Изобретение относится к куэнёчно прессовым машинам, в частности к оборудованию для изготовления гвоздей. Известен автомат для изготовлени гвоздей, состоящий из станины, на к размещены механизмы правки, подачи проводки с кривошипно-рычаж нымприводом, зажимных матриц с кулачково-колено-рычажным приводом, высадочного ползуна с размещенными на его передней части в направляющи симметрично оси высадки, отрезныхзаостряющих ножей с возможностью ос вого перемещения совместно с ползун от кривошипно-шатунного привода и Поперечного перемещения кулачковоколено-рычажных приводов. Кулачки расположены на кривошипном валу, ко торый через маховик и клиноременную передачу связан с электродвигателем Особенностью этого автомата являетс совмещение механизмов отрезки и высадки, что обеспечивает высадку головки гвоздя отрезными-заостряющими ножами, снабженными на соответствующих плоскостях насечкой для получения рифления на шляпке гвоздя, l. Однако совмещение механизмов высадки и отрезки не обеспечивает четкого разграничения последовательноети цикла реза -и высадки, так как про цесс отрезки проволоки отрезными-заостряющими ножами при их движении в поперечном направлении осуществляется одновременно с их движением в осевом направлении. Известен также автомат для высадки гвоздей, состоящей из станины на которой размещены механизмы правки, продачи проволоки с кривошипнорычажными приводом, зажимных матриц с кулачково-колено-рычажным приводом, подпружиненных отрезных-заостряющих ножей, закрепленных на станине с возможностью качательного перемещения вдоль оси под воздействием приводного ползуна, имеющего прорезь по оси высадки. Кулачок привода зажима матриц размещен на кривошипном валу, который через.маховик и клиноременную передачу связан с -электродвигателем Особенностью этого автомата является подпружиненные качающиеся отрезные-заостряющие ножи, шарнирно закрепленные на станине, осуществляющие одновременно отрезку-заострение изделия и .высад ку головки, под воздейств ием пуан.,. установленного на .приводном. ползуне 21. Однако при воздействии плоской части пуансона на расположенные под уплом опорные плоскости отрезныхзаостряющих ножей в процессе отрезки-заострения и высадки головки изделия контактная поверхностьприходится по образующим линиям пуансона, и ножей, что приводит к быстрому износу последних. В то же время, процесс отрезки-заострения и высадки не имеет четкого разграничения последовательности цикла реза и высадки, так как в момент отр езки-заострения и высадки происходит постепенное двустороннее внедрение отрезных-заостряющих ножей в проволоку при их качательном перемещении в осевом направлении (соскабливание) под воздействием на них пуансона, закрепленного на приводном ползуне.При этом получается сложная форма отрезныхзаостряющих ножей, обеспечивающая получение острого конусного конца изделия и головки гвоздя. Цель изобретения - повышение надежности технологического процесса и долговечности работы автомата. Доставленная цель достигается тем, чтокронштейныс подпружиненными двуплечими рычагами размещены в станине с возможностью перемещения в налравлении, перпендикулярном оси высадки, и связаны с распределительным валом посредством рычажно-кулачковой системы. На чертеже приведена кинематическая схема предлагаемого автомата. Автомат состоит из станины 1, в КОТОРОЙ размещен ползун 2 с пуансоном 3, имеющим цилиндрическую опору, находящуюся в постоянном контакте с ноже-державками 4, шарнирно закрепЛенными через оси 5 в ползушках 6. Постоянное поджатие нОже-державок 4 ,к пуансону 3 осуществляется пружинами 7, размещенными в ползушках б, установленных в направляющих станины 8 и получающих возвратно-поступательное движение от кулачков 9, установленных на коленчатом валу 10, через ролики 11 и колено-рычажные системы 12. В ноже-державках закреплены отрезные-заостряющие ножи 13. Перед ножами 13расположены неподвижная матрица 14 и подвижная матрица 15, имеющая привод от кулака 16, ролика 17 и коленорычажной системы 18. На коленвсше lO консольно установлена эксцентриковая планшайба 19, связанная через тягу 20 с телескопическим устройством 21, которое шарнирно соединено с кареткой 22 подачи проволоки, с размещенными на ней зубильцем 23 и наковальней 24. Для правки подаваемой проволоки установлено правильное устройство 25. Коленвал 10 через маховик 26 и клиноременную передачу 27 связан с .-электродвигателем 28. Автомат работает следующим образом. Проволока через правильные ролики 25, клещевую подачу (зубильце 23 и наковаленку 24), зажимные матрицы 14и 15 подается до. упора в отрезныедаостряющие ножи 13, находящиеся сомкнутом состоянии. Автомат включа-.
3103 6254
ется на автоматический режим работы.ноже-державок на 1 - 1,5 мм. Рассто- От электродвигателя 28 через клиноре- яние между передней плоскостью пуанменную передачу 27, маховик 26 и котсена 3 в его крайнем эгшнем положении ленвап 10 приводится в движение плоскостью зажимных матриц 14 и 15 зун 2, который ..приХоде вперед воз-немного больше максимальной длины действует на ноже-державки 4, с уста- 5гвоздя, поэтому подача проволоки, новленными на них отрезными-заостряю-захваченная зубильцем 23 и наковаленщими ножами 13, в сомкнутомкой 24 при ходе вперед каретки 22, положении, отрезные-заостряющие ножиприводимой в движение от планшайбы 19, 13 совместно с ноже-державками 4 со-тяги 20 и телескопического устройства вершают качательное перемещение в 10 21, осуществляется в разъем между дерсторону зажимных матриц 14 и 15. Про-жавками 4, почти одновременно с отхоисходит отход в крайние задние положе-дом пуансона 3. После подачи проволония, при этом ноже-державки 4, увлеку-ки с высаженной на ее конце шляпкой емые ползушкамй 6, расходятся, а подсрабатывают зажимные матрицы 14 и 15, действием пружин 7 следуют за пуансо-|5 отреаные-заостряющие ножи 13, скыном 3, постоянно контактируя с нимкаясь, отрезают и заостряют гвоздь, до упора на пoлзsшкax. Пуансон 3 вкоторый выпадает в тару. Затем цикл крайнем заднем положении отходит от .повторяется.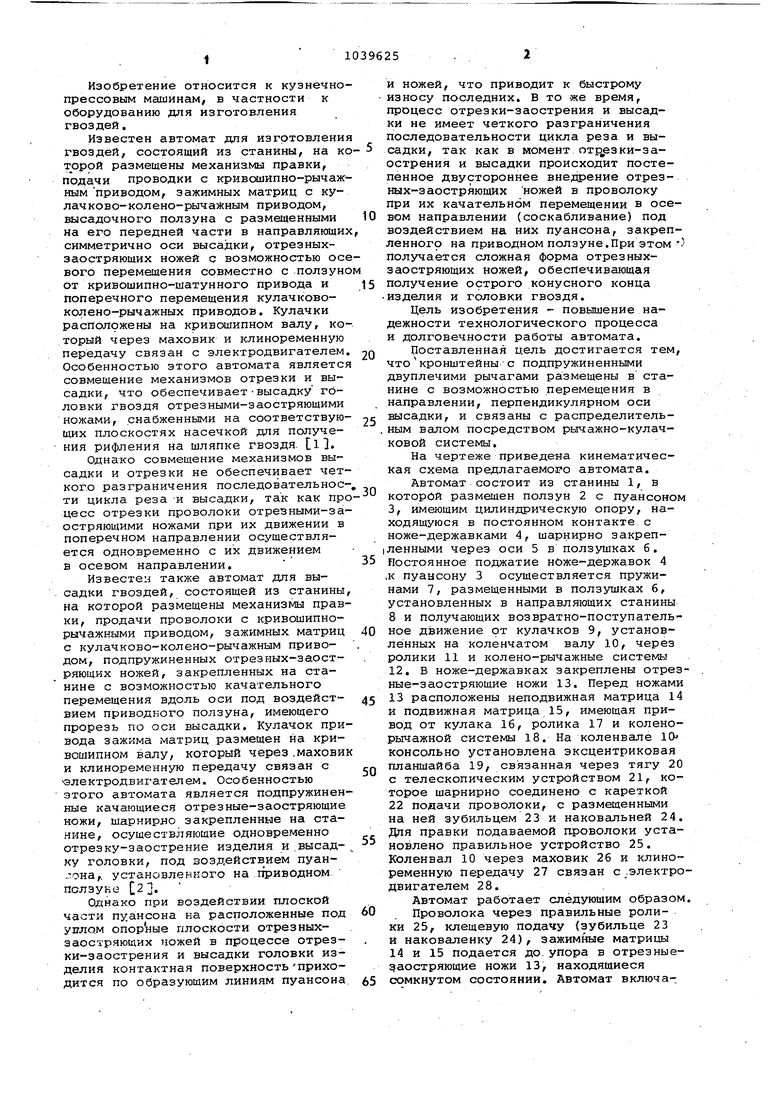
| название | год | авторы | номер документа |
|---|---|---|---|
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Автомат для изготовления гвоздей | 1978 |
|
SU716690A1 |
| Автомат для изготовления гвоздей | 1978 |
|
SU716689A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ, содержащий размещенные на станине и кинематически связанные между собой посредством распределительного вала высадочные матрицы, механизкфд правки и подачи заготовки и зажима матриц, подпружиненные двуплечие рычаги, свободно, размещенные на осях в кронштейнах, отрезныезаостряющие ножи, жестко закрепленные на двуплечих рычагах и ползун-пуансон, о т.л ич а ю щи и с я тем, что, с целью повышения надежности его в работе и долговечности, кронштейны с подпружиненными двуплечими рычагами размещены в станине с воз-« можностью перемещения в направлении, перпендикулярном оси высадки, и свя-, заны с распределительным валом по- д средством рачажно-кулачковой сие- S темы. оэ со 05 ГО сд
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2015 |
|
RU2593565C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| v: | |||
