Настоящие изобретения относятся к области обработки металлов давлением, а именно к изготовлению труб со спиральными ребрами на наружной поверхности из конструкционных металлов и сплавов.
Тонкостенные трубы со спиральными ребрами на наружной поверхности используются в основном в теплообменных аппаратах. Наличие спиральных ребер на наружной поверхности трубы позволяет значительно повысить КПД установки за счет улучшения отвода тепла от стенок трубы к теплоносителю, т.к. при этом создается турбулентное движение, и перемещение теплового потока происходит не только в продольном, но и в поперечном направлении.
В атомной промышленности в качестве оболочек тепловыделяющих элементов атомных реакторов (ТВЭЛов) применяются гладкостенные трубы или трубы со спиральными ребрами на наружной поверхности в зависимости от типа реактора. С помощью ребер увеличивается жесткость трубы и обеспечивается необходимая дистанция между ТВЭЛами при их установке в реактор. К трубам предъявляются чрезвычайно жесткие требования по точности геометрических размеров, особенно внутреннего диаметра, прочностным характеристикам, чистоте поверхности, коррозионной стойкости, сплошности металла и т.д.
Высота ребра обычно колеблется в пределах 0,3÷1,2 мм при наружном диаметре трубы ⌀ 6÷20 мм и толщине стенки 0,3÷2,0 мм. Число ребер может колебаться от 2 до 6.
Известен способ изготовления тонкостенных труб со спиральными ребрами, включающий закрутку трубы с наружными продольными ребрами при местном нагреве трубы с подачей инертного газа на наружную поверхность трубы и охлаждение ее до t≤350°C, причем 95% инертного газа подают от очага нагрева, а 5% - в сторону нагревателя, инертный газ также подают и вовнутрь трубы (RU 2434701; опубл. 27.11.2010, Бюл. №33).
Недостатками известного способа являются:
- нагрев трубы осуществляется с помощью индуктора, поэтому регулирование и поддержание постоянства температуры локального участка скручивания весьма проблематично;
- не исключено частичное окисление как наружной, так и внутренней поверхностей. Для удаления окисного слоя необходимо проводить дополнительную операцию травления;
- использование защитной атмосферы как при нагреве заготовки при скручивании, так и при термообработке значительно увеличивает себестоимость продукции;
- сложность установки для реализации процесса.
Наиболее близким к заявляемому способу является известный способ скручивания труб с наружными продольными ребрами, включающий прокатку труб с прямыми продольными ребрами с последующим скручиванием их на заданный шаг спирали на оправке.
Основа принципа скручивания - передача крутящего момента скручиваемой трубе через ребра или задний торец вращающейся профильной втулкой в процессе ее продольного перемещения. (В.Н.Данченко, В.В.Сергеев, Э.В.Никулин. «Производство профильных труб» М.: Интермет Инжиниринг, 2003 г. Стр. 162÷463).
При скручивании на оправке при изготовлении тонкостенных труб сохраняется форма сечения и повышается устойчивость поперечного сечения трубы при скручивании. Однако при реализации данного способа сложно получить стабильно воспроизводимое качество готовых труб, в том числе по однородности механических свойств по всей длине трубы, а также по точности шага спиральных ребер.
Известна установка для скручивания ребристых труб, включающая смонтированные на станине полоски для закрепления трубы, одна из которых установлена с возможностью вращения вокруг оси трубы и возвратно-поступательного перемещения, а другая - с возможностью перемещения в направлении оси трубы, защитную камеру и индуктор (авторское свидетельство №495120, опубл. 15.12.1975 г).
Основным недостатком известной установки является сложность конструкции и наличие дополнительных устройств, связанных с нагревом локального участка заготовки и защитной камерой, которая служит для предотвращения окисления нагретого участка трубной заготовки.
Наиболее близким к заявляемому устройству является устройство для скручивания тонкостенных ребристых труб, включающее тянущий зажим, вращающуюся профильную втулку и длинную неподвижную оправку, которую вводят внутрь трубы. (В.Н.Данченко, В.В.Сергеев, Э.В.Никулин. «Производство профильных труб». М.: Интермет Инжиниринг, 2003 г., Стр. 162-163, рис.80 В).
Известное устройство не позволяет получить тонкостенные трубы со стабильно воспроизводимым качеством готовых труб, в том числе по кривизне и точности шага спиральных ребер, кроме того происходит смятие боковых поверхностей ребер.
Задачей заявляемых изобретений является создание простого в осуществлении способа и устройства изготовления тонкостенных труб с наружными спиральными ребрами с обеспечением высокого качества как по геометрическим размерам, особенно внутреннего диаметра, так и по прочностным характеристикам, чистоте поверхности, коррозионной стойкости, сплошности металла, отсутствия поверхностного некондиционного окисленного слоя, а также исключение повреждения поверхности ребер.
Технический результат в способе достигается тем, что до и после проведения операции формирования продольных ребер и после скручивая трубы подвергаются вакуумной термообработке при температуре рекристаллизации, при скручивании один из концов трубы фиксируют изнутри на оправке, в то время как второй конец трубы фиксируют снаружи в зажимном приспособлении с образованием по всей длине закручиваемого участка зазора между трубой и оправкой, составляющего не более величины допуска на непрямолинейность трубы, и с возможностью поворота оправки относительно трубы, а после скручивания проводят заключительную вакуумную термообработку при температуре рекристаллизации.
Передачу трубе крутящего момента можно осуществлять через конец трубы, фиксированный изнутри на оправке, при неподвижном втором конце.
Передачу трубе крутящего момента можно осуществлять через оба конца трубы.
Предпочтительно все термические обработки проводить с вертикальным расположением труб и дистанционированием друга от друга.
Для металлов, склонных к упругому последействию, скручивание трубы производят с углом, превышающим заданный на величину угла упругого раскручивания после снятия крутящего момента и угла раскручивания при заключительной термообработке.
При необходимости перед заключительной термообработкой проводят корректирующие локальные скручивания для получения заданного угла или шага спирали, при этом корректирующие локальные скручивания производят на угол спирали с углом, превышающий заданный на величину угла раскручивания.
Отличительными признаками заявляемого способа изготовления тонкостенных труб с наружными спиральными ребрами являются следующие: до и после проведения операции формирования продольных ребер трубы подвергаются вакуумной термообработке при температуре рекристаллизации, при скручивании один из концов трубы фиксируют изнутри на оправке, в то время как второй конец трубы зафиксирован снаружи в зажимном приспособлении с образованием по всей длине закручиваемого участка зазора между трубой и оправкой, составляющего не более величины допуска на непрямолинейность трубы, и с возможностью поворота оправки относительно трубы, а после скручивания проводят заключительную вакуумную термообработку при температуре рекристаллизации.
Термообработка при температуре реклисталлизации позволяет снять внутренние напряжения в трубе, возникшие в результате деформации и скручивания, обеспечить более совершенную структуру и создать требуемый комплекс механических свойств по всей длине трубы.
Вертикальное расположение и дистанционирование труб друг от друга в рабочем пространстве печи способствует выравниванию температуры как по длине труб, так и по сечению всей садки, что приводит к равномерному прогреву при выходе на режим и стабилизации температуры при выдержке и, в конечном итоге, способствует формированию стабильного угла скручивания по длине трубы, а также дополнительной стабилизации механических свойств и обеспечению однородности структуры труб.
Фиксация одного из концов трубы изнутри на оправке, а другого конца - снаружи в зажимном приспособлении с образованием при этом зазора между трубой и оправкой, составляющего не более величины допуска трубы на непрямолинейность и с возможностью поворота оправки относительно трубы, позволяют провести скручивание трубы без искривления ее оси на величину, не превышающую соответствующий допуск, в то же время обеспечивается свободное скручивание трубы, что предопределяет получение заданного угла или шага спирали с достаточно высокой точностью.
В процессе скручивания отсутствие дефектов на внутренней поверхности трубы обеспечивается гарантированным зазором между внутренней поверхностью скручиваемой трубы и оправкой.
При необходимости корректирующие локальные скручивания проводят перед заключительной термообработкой для получения заданного угла или шага спирали готового изделия с учетом величины угла упругого раскручивания.
Для достижения названного технического результата предлагается устройство для скручивания труб с наружными спиральными ребрами, включающее длинную оправку, которую вводят в трубу, средство для передачи крутящего момента, при этом оправка выполнена с наружным диаметром на ее рабочем участке, меньшим внутреннего диаметра трубы на величину, не превышающую допуск на ее непрямолинейность, снабжена размещенным на одном из ее концов зажимом для центрирования и фиксирования трубы изнутри, при этом на противоположном конце трубы размещена промежуточная цилиндрическая втулка для образования заданного зазора между трубой и оправкой с возможностью вращения на оправке, а также охватывающее трубу зажимное приспособление, размещенное коаксиально втулке.
Устройство дополнительно содержит размещенные на трубе элементы, например шлицевые диски, для корректирующего локального скручивания с внутренним профилем, повторяющим наружный поперечный контур трубы после предварительного скручивания.
Отличительными признаками заявляемого устройства являются следующие: оправка выполнена с наружным диаметром на ее рабочем участке, меньшим внутреннего диаметра трубы на величину не более величины допуска на ее непрямолинейность, снабжена размещенным на одном из концов зажимом для центрирования и фиксирования трубы изнутри, промежуточной цилиндрической втулкой, установленной на другом конце трубы между оправкой и трубой с образованием заданного зазора между трубой и оправкой, с возможностью поворота оправки относительно втулки и трубы, при этом устройство также содержит зажимное приспособление, охватывающее трубу и размещенное коаксиально промежуточной цилиндрической втулке. Указанные признаки в совокупности обеспечивают осуществление скручивания труб в заявляемом способе для достижения заявленного технического результата.
Устройство дополнительно содержит размещенные на трубе элементы, например шлицевые диски, для корректирующего локального скручивания с внутренним профилем, повторяющим наружный поперечный контур трубы после предварительного скручивания.
Трубу на оправке размещают с установленным зазором, обеспечивающим свободное ее вращение на оправке в процессе скручивания. Установленный зазор обеспечивается размером оправки и центрированием трубы на оправке передним зажимом (цангой) изнутри и промежуточной цилиндрической втулкой, установленной на другом ее конце.
Размещенные на трубе элементы в виде шлицевых дисков с внутренним профилем, повторяющим наружный поперечный контур трубы, служат для корректировки шага трубы.
Таким образом, вышеописанные способ и устройство в полной мере решают поставленную техническую задачу: создание простого в осуществлении способа изготовления тонкостенных труб с наружными спиральными ребрами с обеспечением высокого качества как по геометрическим размерам, особенно внутреннего диаметра, прочностным характеристикам, чистоте поверхности, коррозионной стойкости, сплошности металла, отсутствия поверхностного некондиционного окисленного слоя и т.д.
Крутящий момент может передаваться трубе как через один, так и через оба ее конца.
На фиг.1 представлено устройство для скручивания тонкостенных труб с наружными продольными ребрами для варианта осуществления способа, предусматривающего передачу крутящего момента через один из концов трубы, фиксированный изнутри на оправке.
Предлагаемый способ для варианта осуществления, предусматривающего передачу крутящего момента через один из концов трубы, фиксированный изнутри на оправке, и устройство реализуются следующим образом. Холоднодеформированную трубу предготового размера (до получения продольных ребер) подвергают вакуумному отжигу при температуре рекристаллизации в вертикальной печи с использованием подвески, обеспечивающей дистанционирование труб друг от друга, что позволяет получить однородную структуру и равномерность механических свойств по всей длине указанной холоднодеформированной трубы. Далее эту трубу прокатывают на стане холодной прокатки с формированием равномерно расположенных на наружной поверхности трубы продольных ребер и вновь подвергают термообработке способом, описанным выше.
Вовнутрь термообработанной оребренной трубы 1 перед скручиванием вставляют оправку 2, имеющую цилиндрическую рабочую часть. Один из концов оправки имеет конусный участок, заканчивающийся резьбой для жесткой фиксации оправки с трубой с помощью разрезной цанги 3 и гайки 4.
На другой конец оправки устанавливают промежуточную цилиндрическую втулку 5, которая обеспечивает заданный зазор между трубой и оправкой и свободное вращение оправки при скручивании трубы. Трубу в сборе с оправкой устанавливают в разрезные зажимные приспособления, снабженные шлицами для размещения ребер:
6 - зажимное приспособление механизма закручивания, 7 - неподвижное зажимное приспособление. Передачу крутящего момента трубе осуществляют с помощью механизма закручивания 8.
Режимы скручивания оребренной трубы назначают в зависимости от заданного угла или шага спирали. При этом для материалов, склонных к упругому последействию, угол закрутки должен быть увеличен на величину угла упругого раскручивания и величину угла раскручивания при заключительной термообработке, который зависит от состояния материала и геометрических размеров скручиваемой трубы и определяется экспериментальным путем.
После скручивания, если имеет место неравномерность шага спирали по длине трубы, с помощью разъемных шлицевых дисков 9, установленных по границам участка трубы не соответствующего заданному шагу спирали, проводят корректирующие локальные скручивания. Локальные скручивания могут быть произведены съемным ручным инструментом, например, разводными ключами, снабженными шлицевыми поверхностями.
Скрученную оребренную трубу далее подвергают заключительной вакуумной термообработке при температуре рекристаллизации с последующим предъявлением их на контроль.
Пример 1
В соответствии с предлагаемым способом и устройством была выпущена партия труб ⌀ 13,8×1,5 мм со спиральными ребрами из сплава ПТ-7М.
Перед формированием труб с продольными ребрами гладкие трубы предготового размера ⌀ 15,1×2,4 мм сплава ПТ-7М подвергают вакуумной термообработке на вертикальной печи типа СШВ при температуре рекристаллизации, равной Т-690÷710°C с выдержкой 1 час, с использованием подвески типа дистанционирующая решетка. Далее термообработанные трубы подвергают холодной прокатке на стане ХПТР15-30, оборудованном двухроликовой клетью и механизмом поворота, обеспечивающим кантовку заготовки на 90°. В результате прокатки получают четырехреберные трубы с наружным диаметром ⌀ 13,8 мм и толщиной стенки 1,5 мм, имеющие симметрично расположенные по наружной поверхности четыре продольных ребра высотой 0,4 мм и шириной 1,2 мм, которые подвергают термообработке аналогичным способом, указанном выше.
Проводят скручивание полученной на стане холодной прокатки трубы ⌀ 13,8×1,5 мм. Для этого в обрабатываемую трубу 1 (фиг.1) вставляют оправку 2, имеющую цилиндрическую часть, причем зазор между трубой и оправкой составляет не более величины допуска на непрямолинейность трубы: 0,35÷0,45 мм.
Оправка имеет один цилиндрический и один конусный конец. На конусном конце нарезана резьба для крепления разрезной цанги 3, служащей для жесткого крепления обрабатываемой трубы 1 с оправкой 2 и передачи ей синхронного вращения вместе с трубой. Этот конец трубы крепят в зажимном приспособлении механизма закручивания 6 и всю сборку устанавливают в трехкулачковый патрон шпинделя токарного станка мод. 1Н63М - 5 при этом другой конец обрабатываемой трубы крепят в неподвижном зажимном приспособлении 7 и устанавливают в резцедержатель станка. От поворота приспособление 7 удерживается стопорным винтом.
Приводят во вращение шпиндель, при этом происходит скручивание трубы крутящим моментом, передаваемым коробкой скоростей станка на деформируемую трубу.
Заданный шаг спирали обеспечивают количеством оборотов (углом закрутки) и подбирают опытным путем в зависимости от геометрических размеров и состояния материала.
По выбранным режимам проводят скрутку всей оставшейся партии труб. После чего трубы подвергают вакуумной термообработке с вертикальным расположением и дистанционированием их друг от друга при температуре рекристаллизации Т-690÷710°C, как описано выше.
По результатам контроля изготовленные трубы соответствуют всем требованиям технических условий. При этом максимальный разброс прочностных свойств труб не превышает 10 Н/мм2, относительного удлинения - не более 1,5%. Металлографические и рентгеновские исследования показали рекристаллизованное состояние материала труб с размером зерна 10÷11 мкм и отсутствие микроискажений кристаллической решетки по всей длине готовых труб, что способствовало обеспечению стабильности шага спиральных ребер.
Вариант осуществления способа с передачей крутящего момента через оба конца трубы реализуется аналогично с использованием для закручивания конца трубы, фиксированного изнутри на оправке, идентичного примеру 1 приспособления. Второй конец трубы может закручиваться любым известным предназначенным для этого средством.
Таким образом, заявляемые способ и устройство позволяют получить тонкостенные трубы со спиральными ребрами со стабильно воспроизводимым качеством готовых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2801517C1 |
| Способ получения оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2818530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2580777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТОЙ ТРУБЫ | 2015 |
|
RU2664494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2430802C1 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2434701C1 |
| Тепловыделяющая сборка активной зоны ядерного реактора | 2021 |
|
RU2755683C1 |
| Способ волочения труб со скручиванием | 1985 |
|
SU1310057A2 |
| Способ правки тонкостенных труби уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804074A1 |
Изобретения относятся к области изготовления труб со спиральными ребрами на наружной поверхности из различных конструкционных материалов используемых в основном, в теплообменных аппаратах. Способ включает формирование трубы с продольными ребрами и скручивание ее на оправке. Упрощение процесса изготовления тонкостенных спиральных труб без применения местного нагрева при высоком качестве готовой трубы обеспечивается за счет того, что перед и после формирования продольных ребер и после скручивания трубы подвергают вакуумной термообработке при температуре в области рекристаллизации с вертикальным расположением труб и дистанционированием их друга от друга в рабочем пространстве печи. Передачу крутящего момента осуществляют через один из концов трубы, зафиксированный изнутри на оправке, в то время как второй конец трубы зафиксирован снаружи в зажимном приспособлении с образованием по всей длине закручиваемого участка зазора между трубой и оправкой, составляющего не более величины допуска на непрямолинейность трубы, и с возможностью поворота оправки относительно трубы. Устройство содержит соответствующее оборудование. 2 н. и 7 з.п. ф-лы, 1 ил.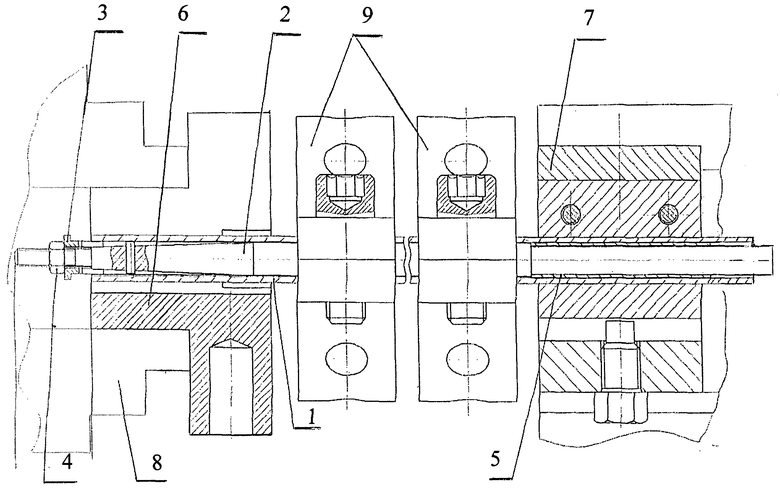
1. Способ изготовления тонкостенных труб с наружными спиральными ребрами, включающий формирование на трубе продольных ребер и скручивание ее на оправке посредством передачи трубе крутящего момента, отличающийся тем, что перед и после формирования на трубе продольных ребер осуществляют вакуумную термообработку трубы при температуре рекристаллизации, при скручивании трубы один из ее концов фиксируют изнутри на оправке, а второй конец фиксируют снаружи в зажимном приспособлении с образованием по всей длине закручиваемого участка зазора между трубой и оправкой, составляющего не более половины допуска на непрямолинейность трубы, и с возможностью поворота оправки относительно трубы, а после скручивания проводят заключительную вакуумную термообработку труб при температуре рекристаллизации.
2. Способ по п.1, отличающийся тем, что передачу трубе крутящего момента осуществляют через конец трубы, фиксированный изнутри на оправке.
3. Способ по п.1, отличающийся тем, что передачу трубе крутящего момента осуществляют через оба конца трубы.
4. Способ по п.1, отличающийся тем, что термообработку труб проводят в вертикальном положении с дистанционированием друг от друга.
5. Способ по п.1, отличающийся тем, что скручивание трубы производят с углом, превышающим заданный на величину угла упругого раскручивания.
6. Способ по п.1, отличающийся тем, что после скручивания трубы перед заключительной термообработкой дополнительно проводят корректирующие локальные скручивания.
7. Способ по п.6, отличающийся тем, что корректирующие локальные скручивания производят с углом, превышающим заданный на величину угла раскручивания.
8. Устройство для скручивания тонкостенных труб с наружными продольными ребрами, содержащее длинную оправку для ввода в трубу и средство для передачи трубе крутящего момента, отличающееся тем, что оправка выполнена с наружным диаметром на ее рабочем участке, меньшим внутреннего диаметра трубы на величину, не превышающую допуск на ее непрямолинейность, и снабжена размещенным на одном из ее концов зажимом для центрирования и фиксирования трубы изнутри, при этом устройство имеет промежуточную цилиндрическую втулку, размещенную на участке противоположного конца трубы с образованием заданного зазора между трубой и оправкой и с возможностью поворота оправки относительно втулки и трубы, и охватывающее трубу зажимное приспособление, размещенное коаксиально упомянутой втулке.
9. Устройство по п.8, отличающееся тем, что оно дополнительно содержит элементы, например в виде шлицевых дисков, для корректирующего локального скручивания, внутренний профиль которых соответствует наружному поперечному контуру трубы после предварительного скручивания.

