Изобретение относится к электротермии, в частности к автоматическому регулированию электрошлаковых установок.
Известен способ автоматического управления установкой электрошлакового переплава с дополнительным нерасходуемым электродом, осушествляемый путем согласования скоростей перемещения расходуемого и дополнительного электродов. Однако во время плавки диаметры кристаллизатора и расходуемого электрода могут изменяться, и к тому же точность установки в регуляторе коэффициента передачи К ограничена. Это приводит к накоплению ошибки по положению нерасходуемого электрода в ванне и к нарушению режима установки с последующим браком слитка.
Сущность описываемого способа заключается в том, что коэффициент пропорциональности между скоростями расходуемого и дополнительного электродов корректируют в зависимости от одного из электрических параметров цепи дополнительного электрода.
В результате этого повышается точность поддержания заданного положения дополнительного электрода.
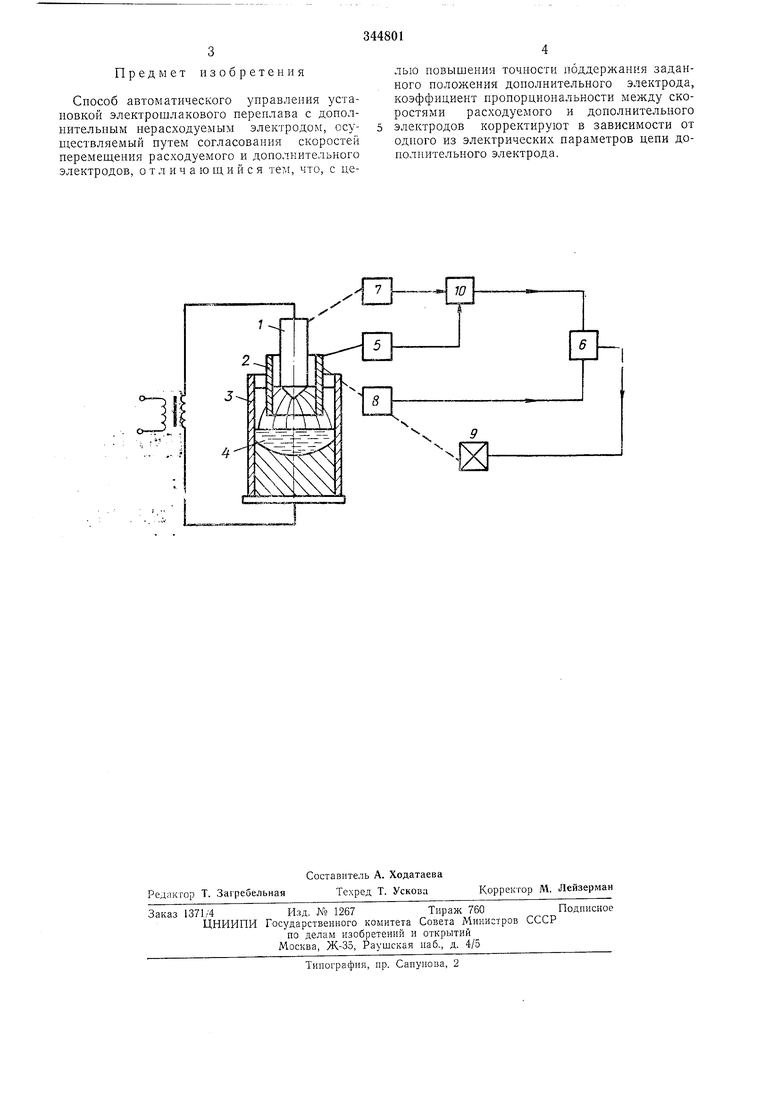
На чертеже показана система, использующая предлагаемый способ автоматического управления установкой электрошлакового переплава.
Система содерл ит расходуемый электрод 1, нерасходуемый электрод 2, шлаковую ванну 3, расплав железа 4, датчик 5 коррекции, блок 6 согласования, датчик 7 скорости электрода 1,
датчик 8 скорости электрода 2, привод 9 перемещения электрода 2, блок 10 уменьшения коэффициента передачи системы.
Основной канал регулирования положения нерасходуемого электрода 2 по скорости подачи электродов обеспечивает непрерывное перемещение этого электрода вверх по мере наплавления слитка. Пока положение электрода 2 остается в заданных пределах, датчик коррекции 5 не оказывает воздействие на работу системы. Если отклонение параметра коррекции больше, чем величина зоны нечувствительности, датчик коррекции 5 срабатывает и изменяет на конечную величину коэффициент передачи системы, осуществляя самоподстройку блока 10. Скорость подъема электрода 2 изменяется и происходит постепенная отработка отклонения его положения, что вызывает отклонение датчика коррекции 5 при уменьшении отклонения параметра коррекции меньше величины зоны нечувствительности. В дальнейшем, если подстройка коэффициента /С обеспечивает соответствие системы новым условиям переплава, управление электродом 2 происходит по основному канаПредмет изобретения
Способ автоматического уиравлеиия установкой электрошлакового переплава с дополнительным иерасходуемым электродом, осуществляемый иутем согласования скоростей перемещения расходуемого и дополнительного электродов, отличающийся тем, что, с целью повыщения точности поддержания заданного положения дополнительного электрода, коэффициент пропорциональности между скоростями расходуемого и дополнительного электродов корректируют в зависимости от одного из электрических параметров цепи дополнительного электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УСТАНОВКИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАПА | 1972 |
|
SU344800A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ОТЛИВКИ СЛИТКО|В" TCXiimittKA»w*6*M-Tt:i:AЛи/\ I i,Jl ; ^-"1 1_ _ .. . . ^Bi *f-^^t* л я' ' | 1965 |
|
SU168743A1 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА С ПОЛЫМ НЕРАСХОДУЕМЫМ ЭЛЕКТРОДОМ | 2015 |
|
RU2603409C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛОГО СЛИТКА | 2009 |
|
RU2424325C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ ТИТАНСОДЕРЖАЩЕГО МАТЕРИАЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2398908C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1969 |
|
SU240726A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СКОРОСТИ ПЛАВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ПРИ ЭЛЕКТРОШЛАКОВОМ ПЕРЕПЛАВЕ | 1996 |
|
RU2090636C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2448173C2 |
| Способ электрошлакового переплава некомпактных материалов | 1989 |
|
SU1700073A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ СЛИТКОВ ИМПУЛЬСНО-ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2009 |
|
RU2432406C2 |