Известны устройства для непрерывного производства слоистых изделий с сердцевиной из пористого материала. Они состоят в основном из конвейерной системы и агрегата для дозирования пористого материала. Конвейерная система служит для установления двух листов наружного облицовочного материала в правильное положение по отношению один к другому и для удержания их в этом положении во время процесса создания между ними поропластовой прослойки.
В известных устройствах конвейерная система состоит из параллельных верхней и нижней направляющих поверхностей, которые могут совместно передвигаться. Направляющие поверхности образованы бесконечным рядом пластин, смонтированных параллельно одна другой и перпендикулярно к направлению их перемещения и независимо располагающихся на одной или более бесконечной цепи. Во всех известных конвейерных системах между верхней и нижней направляющими .поверхностями имеется зазор установленной величины. Давление, создаваемое пористой сердцевиной во время ее .прохождения через зазор, зависит от кинетики химической реакции. Причем это давление может меняться в зависимости от изменения условий процесса. Поэтому необходимым условием проведения процесса является регулирование давления, оказываемого каждой пластиной на поверхностный лист слоистого материала.
Предлагаемое устройство для непрерывного производства слоистых изделий с сердцевиной из поропласта отличается от известного тем, что для повышения степени однородности структуры изделий, в которых одна или
обе поверхности являются жесткими и сочленены с боко.в с выпуклыми конфигурациями типа фланцев, кромок, ребер и т. д., пластины одного из транспортеров расположены на направляющих болтах с возможностью их перемещения относительно соответствующих пластин другого транспортера и упруго поджаты к ним через слой формуемого материала при помощи пружин с регулируемым усилием сжатия, а также тем, что болты укреплены на поперечинах, связанных с соответствующими звеньями цепи.
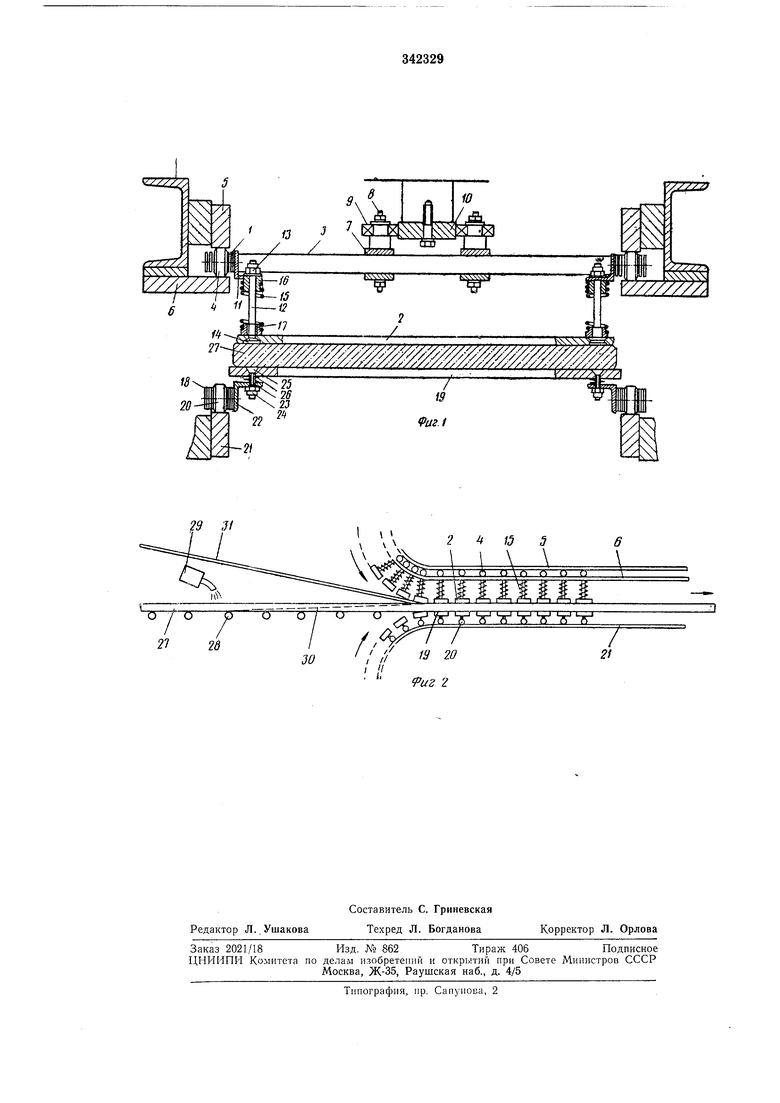
На фиг. 1 изображен поперечный разрез верхней и нижней частей транспортирующего устройства, на фиг. 2 - общий вид устройрасположен ряд пластин 2 (для большей ясносгн показан только нижний ряд каждой цепи). Обе цепи связаны между собой поперечинами 3, которые представляют собой направленные внутрь выступы соединяющих штифтов цепей. Штифты образуют подшипники, на которых смонтированы ролики 4. Ролики размешены между направляюшими рельсами 5 VI 6, которые простираются ло всей длине горизонтального хода цепей и Прикреплены к станине устройства. Верхние рельсы 5 расположены строго горизонтально.
Смежные части поперечин 5 связаны вблизи средних точек зажимающими брусьями 7, крепежными .болтами 8, поддерживающими горизонтальные ролики 9. Ролики 9 размещены по одному с каждой стороны направляющего рельса 10, который простирается также по всей длине горизонтального хода цепи 1 и прикреплен к станине устройства.
Каждое звено цепи несет на себе пару обра. щенньтх внутрь кронштейнов 11, горизонтальное плечо каждого из которых имеет отверстие. В отверстии скользит болт 12, удерживаемый на месте регулируемой гайкой 13. Головка 14 каждого болта расположена в раззенкованном отверстии пластины 2. Болгы снабжены пружинами 15 и направляющими втулками, из которых верхняя втулка 16 закреплена в кронштейне, а нижняя /7 навинчена на болт.
Нижняя часть транспортирующего устройства состоит из пары бесконечных цепей 18, поддерживающих ряд пластин 19, сходных с пластинами верхней части. Связывающие штифты цепей 18 несут на себе ролики 20, которые соприкасаются с направляющими горизонтальными рельсами 21. В этом случае, однако, звенья цепей не соединены между собой поперечинами. Каждое звено цепи 18 несет на себе кронштейн 22, через горизонтальное плечо которого проходит болт 23, удерживаемый на месте регулируемой гайкой 24. Головка 25 каждого .болта расположена в раззенкованном отверстии пластины 19. Пластина опирается на две пружинные шайбы 26.
Как показано на фиг. 2, верхняя и нижняя части транспортирующего устройства образуют зазор, внутри которого могут быть протянуты компоненты слоистого изделия.
Нижний поверхностный металлический прессованный лист 27 до поступления в зазор поддерживается рядом полипропиленовых роликов 23. Во время прохождения над этими роликами на лрессованный лист 27 наносится
из дозирующего устройства 29 слой 30 ингредиентов, образующих полиуретановый поролласт. Тонкий лист 31 поропласта на основе полистирола непрерывно вводится в соприкосновение с верхней поверхностью слоя 30 таКИМ образом, что лист точно располагается в пределах фланцованных частей прессованного листа 27. Образующийся при этом слоистый материал непрерывно продвигается вперед в указанный выше зазор, в котором происходит
завершение образования сердцевины из поропласта.
Нредмет изобретения
1. Устройство для непрерывного производства слоистых изделий в виде листа с поропластовой сердцевиной, включающее агрегат для дозирования .поропласта и конвейерную систему, состоящую из верхнего и нижнего пластинчатых конвейеров, расположенных
один над другим, каждая из пластин которых независимым образом располагается на одной или более бесконечной цепи, отличающееся тем, что, с целью повышения степени однородности структуры изделий, в которых одна или
о-бе поверхности являются жесткими и сочленены с боков с выпуклыми конфигурациями типа фланцев, кромок, ребер и т. д., пластины одного из транспортеров .расположены на направляюшИх болтах с возможностью их
перемещения относительно соответствующих пластин другого транспортера и упруго поджаты к ним через слой формуемого материала при помощи пружин с регулируемым усилием сжатия.
2. Устройство по п. 1, отличающееся тем, что болты укреплены на поперечинах, связанных с соответствующими звеньями цепи.
yjM
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1968 |
|
SU210048A1 |
| СПОСОБ СНЯТИЯ ШКУРЫ ИЛИ КОЖИ С ТУШ ЖИВОТНЫХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2038017C1 |
| МАШИНА ДЛЯ ЧИСТКИ, БЛАНШИРОВКИ И ФАРШИРОВКИ ПЕРЦА И Т. П. | 1939 |
|
SU59657A1 |
| СПОСОБ СБОРКИ ОКОННОЙ СТВОРКИ СО ВСТРОЕННЫМ ТЕПЛОИЗОЛЯЦИОННЫМ СТЕКЛОПАКЕТОМ | 2010 |
|
RU2549320C2 |
| Вертикальный конвейер | 1982 |
|
SU1016237A1 |
| ОРТОПЕДИЧЕСКАЯ ПОРОПЛАСТОВАЯ СТЕЛЬКА | 2019 |
|
RU2717208C1 |
| Грузонесущий орган конвейера | 1990 |
|
SU1789449A1 |
| Загрузочное устройство при пекарных камерах | 1934 |
|
SU43616A1 |
| Устройство для кошения, сбора и взвешивания биологического урожая с опытных участков | 1990 |
|
SU1732851A1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ШАХТНОЙ ПЕЧИ | 2012 |
|
RU2518980C1 |
29 J1 VV VW 19 20 Риг 2 V W
