Предлагаемое устройство относится к области ориентирующих устройств и механизмов сборочных автоматов радиотехнической промышленности и может быть использовано на предприятиях, где набор деталей, например, типа «лепесток, «контактное гнездо в многогнездовые платы производится вручную или полуавтоматически.
Известны устройства для ориентации и загрузки ножевых контактов в гнезда колодки разъема, содержащие узел первичной ориентации, выполненной в виде бункера, соединенного с многоручьевым лотком, снабженным отсекателем, управляемым электромагнитом, узел вторичной ориентации, снабженный винтовыми трубчатыми направляющими, и приводной механизм.
Однако, известные устройства имеют низкую производительность.
С целью повышения производительности автомата для набора деталей типа «нож в многогнездовую колодку в предлагаемом устройстве в поперечном направлении на многоручьевом лотке размещена планка, снабженная упорами, количество которых соответствует числу ручьев лотка, в днищах ручьев перед упорами выполнены направляющие отверстия для перемещения к ориентируемым деталям подвижных контактных щупов, а узел вторичной ориентации выполнен в .виде блока подвижной и. неподвижной гребенок, снабженного подпружиненными игольчатыми щупами, выполненными с ограничителями и служащими для поджатия деталей к внутренней стенке неподвижной гребенки и разворота деталей относительно отверстий.
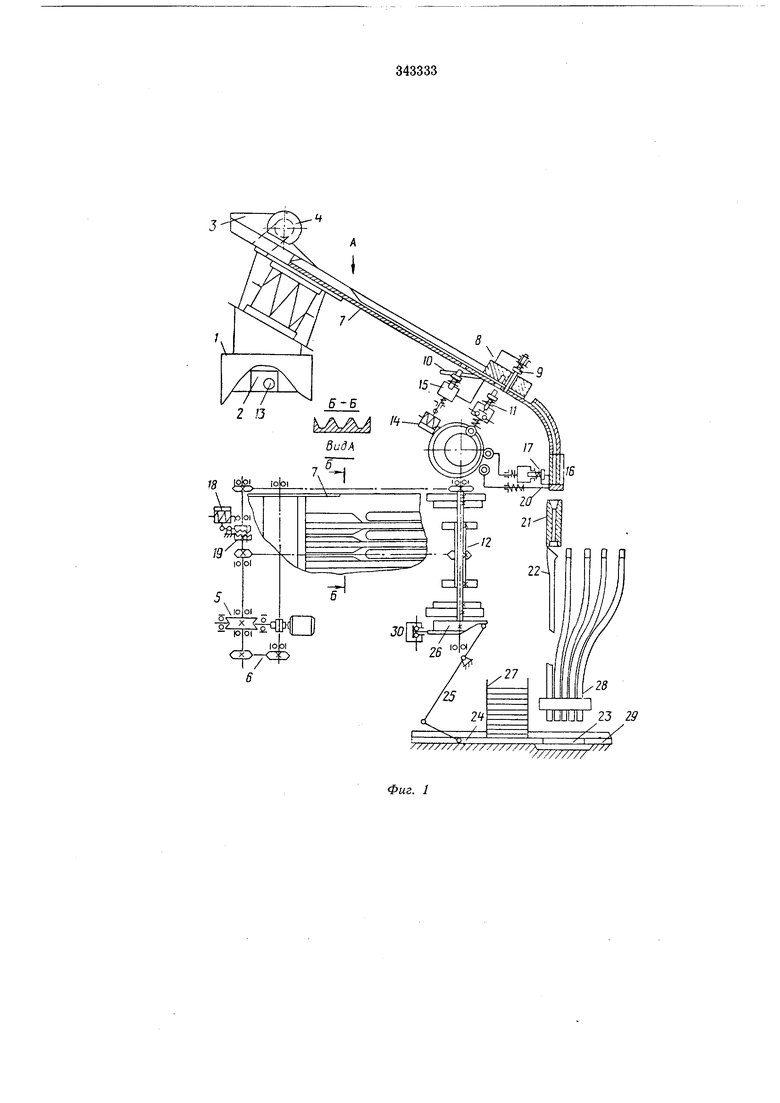
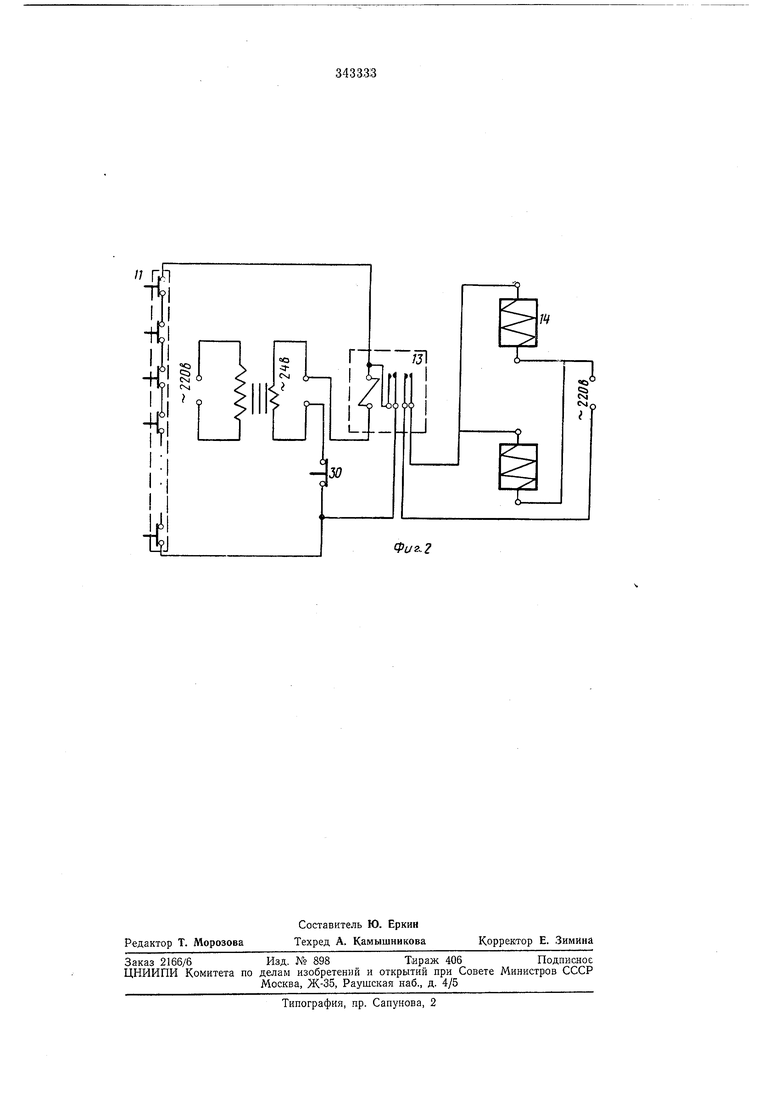
На фиг. 1 дано предлагаемое устройство (вид слева) и кинематическая схема; на фиг. 2- прнципиальная электрическая схема автомата.
Автомат для набора деталей типа «нож в многогнездовую колодку монтируется на металлической раме 1 с нищей, в которой .помещается блок автоматики 2. Посылаемые детали из бункера 3 через периодически образуемую щель между дном бункера 3 и скощенным краем валика 4, вращающегося от главного привода 5 через цепную передачу 6, попадая на наклонный вибростол 7 с продольными канавками и ориентируясь в них в продольном направлении, перемещаются вниз под планку 8 в гнезда, образуемые продольными канавками Вибростола 7 н планкой 5, до упоров 9 в каждой продольной канавке вйбростола 7.
Лищние детали вне гнезд через боковые окна вибростола 7 сбрасываются в поперечлый лоток 10, откуда вручную или транспортером возвращаются в бункер 3.
чески поджимаются подпружиненными электроконтактными щупами 11, которые приводятся в возвратно-поступательное движение от кулачкового вала 12 и последовательно соединяются в электрическую цепь.
При заполнении деталями всех шезд под планкой 8 в результате давления подпружиненных электрокОНтактных щупов 11 на детали срабатывает реле 13, включая электромагнит 14 подпружиненных отсекателей 15, после чего поток деталей под дланку 8 прекращается; освобожденные детали от упоров 9 следуют в гребенку 16, в которой они ориентируются относительно отверстия щупами 17, приводящимися в движение от кулачкового вала 12. После срабатывания реле 13 и включения электромагнитом 18 зубчатой муфты 19. При возвращении щупов 17 в первоначальное положение детали разворачиваются «носиками вниз, одновременно фиксируясь ограничителями 20 от колебаний деталей вок,руг игл щупов 17, а остальные детали, освобожденные от давления щупов 17, подаются в том же положении в конусную направляющую 21 с последующей ориентацией деталей в вертикальных винтовых трубчатых каналах 22 со скошенными краями для ориентации деталей относительно бокового выступа и направления их в колодку 23. После фиксации деталей в колодке 23 шибер 24, приводящийся в движение рычагом 25 от кулачка 26 посредством включения зубчатой муфты 19, выталкивает колодку 23 из магазина 27, подавая ее под трубчатую
кассету 28, а набранную с деталями колодку 23 - в пазовую направляющую 29 для жесткой фиксации деталей в колодке 23, после чего концевой выключатель 30 останавливает кулачковый вал 12 в первоначальном положении.
Предмет изобретения
Устройство для ориентации и загрузки ножевых контактов в гнезда колодки разъема, содержащее узел первичной ориентации, выполненный в виде бункера, соединенного с многоручьевыми лотком, снабженным отсекателем, управляемым электромагнитом, узел вторичной ориентации, снабженный винтовыми трубчатыми направляющими, и приводной механизм, отличающееся тем, что, с целью увеличения производительности работы устройства, в поперечном направлении на многоручьевом лотке размещена планка, снабженная упорами, количество которых соответствует числу ручьев лотка, в днищах ручьев перед упорами выполнены направляющие отверстия для перемещения к ориентируемым деталям подвижных контактных щупов, а узел вторичной ориентации выполнен в виде блока подвижной и неподвижной гребенок, снабженного подпружиненными игольчатыми щупами, выполненными с ограничителями и служащими для поджатия деталей к внутренней стенке неподвижной гребенки и разворота деталей относительно отверстий.
UUUIJU 23 29 /
/77777777
Фиг. 1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1974 |
|
SU543064A1 |
| Устройство для ориентации и загрузки контактов в гнезде колодки соединителя | 1978 |
|
SU748601A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1985 |
|
SU1359828A2 |
| Устройство для ориентации и загрузкиКОНТАКТОВ B гНЕздА КОлОдКи РАз'ЕМА | 1979 |
|
SU828282A1 |
| Устройство для сборки плоских пружинных контактов в гнезда колодки соединителя | 1983 |
|
SU1112457A1 |
| Способ и устройство сборки пружинных плоских контактов в гнезда колодки соединителя | 1981 |
|
SU993368A1 |
| Устройство для ориентации и загрузки цилиндрических контактов с лыской | 1990 |
|
SU1772850A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Устройство для установки выводных концов контактных элементов в отверстия колодки | 1977 |
|
SU739674A1 |
| Устройство для установки клемм в гнезда колодки | 1982 |
|
SU1050025A1 |