333C2 |
| АРМИРОВАННАЯ КОЛЮЩЕ-РЕЖУЩАЯ ЛЕНТА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2475326C2 |
| ЗАЩИТНОЕ ЗАГРАЖДЕНИЕ "АЛЛИГАТОР" | 2009 |
|
RU2433233C2 |

