Предлагается устройство к эксцентриковому прессу или ножницам для изготовления и клеймения бирок готовой продукции в прокатном производстве.
Это устройство отличается тем, что для увеличения срока службы клейма и предупреждения поломок оборудования в нем применена рычажно-грузовая система регулирования давления клейм на полосу.
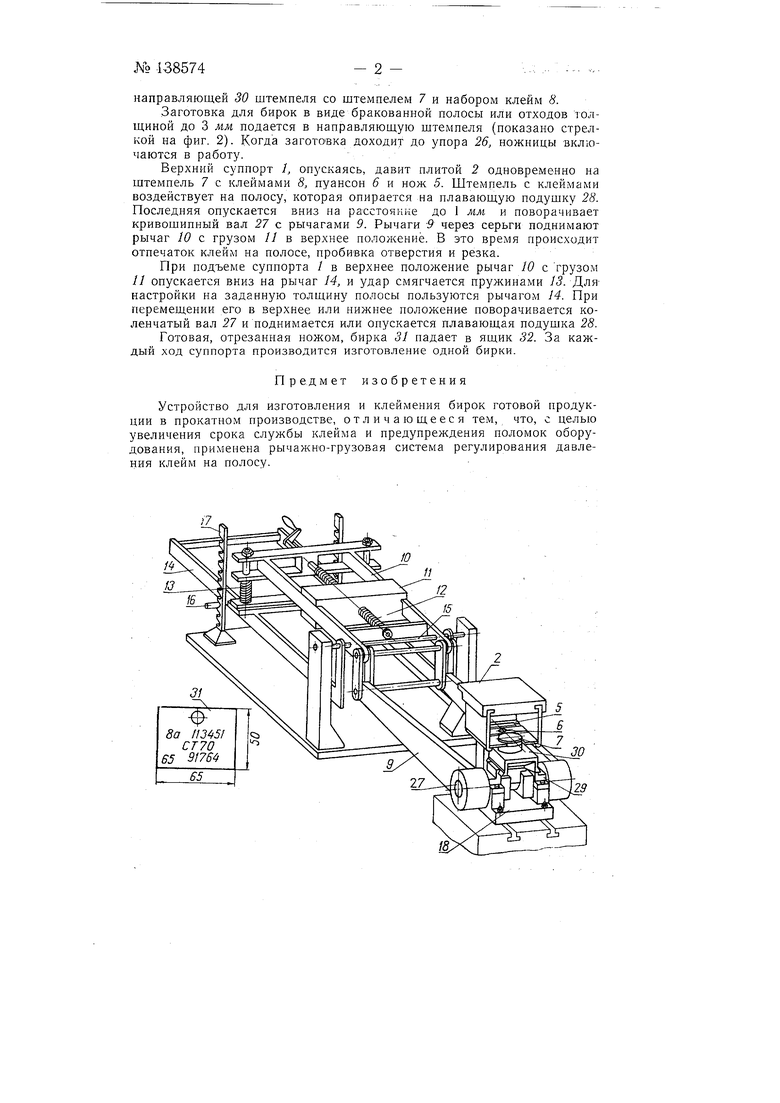
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, разрез по режуще-пробивному блоку со щтемпельным устройством.
Устройство состоит из уравновешенной рычажной системы и режуще-пробивного блока со сменным штемпельным устройством. К ножницам верхнего подвижного суппорта / крепится болтами плита 2, на которой закреплены пальцы 3. На пальцы 3 опирается плита 4, которая псднимает в верхнее положение нож 5, пуансон 6 и штемпель 7 с клеймами 8. Рычаги 9 связаны серьгами с рычагом 10.
На рычаге 10 крепится груз //, который с помощью винта 12 может перемещаться в крайнее переднее или заднее положение. Внизу рычага 10 имеется опорная планка с двумя болтами и пружинами 13.
Рычаг 10 с грузом // соединен с рычагом 14. Последний может поворачиваться вокруг оси 15 VL опирается на прут 16, который крепится на вертикальной гребенчатой стойке 17.
Плита 18 крепится четырьмя болтами к нижнему неподвижному суппорту 19. К плите 18 при помощи клина 20 крепится режущий пробивной блок, состоящий из корпуса 21, нижнего неподвижного ножа 22, верхнего подвижного ножа 5, пуансона 6, смейной втулки 23, матрицы 24, упорной втулки 25 и упора 26, приваренного к корпусу 21.
На опорные части плиты 18 устанавливается кривошипный вал 27 с двумя рычагами 9. На кривощипный вал 27 опирается плавающая подушка Ж Крыщка 29 коленчатого вала 27 имеет клинообразные прорезы, в которые в.ходят выступающие части (типа «ласточкин хвост)
направляющей 30 штемпеля со штемпелем 7 и набором клейм 8.
Заготовка для бирок в виде бракованной полосы или отходов толщиной до 3 мм подается в направляющую штемпеля (показано стрелкой на фиг. 2). Когда заготовка доходит до упора 26, ножницы включаются в работу.
Верхний суппорт 1, опускаясь, давит плитой 2 одновременно на штемпель 7 с клеймами 8, пуансон 6 и нож 5. Штемпель с клеймами воздействует на полосу, которая опирается на плавающую подушку 28. Последняя опускается вниз на расстояние до 1 мм и поворачивает кривошипный вал 27 с рычагами 9. Рычаги -9 через серьги поднимают рычаг 10 с грузом 11 в верхнее положение. В это время происходит отпечаток клейм на полосе, пробивка отверстия и резка.
При подъеме суппорта / в верхнее положение рычаг 10 с грузом // опускается вниз на рычаг 14, и удар смягчается пружинами 13. Для настройки на заданную толщину полосы пользуются рычагом 14. При перемещении его в верхнее или нижнее положение поворачивается коленчатый вал 27 и поднимается или опускается плавающая подушка 28.
Готовая, отрезанная ножом, бирка 31 падает в ящик 32. За каждый ход суппорта производится изготовление одной бирки.
Предмет изобретения
Устройство для изготовления и клеймения бирок готовой продукции в прокатном производстве, отличающееся тем, что, с целью увеличения срока службы клейма и предупреждения ноломок оборудования, применена рычажно-грузовая система регулирования давления клейм на полосу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ вязки ПРОКАТА ПАЧЕК, РУЛОНОВИ БУНТОВ | 1970 |
|
SU260489A1 |
| Станок для обвязки металлической лентой концов шпал и их клеймения | 1955 |
|
SU103531A1 |
| Клеймовочная машина для клеймения горячих заготовок в потоке | 1959 |
|
SU129166A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Устройство для упаковки пакетов штрипсов | 1959 |
|
SU130833A1 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |
| КРИВОШИПНО-РЫЧАЖНЫЕ НОЖНИЦЫ для РЕЗКИ ПРОКАТА | 1965 |
|
SU171247A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 2001 |
|
RU2200648C2 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |

30
fuz.2
