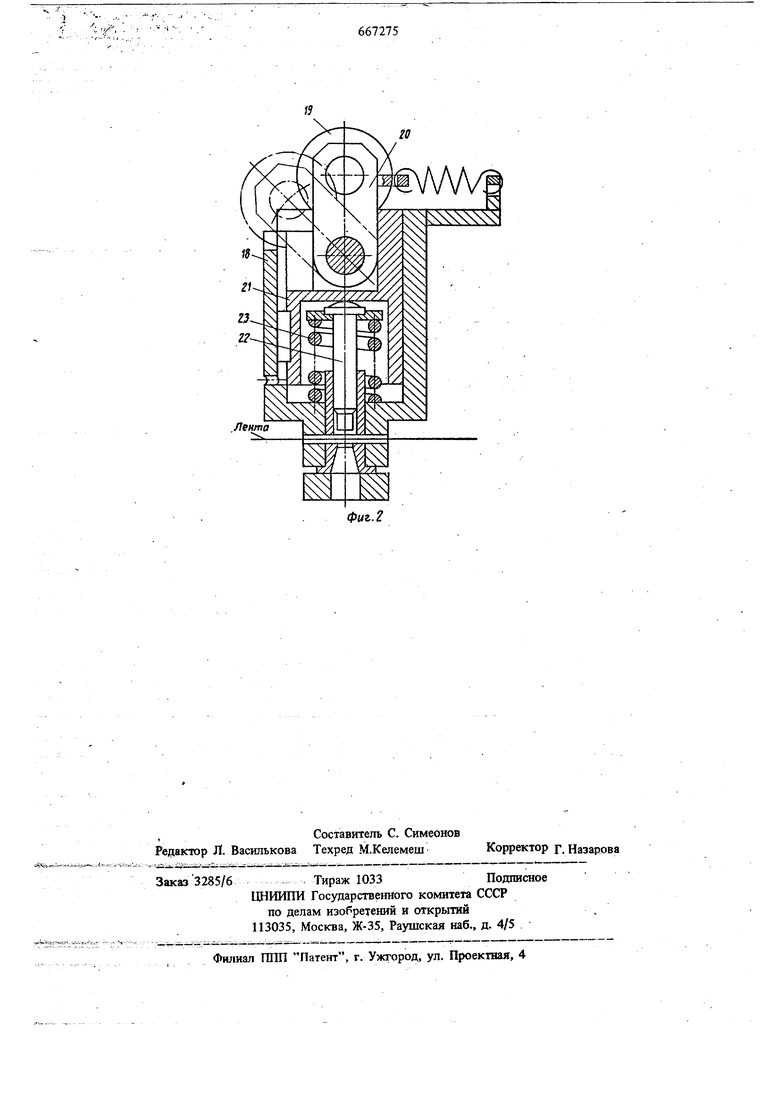
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления.и клеймения бирок из ленты. Известно устройство для изготовления металjpwecKHX бирок из ленты, содержащее установленные в станине клеймовочную головку, меха-, низм пробивки отверстий с нажимным роликом, механизм перемещения ленты, имеющий нажимиую линейку, каретку и размещенный на каретке механизм прижатия ленты к клеймрвочной головке 1.. ; Недостатком этого устройства является больщое количество узлов к механизмов и сложность компановки. С целью упрощения конструкции предлагаемого устройства механизм пробивки отверстий установлен на каретке, нажимная линейка установлена на станине.а нажимной ролик установлен с возможностью отклонения в одном направлении.; На фиг. 1 показано предлагаемое устройство, общий вид; разрез; на фиг. 2 механизм пробивки отверстия и подачи ленты, разрез. Устройство для изготовления металлических бирок из ленты содержит станину 1, на которой размещены каретка 2 с приводом ее перемещения, механизм 3 отсчета бирок и разматьгеатель 4, На станине установлены также подпружиненный нож 5, нажимная линейка 6 и клеймовочная головка 7, состоящая из кассеты 8 с клеймами 9, клеймовочных звездочек 10 и неподвижного ножа 11. Секторы 12 служат для перевода клеймовочных звездочек на различные знаки клейм. На подвижной каретке смонтированы механизм пробнвкн отверстия и подачи ленты, накаточныймеханизм с прижатием к клеймовочной головке и ролик 13 для нажатия подпружиненного ножа. Накаточный механизм состоит из звена 14, которое вверху пгарнирно закреплено на каретке, а внизу шарнирно соединено со звеном, 15. Звено 15 в свою очередь вннзу шарнирно соединено с ползуном 16, содержащим накаточный р&лик 17. Механизм пробивки отверстия и подачи ленты (фиг. 2) состоит из корпуса 18, откидного ролика 19 с поворотной вилкой 20, ползуна 21, пуансона 22 и пружины 23 возврата. Перемещение подвижной каретки осуществляется гшев моцилиндром. Устройство работает следующим образом. При повороте рукоятки управления включается пневмошстиндр устройства. В ЖчайГ 5ШДа йоршня пневмЬцилиндра вправо происходит поворот звеньев 14 и 15 на угол 13°, при этом каретка 2 остается на месте. Ролик 17 опускаетсяВ нижнее положение и с силой прижимает лен ty к клеймовочной головке 7. Когда звенья зай SfyfBepfltikanbftoe положение, шток пневмоцилин ра заставит : перемещаться каретку слева направо вместе с накаточным роликом 17, последний, в свою очередь, катится по ленте. В начале хода каретки ролий 13 сходит сножа 5, который ,под дейотвйем пружины возвращается в конечное верхнее положение. При дальнейшем перемещении кареткн откидной ролнк 19 наезжает на нажимную линейку 6 и вилRa вместе с роликом поворачивается против часовой стрелки на угол 20° без воздействия на пуансон 22. Таким образом, прн перемещении кареткн вправо пpoиcxoдиt накатка знаков клейм на лен те без пода™ последней. . 1 ртГоёрШЖхЩ1ШШгтШййЙйдаЩф1а ЛЮ начала перемещения каретки происходит поворот звеньев 14, 15, поднятие накатного ролика в кбнечное верхнее положение, и после это1;о ШрШеЩенйё кар(5тки с накаточным роликом влево. ЗатЬМ нажимная линейка 6 нажмет на ролик 19, которь1Й с силой воздействуя на пуансон 22, опускается в крайнее нижнее пол6:ясё1шё, пуансон пробив ает отверстие в ленте и подает ее до тех пор, пока ролик ие сойдет с нажимной лйнейки и пуансон под действием пружины вместе с роликом возвратйтся в исходное положение. В самом конце хода кареткн ролик 13 нажмет на подвижной нож, который, взаимодействуя с неподвижным ножом, отрежет готовую бирку. Таким образом, при движении каретки в обратйом направлении происходит подача ленты на длину бирки без накатки знаков клейм, так как ролнк находатся в верхнем положении и между ним и лентой имеется зазор, Применение изобретения позволяет устранить ручной труд при изготовлении бирок. Формула изобретения Устройство для изготовления металлических бирок изоленты. Содержащие установленные в станине клёймовочную головку, механизм отрезки бирки, механизм пробивки отверстий с нажимнь1м роликом, механизм перемещения ленты, имеющий нажимную лннейку, каретку и размещенный накарёткё йёхгшизм прижатия ленты к клеймовочной головке, отличающийся тем, что, с целью упрЬЩения конструкции, механизм пробивки отверстия установлен на каретке, нажимная лннейка установлена на станине, а нажимной ролик Установлен с возможностью отклонения в одном направлении. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 510297, кл. В 21 D 53/00, 1972.
« С
.Лешпа
го
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления металлических бирок из ленты | 1972 |
|
SU510297A1 |
| Устройство для изготовления и маркировки бирок | 1977 |
|
SU880550A1 |
| Устройство для обвязки проволокой бунтов | 1977 |
|
SU659456A1 |
| Устройство для изготовления маркировочных бирок | 1977 |
|
SU701735A1 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| Автомат для изготовления маркировочных бирок | 1990 |
|
SU1722883A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ И МАРКИРОВКИ ПРОКАТА | 1972 |
|
SU342821A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ И ОТРЕЗКН ЭЛЕКТРОМОНТАЖНЫХ БИРОК | 1973 |
|
SU367462A1 |
| Устройство для клеймения | 1978 |
|
SU753516A1 |