ИЗВестны машины для обвяэки « маркировки проката, содержащие механизм шаговой подачи би1роЧНой ленты и пресс с ,ножом для отрезки бирки.
Олисываемая машина отличается тем, что для повышения надежности и оперативности мар|КИ:рО;вки пресс снабжен кассетой с клеймам И и пуансоном для пробивки отверст-ия и сблокирован с мexaiнизмaми подачи бирочной ленты -и обвязочной проволоки.
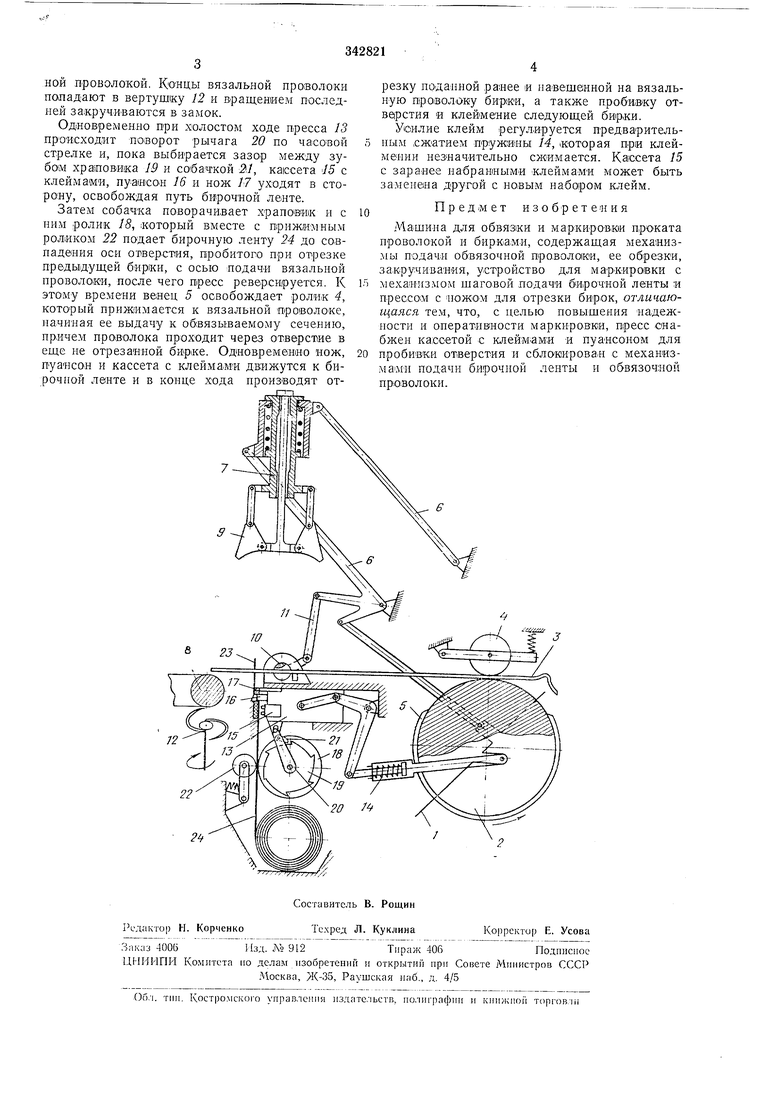
На чертеже схематически показана предлагаемая Машииа.
На приводном коленчатом валу / устано1влено колесо 2, подающее вязальную проволоку 3 при помощи прижимвого ролика 4. На колесе сбоку закреплен .венец 5, отключающий подачу вязальной проволоки отжиманием ролика 4.
От -коленчатого вала посредством шарлирно-рычажной системы 6 сообщается качательное движение вниз-Вве:рх формующей головке 7 с автоматически охватывающими обвязываемое сечение 8 клещами 9. Поворотный нож ножниц 10 для вязальной проволоки приводится в движение шар«ир но-рычажной системой П.
Вертушка 12 для закрутки концов проволоки может иметь собственный или общий с другими меха:ниЗмами привод. Пресс 13 приводится в возврат1но-поступательпое движеиие от
коленчатого вала / при помощи шарнирно)ычажН011 систе.мы с упругим элементом 14 и снабжен сменной кассетой 15 с клеймами, пуaiHCOHOM 16 для пробивки отверстия в бирке и
ножом 17 для отрезки 6.iipKH.
Приводной рол«1к 18 лодачи бирочной ленты поворачивается посредством жестко установленного на одном с ним валу храповика 19 и свободно посаженного на этот же вал рычага 20 с собачкой 21. Рычаг приводится в возвратно- качательное движение прессом. Лента прижимается к ири-водному ролику подпружиненным роликом 22. Машина работает следующим образом.
В исходном положении формующая головка 7 с клещами 9 находится в крайнем верх1нем положении, вязальная проволока Л частично выдается за кромку ножей ножниц 10 и проходит в отверстие бирки 23, которая отрезается
ножом 17. За цикл коленчатый вал / совершает один оборот. При этом заканчивается в)Гдача колесом 2 и роликом 4 вязальной проволоки с иа вешенной на иее биркой, прогчем выдача проволоки прекращается, когда венец 5
при повороте колеса 2 отжимает ролик 4.
П-ослс прекращения выдачи часть проволокн, находящаяся над обвязываемым сечением, отрезается ножницами 10, после чего клещи в месте с вязальной головкой опускаются на
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки проволокой бунтов | 1977 |
|
SU659456A1 |
| СПОСОБ МАРКИРОВКИ ПАЧЕК ПРОКАТА | 1970 |
|
SU287569A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТОВИ РУЛОНОВ | 1967 |
|
SU195427A1 |
| Устройство для изготовления металлических бирок из ленты | 1977 |
|
SU667275A1 |
| Устройство для изготовления и клеймения бирок готовой продукции в прокатном производстве | 1960 |
|
SU138574A1 |
| Устройство для изготовления металлических бирок из ленты | 1972 |
|
SU510297A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ И ОТРЕЗКН ЭЛЕКТРОМОНТАЖНЫХ БИРОК | 1973 |
|
SU367462A1 |
| УСТРОЙСТВО ДЛЯ вязки ПРОКАТА ПАЧЕК, РУЛОНОВИ БУНТОВ | 1970 |
|
SU260489A1 |
| Пресс-подборщик для прессования сена или соломы из валков | 1961 |
|
SU147062A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
