Изобретение относится к оборудованию для изготовления армированной скрученной колючей ленты (АСКЛ) и может быть использовано также для изготовления спиралей из АСКЛ, применяемых при создании различных мобильных безопорных и стационарных задерживающих конструкций заграждений и ограждений.
Известны устройства для армирования колючей ленты в заводских условиях (пат. ФРГ 2348714, МПК B 21 F 25/00, пат. США 4028925, МПК B 21 F 25/00). Такие устройства представляют собой специальные стационарные станки и приспособления для армирования колючей ленты сердечником путем обвальцовывания его центральной частью колючей ленты и достаточно сложны в изготовлении и эксплуатации.
Известно также устройство для армирования колючей ленты по патенту РФ 2077404, кл. МПК B 21 F 25/00, 20.04.1997, содержащее бухтодержатель, барабан для намотки армированной колючей ленты и пару роликов. Это устройство также использует достаточно сложный принцип армирования колючей ленты обвальцовыванием проволочного сердечника ее центральной частью. Между тем известен прогрессивный принцип армирования колючей ленты, при котором колючая лента скручивается в продольном направлении, а армирующий проволочный сердечник пропускается в образованный внутри продольных витков осевой зазор (пат. России 2120099, кл. МПК F 41 H 11/08, 10.10.1998).
Настоящее изобретение предусматривает достижение технического результата, состоящего в достижении однородности скручивания колючей ленты механизированным способом с одновременным расширением функциональных возможностей колючей ленты путем придания ленте предварительного напряжения в процессе ее изготовления.
Сущность изобретения заключается в том, что в устройстве для армирования колючей ленты, содержащем бухтодержатель, барабан для намотки армированной колючей ленты и пару роликов, содержится также рама, вращающаяся на двух полых осях, через первую из которых пропущен армирующий сердечник, а через вторую - колючая лента и армирующий сердечник, рама и ролики соединены с приводом, ролики сжаты, а в одном из роликов выполнена канавка для армирующего сердечника. В предпочтительном варианте барабан для намотки армированной колючей ленты снабжен механическим приводом и укладчиком витков спирали, а расстояние между вращающейся рамой и барабаном регулируется.
Однородность скручивания колючей лентой вокруг сердечника с предварительным напряжением при изготовлении АСКЛ повышает ее колющие и задерживающие свойства, так как при перерезании нитей АСКЛ колючая лента, стараясь распрямиться, мгновенно отходит от сердечника, совершая круговые движения, и прокалывает при этом одежду нарушителя. Кроме того, изделия, изготавливаемые на предлагаемом устройстве, обладают более высокой несущей способностью и устойчивостью к разрушению. Регулировка расстояния между вращающейся рамой и барабаном-подборщиком АСКЛ позволяет синхронизировать намотку АСКЛ на барабан со скоростью выхода армированной ленты из рамы при изготовлении АСКЛ с различными физическими свойствами колючей ленты.
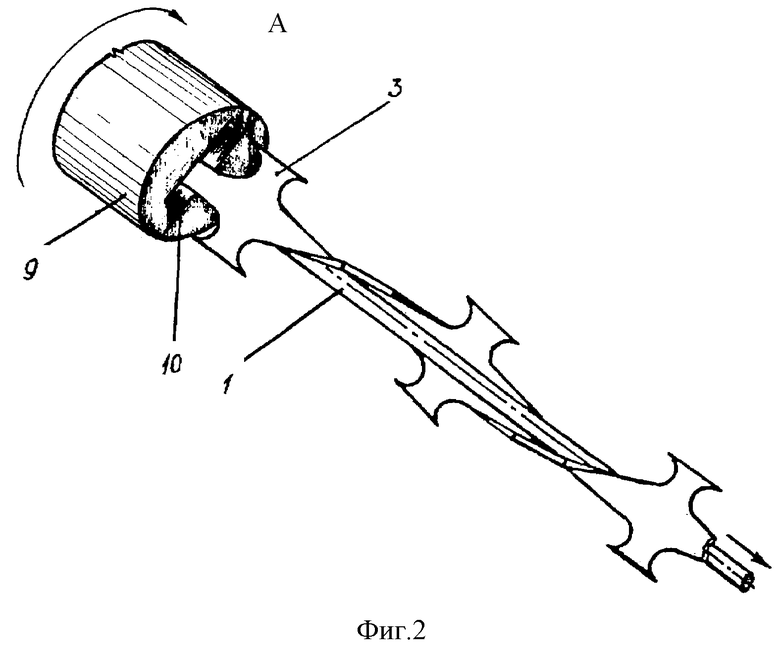
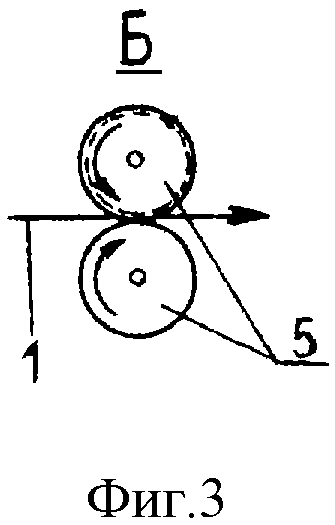
На фиг.1 показан общий вид предпочтительного варианта линии для изготовления АСКЛ; на фиг.2 - схема взаимодействия рабочих органов предложенного устройства; на фиг.3 - вид Б на фиг.1.
Сердечник 1 (стальная проволока) подается со свободно вращающегося бухтодержателя 2, а колючая лента 3 - со свободно вращающейся катушки 4. Сердечник 1 плотно захватывается парой роликов 5, получающих вращение от механического привода 6. В одном из роликов имеется паз для сердечника. Этими роликами 5 сердечник 1 с усилием подается в раму 7, вращающуюся на полых осях 8, 9. В эту же раму заправляется лента 3. При этом сердечник 1 проходит через обе оси 8, 9, а колючая лента 3 - только через ось 9. Рама 7 получает принудительное вращение предпочтительно от того же приводного механизма 6, которым вращаются ролики 5. В раме 7 имеется выходная щель 10, ширина которой соответствует ширине колючей ленты 3, а высота - общей толщине ленты 3 и сердечника 1. Входя внутри рамы 7 в щель 10, сердечник 1, соединенный в начале нити с лентой 3, выталкивает ее наружу. При вращении рамы 7 происходит скручивание ленты 3 относительно сердечника 1 с шагом, определяемым геометрическими характеристиками механического привода рамы и роликов, а также физическими свойствами ленты и ее конфигурацией.
Изготовленная АСКЛ подбирается барабаном 11 с укладчиком витков 12, имеющим механический привод 13. Для обеспечения разворота соседних шипов колючей ленты по отношению друг к другу на 60-90o при формировании АСКЛ и намотке ее на барабан 11 существует возможность регулировки расстояния L между выходной щелью 10 и укладчиком 12.
Результаты производственных испытаний предлагаемого устройства подтвердили его описанные возможности и преимущества.
Устройство предназначено для изготовления армированной скрученной колючей ленты. Устройство содержит бухтодержатель, барабан для намотки армированной колючей ленты, пару роликов, раму, вращающуюся на двух полых осях, через первую из которых пропущен армирующий сердечник, а через вторую - колючая лента и армирующий сердечник. Рама и ролики соединены с приводом, ролики сжаты. В одном из роликов выполнена канавка для армирующего сердечника. Данное устройство отличается однородностью скручивания ленты с одновременным расширением функциональных возможностей. 1 з.п. ф-лы, 3 ил.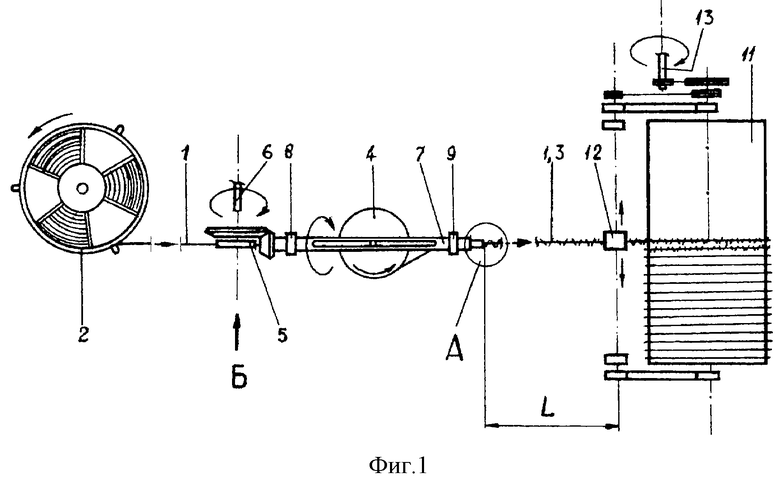
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1993 |
|
RU2077404C1 |
| Пропорционально-интегрально-дифференциальный регулятор для объектов с запаздыванием | 1988 |
|
SU1596304A1 |
| US 4028925 А, 14.06.1977 | |||
| СПОСОБ ВЕДЕНИЯ ВИНОГРАДНЫХ КУСТОВ | 2002 |
|
RU2228022C2 |

