Известны установки (машины) для непрерывного изготовления слоистых изделий с сердцевидной из пористого пластического смолообразного материала. Они состоят, в основном, нз конвейерной системы и агрегата для дозирования лористого материала. Конвейерная система служит для установления двух листов наружного облицовочного материала Б правильное положение но отношению один -К другому и для удерживания их в этом положении во время процесса создания между ними прослойки из лористого материала. Компоненты, применяемые для создания прослойки из пористого материала, наносятся на из двух листов при помош,и агрегата для дозирования пористого материала, листы устанавливают после этого в правильное положение по отношению один к другому. Происходит нроцесс образования и схватывания сердцевины из пористого материала, который может быть ускорен действием тепла.
В известных установках конвейерная система состоит из параллельных верхней и нижней направляюших поверхностей, которые могут совместно передвигаться. Направляюш,ие поверхности образованы -бесконечными ремнями нз подходящего материала, например нз пряденой ткани или проволочной сетки, которые могут быть покрыты слоем резины или пластмассы, и упрочнены с обратной
стороны плитами. Конвейерная система может состоять из верхнего и нижнего ряда параллельных роликов или нз одной пары захватывающих валиков, причем толщина слоистого изделия определяется зазором между двумя параллельными плитами, через который захватывающие валики проталкивают слоистый материал.
Во всех известных конвейерных системах между верхней и нижней направляющими поверхностями имеется зазор установленной величины. Величина зазора соответствует желательной толщине слоистого изделия. Во время прохождения через этот зазор смеси
5 норообразующих компонентов происходят химические реакции, ведущие к выделению тепла, газа, образованию пористого материала и его отверждению. Газ, выделяющийся внутри пористого материала, создает направленное наружу давление, действующее на два листа наружного облицовочного материала, но пористая сердцевина пе может расшириться и выйти за пределы листов наружного облицовочного материала. Давление,
5 создаваемое пористой сердцевиной во время ее прохождения через зазор, зависит от кинетики химической реакции и от температуры поверхностей. Таким образом, это давление может меняться в зависимости от изменений
составе ж,идкой смеси порообразующих «омпонентов, от изменений в количестве этой жидкой смеси, наносимой на лист облицовочного .материала, изменений окружающей температуры или температуры жидких компонентов, изменений в скорости прохождения компонентов слоистого материала через машину и изменений в количестве тепла, подаваемого к этим компонентам во время их прохождения через ограниченную зону.
Если условия таковы, что давление, оказываемое на пористый материал во время его прохождения через зазор, выше желаемого, пористый материал становится переуплот1ненным. Переуплотнение нежелательно из многих соображений. Так, например, переуплотненный пористый материал может расшириться за пределы слоистого материала при выходе из зазора, вследствие чего толщипа изделия не будет строго определяться величиной зазора. Более того, переуплотненный пористый материал молсет создавать значительное давление, действуюш,ее на конвейерную систему, которая вследствие этого должна быть сконструироваиа таким образом, чтобы выдерживать подобные давления. Кроме того, было найдено, что оптимальные характеристики слоистого изделия, например нлинизшая плотность пористого материала и максимальная прочность, измеренные перпендикулярно к наружным поверхпостям, достигаются, если давление внутри пористого материала является минимальным и необходимым для обеспечения удовлетворительного заполпения пространства между двумя наружиыми листами облицовочного материала и для получения хорошей адгезии .пористого материала к верхнему листу наружного материала.
Предлагаемая установка для непрерывного изготовления слоистых изделий с сердцевиной из пористого пластического смолообразного материала, расположённого между двумя наружными листами облицовочного материала, содерлсит два находяш,ихся один над другим конвейера, обогреваемую камеру, в которую частично заключены конвейеры, и приспособления для подачи в зазор между конвейерами смеси 1порообразуюш,их .ком-понентов и облицовочных листов. Для повышения степени однородности структуры изделия верхний конвейер расположен в вертика.льных направляющих опорах.
Направляюшие опоры оказывают на пористый материал постояиное заранее установленное давление, они состоят из двух частей, верхней и нижней. Нижняя часть зафиксирована, а верхняя часть или некоторый ее участок может перемешаться вверх и вниз относительно нижней. Так, например, верхняя часть или ее участок может перемешаться в вертикальном направлении в линейных подшипниках или быть прикрепленной к шарнирным соединениям. На1Правляюш,ие устройства, смонтированные таким способом, могут быть обычного типа.
В случае необходимости одна или обе направляюшие поверхности могут опираться на плиты. Рекомендуется, чтобы плита, на которую опирается верхняя на.Правляюш,ая поверхность, была бы гибкой и в продольном направлении для поддержания равномерного распределения давления во время процесса
образования пористого материала. В другом варианте та же цель может быть достигнута, если одна или обе направляюшиеповерхности .опираются на гибко соединенные между собой ряды параллельных роли.ков. Эти ролики
уменьшают степень трения или волочения и износа направляюш.их поверхностей.
Во время работы установки верхняя часть направляюших устройств или ее участок полностью поддерживается изготавливаемым слоистым изделием, благодаря чему прилагаемое давление соответствует весу верхнего листа облицовочного материала плюс весподдерл ;иваемой части направляюш,их устройств.
Эффективный вес поддерживаемой части направляюших устройств может по желанию варьироваться. Так, например, он может быть увеличен при помоши дополнительного груза или балласта, или уменьшен путем иопользевания противовесов, или отрегулирован при помощи пружинных, пневматических или гидравлических устройств. Как правило, получаемое давление находится в интервале от 4,5 до 72,5 г/сж2.
Во время пуска установки до тех пор, пока не установилось такое движение компонентов слоистого изделия, которое обеспечило бы поддерл ива.ние верхней части направляющих устройств или ее участка, может оказаться
необходимым создание временной опоры для верхней части или ее участка. Это может быть осуществлено при помоши винтового или кулачкового подъемного механизма, который отключают после пуска установки.
Верхнюю часть направляющих устройств или ее участков можно поднять путем подачи в установку слоистого материала, панели или доски подходяшей толщины, причем операция облегчается, если деталь имеет клиновидный
участок.
Приспособления для дозировки пористого материала могут относиться к любому типу, пригодному для нанесения порообразуюших компонентов в виде лотовой смеси. Для этой
цели может быть использовано, например, приспособление, в котором смешение и дозирование осуществляются при помоши сжатого воздуха. Такое приспособление может быть оборудовано механизмами для перемещения
его взад и вперед поперек ширины облицовочного материала, в то время как сам материал передвигается вперед, благодаря чему смесь вначале наносится в направлении книзу в виде тесно расположенного зигзагообразного
Рекомендуется осуществлять дозирование при .помощи сжатого воздуха, причем соило может быть оборудовано устройствами для его наклона. Избыток воздуха снособствует получению более плоской поверхности жидкой амеси.
Установка может |быть снабжена на выходе из дозирующего приспособления соплом, улучшающим распределение порообразующих компонентов за счет подачи струи веерообразной формы, причем щирина веера должна соответствовать направлению перемещения нижнего лЕста облищовочного материала. Площадь листа, шокрыеаемая веерообразной струей, выходящей из сопла, увеличивается по мере увеличения расстояния между соплом и листом и поэтому желательно, чтобы механизм для перемещения дозирующего приспособления мог подниматься или опускаться относительно листа с целью достижения наиболее равномерного распределения жидкой смеси. Кроме того, для создания плоского равномерного слоя смешанных порообразующих компонентов при введении их в установку необходимо правильно располагать струю или струи .воздуха. Струя воздуха имеет то же назначение, как, например, щетка для выравнивания слоя жидкости, или нож, или скребло. Однако иопользовать для этой цели щетку, нож или скребло лри работе с жидкой смесью порообразующих компонентов не рекомендуется, так каК порообразующие компоненты ;ска1пливаются на щетке или скребле и очень быстро затвердевают с образованием твердой пористой массы, которая мешает равномерному «анесению жидкой смеси на нижний лист облицовочного материала и управлению всем процессом в целом.
Установка может |быть оборудована неподвижной поверхностью, расположенной вне направляющих устройств. Поперек этой поверхности перемещается нижний лист облицовочвого материала до того, как оба листа войдут в соприкосновение с направляющими устройствами. Передвижные дозирующие лриспособления могут быть расположены таким образом, чтобы смесь порообразующих компонентов наносилась на нижний лист во время его прохождения поперек неподвижной поверхности. Неподвижная поверхность может быть как жесткой, так и гибкой и пе иметь склонности к смещению под действием постоянного движения. В некоторых случаях эта поверхность изогнута в продольном наПравлении, она расположена таким образом, что гибкий нижний лист облицовочного материала имеет ровную поверхность При своем прохождении поперек неподвижной поверхности, благодаря чему облегчается получение плоского равномерного слоя порообразующих компонентов.
Желательно, чтобы жидкая смесь порообразующих компонентов на нижнем листе облицовочного материала была переведена в пористое состояние и подверглась желатинизации до того, как вер.хнии лист 0:блицовочното материала -попадет в правильное положение относительно нижнего листа в месте схождения в одной точке противоположных направляющих устройств. Процесс порообразования и желатинизации смешанных порообразующих компонентов может быть ускорен путем нагрева нижнего облицовочного листа. Однако в том случае, если нижний облицосочный лист будет нагрет до нанесения на него порообразующих компонентов, процесс порообразования и желатинизации может произойти настолько быстро, что жидкость может не растечься в виде плоского равпомерного слоя. Более того, летучие компоненты могут испариться, что приведет к получению слоистого материала с грубой текстурой. В установке предусмотрены устройства для нагрева нижнего облицовочного листа в тако.м положении, в котором порообразующие компоненты образовали плоский равномерный слой, но процессы порообразования и желатинизации еще полностью не произошли. Предусмотрены также устройства для нагрева верхнего облицовочного материала до его вхождения В соприкосновение с (поверхностью порообразующего слоя. Кроме того, установка может быть оборудована устройствами для нагрева одной или обеих направляющих
поверхностей до их соприкосновения с облицовочным листом или с облицовочными листами слоистого материала. В таком случае направляющая поверхность выступает в качестве приспособления для сохранения тепла
и передает само тепло через облицовочные листы пористой сердцевины во время прохождения ее через конвейерную систему. Может -возникнуть также необходимость в нагреве компонентов слоистого изделия во время их прохождения через направляющие опоры.
Нагрев, который может оказаться желательным, на различных участках может быть осуществлен известными способами. Так, например, участок неподвижной поверхности.
поверх которой Проходит нижний облицовочный материал, может быть оборудован нагревательными элементами, а в тех случаях, когда установка содержит направляющиеповерхности, опирающиеся на плиты, последние также могут быть нагреты. В другом варианте для создания лучистого тепла в зазорах в неподвижных поверхностях или в ПЛитах могут быть использованы инфракрасные нагреватели. Этот способ нагрева особенно пригоден в тех случаях, когда направляющие устройства оборудованы рядом параллельных роликов. Высокочастотный нагрев может быть использован с большими преимуществами для нагрева направляющих поверхностей или для нагрева облицовочных материалов и имеет особенно важное значение в том слу чае, когда применяются облицовочные материалы значительной толщ.ины.
роиствами, при полющи которых края нижнего облицовочного листа могут быть загнуты кверху для получения кромки у слоистого материала. Для изгибания облицовочного листа могут быть использованы продольные боковые рейки, причем облицовочный материал предотвращает соприкасание порообразующего материала с боковыми рейками.
В установке .предусмотрены также устройства для создания краевых полос у слоистого материала во время его получения. Такие боковые полосы или Кромки могут состоять, например, из резины, металла, дерева, асбеста или пластического материала, например из поливинилхлорида, сополимера полиа,крилонитрила с бутадиеном и со стиролом или из смесей полиэфирной смолы и стекловолокна, что обеспечивает дополнительную прочность краев слоистого материала. Полученные таким способом слоистые материалы имеют гладкие правильные края. Необходимость отпиливания неровных краев отпадает. Наружные поверхности боковых полос или кромок могут быть отпрессованы или отформованы таким О;бразом, чтобы в них имелись зубцы, канавки или выступы и чтобы слоистые материалы могли быть пригнаны один к другому для создания плотно совпадающих краев и попали в прорези или канавки несущей конструкции или рамы. Модификации, допускающие изготовление в установке слоистых материалов с описанными краями, весьма просты и включают в крайнем случае создание направляющих устройств типа реек или роликов для поддержания боковых полос или кромок в необходимом вертикальном положении во время изготовления слоистого материала лри Нрохолсдении через конвейерную систему.
Слоистые изделия, изготавливаемые в установке, могут иметь сердцевину из пористого смолообразного или пластического материала, получаемого из любой порообразующей композиции, которая быть как гибкой, так и жесткой. Рекомендуется, однако, чтобы сердцевина из пористого материала состояла из полиуретана. Порообразующие компоненты полиуретана состоят, например, из полиизоцианатов, сложных или простых полимеризованных эфиров, содержащих гидроксильные группы, в случае необходимости см.ещанных с водой, катализаторами, поверхностно-активными веществами, агентами раздувания и другими компонентами. Облицовочные материалы, которые могут быть использованы на установке, могут состоять из длинных кусков, скатанных в виде рулонов, таких материалов, как бумага, кровельный картон, пластическая пленка, или металлическая фольга, или из ряда отдельных листов металлов, картона, гипсовых и асбестовых досок. Оба листа облицовочного материала могут быть гибкими или полутвердыми, могут быть одинаковыми или различными, или же один из облицовочных материалов может быть полностью жестким.
Преимуществом изобретения является то обстоятельство, что во время процессов своего образования и охватывания пористая сердцевина подвергается действию постоянного уплотняющего давления, независящего от работы установки. Благодаря этому давление можно регулировать таким образом, чтобы обеспечить полное заполнение пространства между облицовочными листами с минимальным нарушением структуры пористого jMaTeриала и создать при этом материал с минимальной плотностью. Кроме того, толщина получаемого слоистого материала автоматически регулируется в зависимости от наладки
5 установки и легко может быть измерена. Толщину выходящего из установки слоистого материала можно непрерывно измерять, например, Путем Прямого отсчета показаний измерителей толщины, находящихся на выходе из
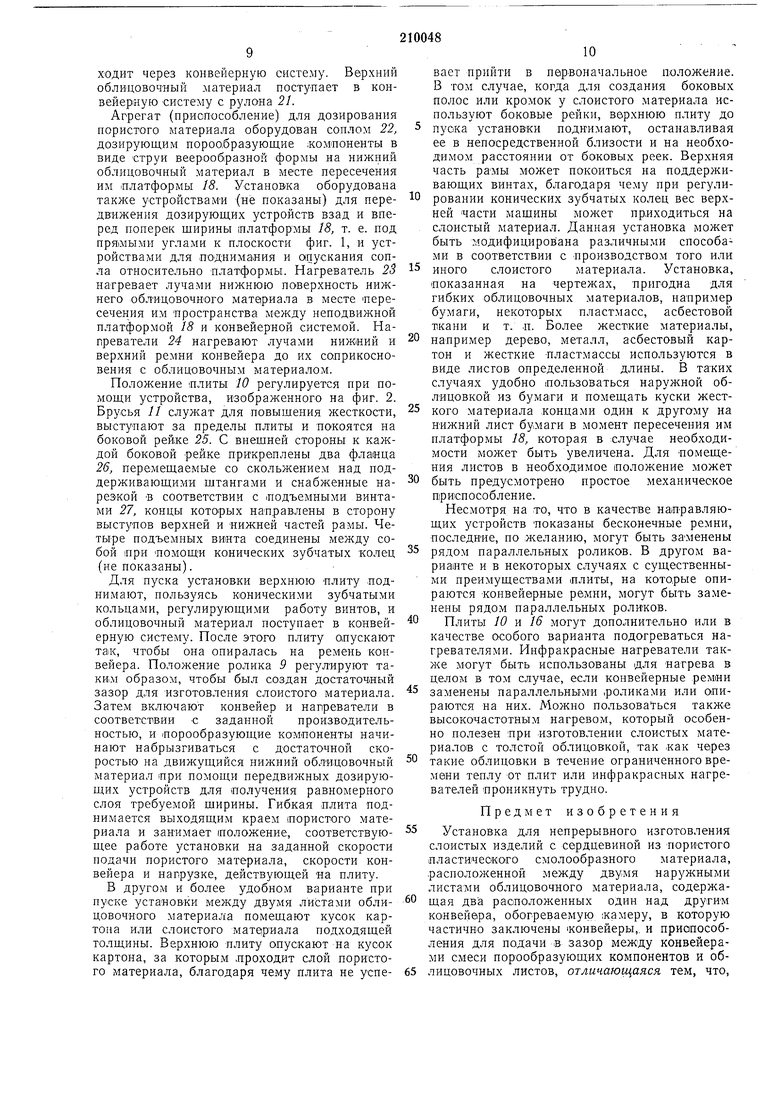
0 нее, и таким образом производить проверку во время непрерывной ее работы. Допускается быстрое исправление добавочных изменений, вызванных, например, колебаниями температуры, путем ручного или автоматического регулирования скорости дозирования порообразующих материалов или скорости направляющих устройств. В связи с тем, что направляющие устройства ие подвергаются воздействию чрезмерного давления, конструк0 ция установки может быть (более облегченной и, следовательно, более дещевой, а ленты конвейера, подвергающиеся меньшему частичному натяжению, Могут иметь меньший вес. На фиг. 1 изображена описываемая установка, вид сбоку; на фиг. 2 - то же, аксонометрическое изображение.
Установка смонтирована на раме, верхняя / и нижняя 2 части которой разделены жесткими Цоддерживающими щтангами 3. Верхняя и нижняя части конвейерной системы смонтированы соответственно на обеих частях рамы. Верхняя часть конвейерной системы состоит ИЗ бескоиечного ремня 4, проходящего поверх приводных 5, направляющих или
5 натяжных 6 и регулируемых 7, 8 и 9 роликов. В своей (рабочей зоне ремень 4 опирается на гибкую плиту 10, к которой прикреплены создающие жесткость брусья //, отходящие на небольщое расстояние от краев ремня и покоящиеся на регулируемой боковой рейке (не показана). Ролик 8 крепится к нижней части рамы шарнирными соединениями 12. Нижняя часть конвейерной системы включает бесконечный ремень 13, проходящий под приводными 14 и над натяжными /5 роликами и опирающийся на жесткую плиту 16 в своей рабочей зоне. Ролики 5 и 14 приводятся во вращение с одинаковой скоростью от общего привода 17.
На нижней части рамы укреплена платформа 18, находящаяся на некотором расстоянии от конвейерной системы. Нижний облицовочный материал, поступающий с рулона 19, проходит над направляющим роликом 20, пеходит через конвейерную систему. Верхний облицовочный материал поступает в конвейерную систему с рулона 21.
Агрегат (приспособление) для дозирования пористого материала оборудован соплом 22, дозируюпдим пороо1бразуюш;ие компоненты в виде Струи веерообразной формы на нижний облицовочный материал в месте пересечения им платформы 18. Установка оборудована также устройствами (не показаны) для передвижения дозирующих устройств взад и вперед поперек ширины платформы 18, т. е. под пря1мыми углами к плоскости фиг. 1, и устройствами для поднималия и опускания сопла относительно платформы. Нагреватель 23 нагревает лучами нижнюю поверхность нижнего облицовочного мате риала в месте пересечения им пространства между неподвижной платформой 18 и конвейерной системой. Нагреватели 24 нагревают лучами нижний и верхний ремни конвейера до их соприкосновения с облицовочным материалом.
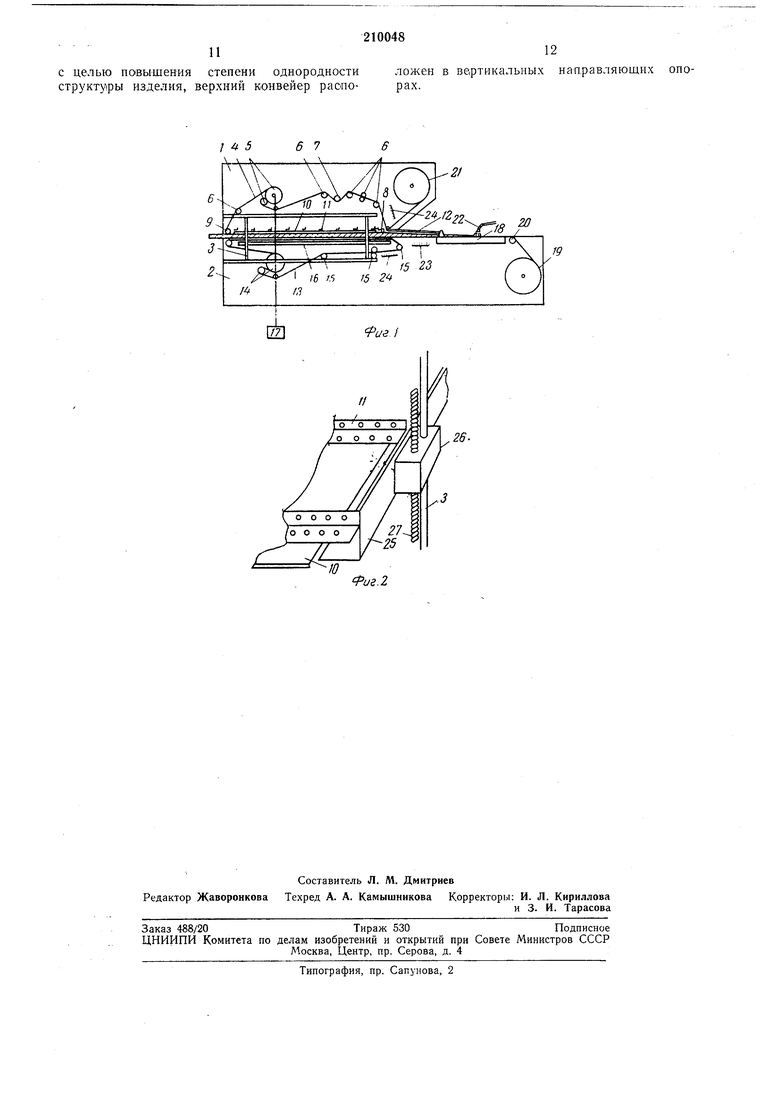
Положение плиты 10 регулируется при помощи устройства, изображенного на фиг. 2. Брусья // служат для повышения жесткости, выступают за пределы плиты и покоятся на боковой рейке 25. С внешней стороны к каждой боковой рейке прикреплены два флаица 26, перемещаемые со скольжением над поддерживающими штангами и снабженные нарезкой В соответствии с подъемными винтами 27, концы которых направлены в сторону выступов верхней и -нижней частей рамы. Четыре подъемных винта соединены между собой при помощи конических зубчатых колец (не показаны).
Для пуска установки верхнюю плиту поднимают, пользуясь коническими зубчатыми кольцами, регулирующими работу винтов, и облицовочный материал поступает в конвейерную систему. После этого плиту опускают так, чтобы она опиралась на ремень конвейера. Положение ролика 9 регулируют таккм образом, чтобы был создан достаточный зазор для изготовления слоистого материала. Затем включают конвейер и нагреватели в соответствии с заданной производительностью, и порообразующие компоненты начинают набрызгиваться с достаточной скоростью на движущийся нижний облицовочный материал при помощи передвижных дозирующих устройств для получения равномерного слоя требуемой ширины. Гибкая плита поднимается выходящим краем пористого материала и занимает положение, соответствующее работе установки на заданной скорости подачи пористого материала, скорости конвейера и нагрузке, действующей на плиту.
В другом и более удобном варианте при пуске установки между двумя листами облицовочного материала помещают кусок картона или слоистого материала подходящей толщины. Верхнюю плиту опускают на кусок картона, за которым проходит слой пористого материала, благодаря чему плита не успевает прийти в первоначальное положение. В том случае, когда для создания боковых полос или кромок у слоистого материала используют боковые рейки, верхнюю плиту до пуска установки поднимают, останавливая ее в непосредственной близости и на необходимом расстоянии от боковых реек. Верхняя часть рамы может покоиться на поддерживающих винтах, благодаря чему при регулировании конических зубчатых колец вес верхней части машины может приходиться на слоистый материал. Данная установка может быть модифицирована различными способами в соответствии с производством того или
иного слоистого материала. Установка, показанная на чертежах, пригодна для гибких облицовочных материалов, например бумаги, некоторых пластмасс, асбестовой ткани и т. п. Более жесткие материалы,
например дерево, металл, асбестовый картон и жесткие пластмассы используются в виде лисгов определенной длины. В таких случаях удобно пользоваться наружной облицовкой из бумаги и помещать куски жесткого материала концами один к другому на нижний лист бумаги в момент пересечения им платформы 18, которая в случае необходимости может быть увеличена. Для помещения листов в необходимое положение может
быть предусмотрено простое механическое шриспособление.
Несмотря на то, что в качестве направляющих устройств показаны бесконечные ремни, последние, по желанию, могут быть заменены
рядом параллельных роликов. В другом варианте и в некоторых случаях с существенными преимуществами плиты, на которые опираются конвейерные ремни, могут быть заменены рядом параллельных роликов.
Плиты 10 и 16 могут дополнительно или в качестве особого варианта подогреваться нагревателями. Инфракрасные нагреватели также могут быть использованы для нагрева в целом в том случае, если конвейерные ремни
заменены параллельными роликами или опираются на них. Можно пользоваться также высокочастотным нагревом, который особенно полезен при изготовлении слоистых материалов с толстой облицовкой, так «ак через
такие о блицовки в течение ограниченного времени теплу от плит или инфракрасных нагревателей проникнуть трудно.
Предмет изобретения
Установка для непрерывного изготовления слоистых изделий с сердцевиной из пористого пластического смолообразного материала, расположенной между двумя наружными листами облицовочного материала, содержащая два расположенных оДин над други-м конвейера, обогреваемую камеру, в которую частично заключены конвейеры,, и приспособления для подачи в зазор между конвейерами смеси порообразующих компонентов и об11с целью повышения степени однородности структуры изделия, верхний конвейер распо12ложен в вертикальных направляющих опоpax.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ТЕХНЦНЕСНАЯБИБЛИОТЕКА | 1972 |
|
SU342329A1 |
| Устройство для непрерывного изготовления слоистых панелей | 1972 |
|
SU548197A3 |
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1090577A1 |
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1094747A1 |
| Способ изготовления слоистых синтетических плит и устройство для осуществления этого способа | 1974 |
|
SU535894A3 |
| Установка для непрерывного изготовления слоистых панелей | 1981 |
|
SU1090576A1 |
| ПЕЧЬ ДЛЯ ХЛЕБА НАЦИОНАЛЬНЫХ СОРТОВесЕСоюзнАПibU'?KT^-'Da:::';::'^^ | 1972 |
|
SU323111A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА | 2011 |
|
RU2575082C2 |
| СТЕНОВАЯ ПЛИТА ДЛЯ ВНУТРЕННЕЙ ОТДЕЛКИ ПОМЕЩЕНИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2418921C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 1994 |
|
RU2126865C1 |
/ 4 5
с.
16 5
/«
/,
