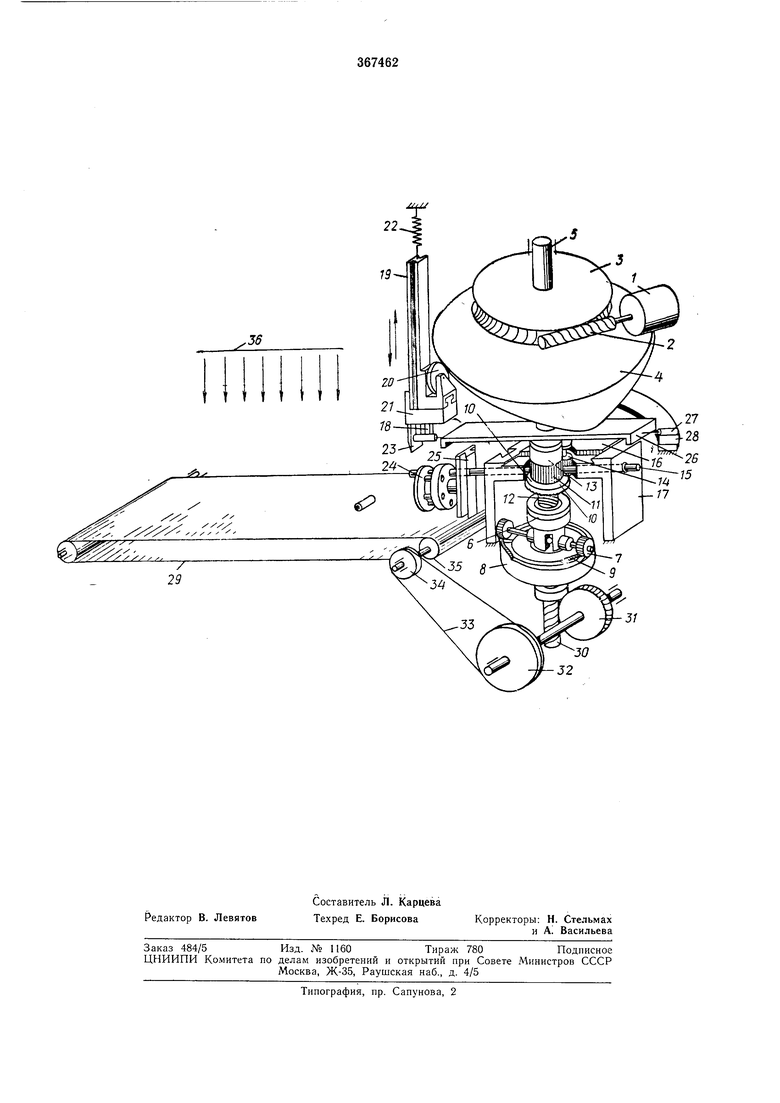
Известны устройства для клеймения и отР&зкн электромонтажных бирок «з полихлорвиниловой трубки. С целью повышения качества клеймения п ТПрощения наладки в предлагаемом устройстве Кулачки механизма подачи связаны с подающим роликом через муфту сцепления, снабженную роли-ками, образующая которых сопряжена с криволииейщо-й поверхностью кулачков, и посаженную на приводной вал, на котором жестко закреплен кронштейн механизма нан:есения кр1аски на клейма, снабженный валиками, образующая которых сопряжена с красящей поверхностью механизма. На чертеже изображено предлагаемое устройство. На станине (или раме) жестко закреплен Двигатель 1, передающий движение через ч&ръячщю пару 2, 3 двуступенчатому .кулачку 4, Жестко закрепленному на валу 5. На нижнем конце вала 5 установлена подБижная полумуфта 6, на которой закреплены Два ролика 7, служащие для периодического смещения аюлу.муфты 6 в вертикальной плоскости при скольжении роликов По криволИНейному шрофилю кулачков 8 и 9. Зубчатая полуМуфта 10, свободно сидящая на валу 5, служит для сцепления с полумуфтой в ее верхНем полол енИИ и передачи вращения ведущему ролику 11 который жестко закреплен На зубчатой полумуфте 10. При ниЖНем noTosveiiHH полумуфты 6 зазор полумуфтамн 6 и 10 равняться высоте выступов кулачков 8 и 9. Регулировка зазора производится установленными на валу 5 пружиной 12 и упорным кольцом 13. Регулировка усилия прижима холостого ролика 14 к подаваемой трубке 15 осуществляется путем смещения направляющей 16 в пазу корпуса 17, на которой жестко закреплена ось холостого ролика 14. Подвод клейма 18 к поверхности маркируемой трубки осуществляется ползуно.м 19, который получает поступательное от двуступепчатого кулачка 4 через подвижный ролик 20. В нилчней части ползуна 19 установлена съемная кассета 21, в которую набирается нуЛСный номер клеймения. Возврат ползуна в начачтьное положение производится возвратной пружиной 22. Для отрезки маркируемой трубки 15 на ползуне 19 закреплен нож 23, который при смещении ВНИз скользит по плоскости револьверной головки 24, отрезая ранее поданную трубку, Револьверная головка 24 имеет четьь ре или более гнезд для различных диаметров маркируемой трубки, и может свободно вращаться на оси направляющей 25, которая расположена в пазу корпуса 17, обеспечивая рег лировку усилия клейма на поверхность маркируе.мой трубки. Для фиксации револьверной головки в нужном положении мелчду нанравляющей 25 и револьверной головкой 24 устанавливается фиксатор.
Нанесение печатной краски На клейме осуществляется кронштейном смазки 26, который жестко закреплен на валу 5. На концах кронштейна. смазкИ 26 ша рнирно установлены вали.ки 27, служащие для переноски краски из красочно го магазина 28 на клейма-. Движение на ленту 29 транспортера передается через червяк 30, закрелленный на валу 5, и червячное колесо 31. На оси червячного колеса 31 закреплен Щкив 32, связанный ременной передачей 33 со шкивом 34, насаженным На ведущий ролик 35.
Для настройки устройства и приведения его в действие сначала устан-авливают револьверную головку 24 иа нужный диа-метр маркируемой трубки 15, подбирают нужиые «лейма и помещают их в кассету 21.
Смещают кулачок 8 относительно кулачка 9 так, чтобы составляющая выступ-ов была достаточной для подачи маркируемой трубки на заданную длину. Затем заводят маркируемую трубку в канал корпуса 17 и пропустить ее между подающими роликами И и 14 до выхода из гнезда револьверной голов-ки 24. Включают .питание двигателя / и электрообогревателя 55 и рег}лируют прижим холостого ролика к /подавае мой трубке, а также усилие клейма на поверхность маркируемой трубки.
При вращснии вала 5 ролики 7 полумуфт скользЯт по Профилю кулачков 5 и Я периодически смещая полумуфту 6 в вертикальНОй плоскости на высоту, равную высоте выступов кулачков 5 и 9.
В верхнем положении полу.муфта 6 сце.пляется с .зубчатой 1полумуфтой 10, на. которой закреплен ведущий ролик II. Нри этоМ мархируемая трубка, зажатая между ведущим и холостым роликами, перемещается по каналу корпуса 17, направляющей 25 и гнезду револьверной головки 24 на длину, пропорциональную длине составляющей выступов кулачков 5 и 9.
Одновременно кронщтейн смазки 26, вращаясь .вместе с валом 5, одним своим валиком 27 Проходит лод клеймом 18 равночмерно смазывая его печатной краской, а другой валИК 27 катится по поверхности войлока или фетра, закрепленного на корпусе красочного магазина 28 и прапитапного печатной краской.
После цикла смазки и подачи трубки кулачок 4 свОИм выступом скользит по поверхности ролика 20, смещая ползун 19 с роликом 20 вниз до тех -пор, пока верщина выступа кулачка 4 не пройдет ролик 20.
В нижнем положении пОЛзуяа 19 закрепленное на нем клеймо 18 соприкасается с поверхностью маркируемой трубки и печатает на ней соответствующий знак. Одновременно нож 23, жестко закрепленный на ползуне 19, отрезает ранее поданную печатную бирк}-, которая падает на ленту транспортера. Уложенные на бирки проходят под электрообогревателем 36, который просушивает отпечатанные на «их знаки.
В предлагаемом устройстве все операции по наладке выполняются непосредственно при работе устройства.
Предмет изобретения
Устройство для клеймения и отрезки электромонтажных бирок из 1полихлорвинилавой трубки, содержащее механизм подачи трубки, выполненный в виде двух кулачков, связанных с подающим роликом, и механизм /нанесения краски на клейма, сое.диненНЫе между собой кинетически через приводной вал, отличающееся тем, что, с целью повыщения качества клеймения « упрощения наладки, кулачки механизма подачи связаны с подающим РОЛИКО.М через свободно посаженную на вал муфту сцепления, снабженную роликами, апираю-щимися на поверхность кулачков, а механизм нанесения краски вьшолнен в виде жестко соединенного с валом кронштейна с шарНирно за.крепленными валиками, касающимися красящей поверхности механизма.
56
j
/
29
31
52
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ БИРОК ИЗ ТЕРМОПЛАСТИЧНОЙ ТРУБКИ ЧЕРЕЗ ТИПОГРАФСКУЮ | 1973 |
|
SU372581A1 |
| Автомат для маркирования деталей краской | 1981 |
|
SU1061879A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| АВТОМАТ для РЕЗКИ И МАРКИРОВКИ ХЛОРВИНИЛОВЫХ ТРУБОК | 1973 |
|
SU363611A1 |
| Автомат для изготовления маркировочных бирок | 1990 |
|
SU1722883A1 |
| Устройство для изготовления маркировочных бирок из полихлорвиниловых трубчатых заготовок | 1978 |
|
SU781089A1 |
| Устройство для маркирования | 1983 |
|
SU1189691A1 |
| Автомат для изготовления и маркировки трубчатых монтажных бирок | 1985 |
|
SU1279858A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1990 |
|
SU1722882A2 |
| Механизм печати | 1980 |
|
SU1014764A1 |