Изобретение относится к автоматическому управлению и может быть использовано при изготовлении проводов и кабелей с пластмассовой изоляцией (оболочкой).
Известны способы и реализующие их устройства, в которых стабилизация толщины пластмассовой изоляции достигается применением регулятора диаметра, выходной сигнал которого используется в качестве сигнала задания для электропривода экструдера или тянущего механизма.
В некоторых устройствах [1] используется один датчик диаметра, но известны устройства [2], в которых устанавливаются два датчика диаметра - один сразу после экструдера, а второй - за ванной охлаждения.
Общими недостатками этих способов и устройств являются невозможность их использования для изделий некруглого сечения (фасонных), невысокая точность и малое быстродействие, вызванные колебанием изолируемого изделия относительно светового луча или фотоэлектрического пучка датчика диаметра и переменным транспортным запаздыванием.
Известны способ и устройство стабилизации средней толщины изоляции [3], в котором толщина слоя пластмассы измеряется косвенно с помощью емкостного датчика, представляющего собой достаточно длинную трубу, по оси которой движется кабель.
Здесь снижаются ограничения на профиль кабельного изделия, но появляются помехи, вызванные колебаниями изделия относительно оси трубы, и трудности перехода с одного барабана на другой.
Наиболее близким к изобретению является способ, реализуемый в одном из режимов работы устройства стабилизации толщины пластмассовой изоляции фирмы "Sikora" [4] , содержащего электропривод экструдера, электропривод тянущего механизма, датчик частоты вращения электропривода экструдера, датчик линейной скорости протяжки кабельного изделия, главный потенциометр, потенциометр задания частоты вращения электропривода экструдера, потенциометр задания скорости линейной протяжки для электропривода тянущего механизма. Главный потенциометр питается от стабилизированного источника напряжения. Его выходной сигнал является источником питания подключенных к нему параллельно ведомых потенциометров - потенциометра задания частоты вращения электропривода экструдера и потенциометра задания линейной скорости протяжки для электропривода тянущего механизма.
При фиксированном значении выходного сигнала главного потенциометра подбирают соотношение между выходными сигналами ведомых потенциометров таким образом, чтобы при отработке этих сигналов соответственно электроприводами экструдера и тянущего механизма толщина пластмассовой изоляции (оболочки) для обрабатываемого кабельного изделия соответствовала требуемой. Если соотношение между сигналами достигнуто, то в дальнейшем при изменении выходного сигнала с главного потенциометра оно будет сохраняться, следовательно, можно управлять производительностью экструзионной линии, меняя выходной сигнал только с главного потенциометра.
Однако при таком способе синхронизации работы электроприводов для каждого нового вида кабельного изделия приходится делать новую настройку системы.
Цель изобретения - повышение точности стабилизации пластмассовой изоляции (оболочки) для кабельных изделий любого профиля, повышение быстродействия и помехозащищенности системы, быстрый переход от изолирования одного вида кабельного изделия к другому.
Цель достигается тем, что в предлагаемом способе задают частоту вращения электропривода экструдера, соответствующую определенной производительности, а линейную скорость протяжки кабельного изделия электропривода тянущего механизма вычисляют из соотношения
где Q - объемная задача пластмассы;
Sтреб - требуемая площадь поперечного сечения пластмассовой изоляции для обрабатываемого кабельного изделия.
Для этого в известную систему, содержащую экструдер, электропривод экструдера, ванну охлаждения, электропривод тянущего механизма, датчик частоты вращения экструдера, подключенный своим выходом на вход электропривода экструдера, датчик линейности скорости протяжки кабельного изделия, подключенный своим выходом к входу электропривода тянущего механизма, задающие потенциометры электроприводов экструдера и тянущего механизма, измеритель сигнала задания линейной скорости протяжки кабельного изделия электроприводом тянущего механизма, дополнительно включены измеритель объемной производительности экструдера, подключенный своим выходом к входу усилителя с устанавливаемым переключателем коэффициентом усиления, обратно пропорциональным требуемой площади поперечного сечения изолирующего слоя (оболочки) кабельного изделия, выход усилителя присоединен к измерительному прибору, а также через переключатель на вход электропривода тянущего механизма.
Вычисление линейной скорости протяжки кабельного изделия является отличием от прототипа и обуславливает соответствие критерию "новизна" для способа. В части устройства новизна достигается введением измерителя объемной производительности экструдера по пластмассе, усилителя с устанавливаемым переключателем коэффициентом усиления, соответствующим выбранному для обработки кабельному изделию, измеритель выходного сигнала усилителя и переключатель "Ручное - автоматическое".
Изобретение относится к автоматике процессов регулирования и может быть использовано в кабельном производстве при стабилизации толщины пластмассовой изоляции (оболочки) кабельных изделий любого профиля.
Все известные способы регулирования толщины пластмассовой изоляции (оболочки) и реализующие их устройства основаны на соблюдении баланса между количеством пластмассы, выдавливаемой экструдером в единицу времени, и ее количеством, укладываемым на изолируемое кабельное изделие.
Нормальным считается такой процесс изолирования, при котором объем пластмассы, укладываемой на изделие в единицу времени, размещается на нем равномерно по всей длине и периметру с необходимой толщиной изолирующего слоя (оболочки). В современных технологических процессах кабельного производства этого добиваются выбором скорости вращения электроприводов экструдера и тянущего механизма.
В частности, в способах, основанных на измерении диаметра изолированного кабельного изделия или в способах с косвенным измерением толщины изолирующего слоя (оболочки) при уходе толщины от требуемой изменяется сигнал задания на вход электропривода экструдера или на вход электропривода тянущего механизма таким образом, чтобы при новом значении скорости ошибка регулирования уменьшилась или стала равной нулю.
В способах, в которых сигнал о толщине измеренного изолирующего слоя (оболочки) не используется непосредственно в обратной связи автоматического устройства, стабилизация толщины осуществляется синхронизацией работы электроприводов экструдера и тянущего механизма. Такой способ и реализующее его устройство в виде схемы подключения задающих потенциометров используются в одном из режимов работы устройства фирмы "Sikora".
Сущность предлагаемого способа стабилизации толщины пластмассовой изоляции состоит в том, что сигнал задания линейной скорости протяжки электропривода тянущего механизма для кабельного изделия любого профиля формируется на основе измерения объемной производительности экструдера и заданной площади поперечного сечения изолирующего слоя кабельного изделия, подлежащего изолированию.
Рассмотрим сущность способа с помощью фиг. 1.
Обозначим площадь поперечного сечения слоя изоляции через Sп. Используя понятия среднего периметра изолирующего слоя lп и средней толщины изоляции δ для площади поперечного сечения изоляции имеем
Sп = lп•δ; (1)
В режиме установившейся линейной скорости протяжки и постоянной производительности экструдера объем пластмассовой изоляции, укладываемой на кабельное изделие в единицу времени Q, можно выразить в виде
Q = Sп•U, (2)
где
U - линейная скорость протяжки кабельного изделия.
Если каким-либо образом измерить объемную производительность экструдера, то с учетом баланса объемов пластмассы, выдаваемой экструдером и укладываемой на кабельное изделие, из (2) имеем (3)
(3)
Из соотношения (3) следует, что для обеспечения необходимого значения Sп, а следовательно, и толщины изоляционного слоя δ, необходимо установить строго определенную линейную скорость протяжки кабельного изделия. Если производительность экструдера по какой-то причине будет изменяться, то, соответственно, для выполнения соотношения (3) пропорционально должна измениться линейная скорость протяжки. С другой стороны, если требуется стабилизировать на необходимом уровне площадь поперечного сечения Sптреб, то из соотношения (3) определяется требуемая линейная скорость протяжки , (4)
, (4)
где сомножитель  будет различным для разных видов кабельных изделий.
будет различным для разных видов кабельных изделий.
Отсюда следует, что если вырабатывать сигнал задания линейной скорости протяжки кабельного изделия для электропривода тянущего механизма в соответствии с соотношением (4), и электропривод эту скорость обрабатывает, то автоматически решается задача поддержания средней толщины пластмассовой изоляции.
Таким образом, задача стабилизации средней толщины изоляционного слоя сводится к решению другой задачи - обработке линейной скорости протяжки кабельного изделия электроприводом тянущего механизма. Совокупность признаков формулы изобретения в патентной и технической литературе не найдена, т.е. предлагаемое техническое решение соответствует критерию "изобретательский уровень".
На фиг. 1 приведен отрезок секторной жилы кабеля, прошедший изолирование за единицу времени; на фиг. 2 - блок-схема системы стабилизации толщины пластмассовой изоляции кабельных изделий.
Система содержит экструдер 2, охлаждающую ванну 3, мерное колесо 4, тянущий механизм 5, электропривод экструдера 7, датчик частоты вращения экструдера 15, электропривод тянущего механизма 8, датчик линейной скорости протяжки кабельного изделия 16, регуляторы частоты вращения электроприводов 20, задающие потенциометры электроприводов экструдера и тянущего механизма 33-35, вход сигнала задания 25 электропривода экструдера, вход сигнала задания 32 электропривода тянущего механизма, измеритель сигнала задания электропривода тянущего механизма 36; дополнительно введены измеритель объемной производительности экструдера 9, усилительное устройство 10, переключатель выбора коэффициента усиления 11, переключатель рода работы (Ручное-автоматическое) 12, измеритель сигнала с выхода усилителя 37.
Выход блока 9, пропорциональный объемной производительности экструдера, присоединен к входу усилительного устройства 10, реализующего операцию умножения на величину 1/Sптреб, которая устанавливается кнопочным переключателем 11 выбора типа кабельного изделия; выход усилительного устройства присоединен к измерительному прибору 37 и через переключатель 12 подается на вход электропривода тянущего механизма.
Устройство стабилизации средней толщины изоляции используется следующим образом.
Оператор производит запуск экструзионной линии обычным способом (переключатель-12 в положении "Ручн."). После этого переключателем 11 устанавливает вид обрабатываемого кабельного изделия, убеждается в том, что показания приборов 37 и 36 близки и переводит переключатель 12 в положение "Автом.".
В дальнейшем при изменении производительности экструдера по любой причине задание электроприводу тянущего устройства, снимаемое с выхода усилителя 10, будет таким, что при его отработке средняя толщина изоляции соответствует установленной.
При изменении вида обрабатываемого изделия операции по использованию устройства остаются такими же, только нажатием другой кнопки выбирается необходимый коэффициент усиления усилителя 10.
Для безударного перехода с автоматического режима на ручной оператор предварительно уравнивает с помощью потенциометра 35 показания измерительного прибора 36 и 37 и после этого производит переключение.
Преимущества способа стабилизации средней толщины пластмассовой изоляции перед известными способами:
более высокая точность поддержания толщины, поскольку в выбранном способе регулирования по классификации, принятой в теории автоматического регулирования, реализуется принцип компенсации; здесь обеспечивается высокое быстродействие и отсутствует склонность процесса регулирования к колебаниям из-за отсутствия обратной связи по регулируемой величине; кроме того, система регулирования не реагирует на неровности и шероховатости, имеющие место на неизолированном (голом) проводнике;
предлагается возможность экономии дорогого изолирующего материала, в частности, этого можно достичь, если для данного вида кабельного изделия выбрать значение Sптреб, исходя из минимально допустимой по техническим требованиям толщины изоляционного слоя;
инвариантность к профилю обрабатываемого кабельного изделия.
Преимущества устройства для реализации способа стабилизации состоят в следующем:
простота реализации, поскольку используется элементная база промышленных систем регулирования;
надежность работы;
простота перехода с ручного управления на автоматическое и обратно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины изоляции кабеля | 1980 |
|
SU941944A1 |
| Устройство для регулирования толщины изоляции кабельных изделий | 1985 |
|
SU1345176A1 |
| Способ стабилизации толщины изоляции кабеля и устройство для его реализации | 1982 |
|
SU1302248A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НЕПРЕРЫВНОГО НАЛОЖЕНИЯ ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ НА ТОКОПРОВОДЯЩИЕ ЖИЛЫ СЕКТОРНОЙ ФОРМЫ | 2004 |
|
RU2254630C1 |
| СИСТЕМА ФУНКЦИОНАЛЬНОГО УПРАВЛЕНИЯ ЧЕРВЯЧНЫМ ЭКСТРУДЕРОМ | 2008 |
|
RU2353518C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДИАМЕТРОМ ОБОЛОЧКИ КАБЕЛЯ (ПРОВОДА) С ОПТИМАЛЬНОЙ ПРОИЗВОДИТЕЛЬНОСТЬЮ | 2000 |
|
RU2185673C2 |
| Система для автоматической стабилизации толщины стенки пластмассовых труб | 1983 |
|
SU1098813A1 |
| КАБЕЛЬНЫЙ СОЕДИНИТЕЛЬ ДЛЯ БРОНИРОВАННЫХ ГРУЗОНЕСУЩИХ КАБЕЛЕЙ | 2000 |
|
RU2186965C1 |
| Экструдер с системой автоматического управления | 1982 |
|
SU1083239A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2008 |
|
RU2392285C1 |

Изобретение предназначено для использования в кабельной промышленности при изготовлении кабельных изделий. Цель изобретения - улучшение показателей стабилизации средней толщины пластмассовой изоляции (оболочки) кабельного изделия за счет увеличения быстродействия системы, повышения ее помехозащищенности и обеспечения инвариантности системы регулирования к профилю поперечного сечения кабельного изделия. Для этого предусматривается вычисление задания линейной скорости протяжки кабельного изделия электроприводом тянущего механизма из соотношения  где Q - объемная подача пластмассы из экструдера; Sтреб - требуемая площадь поперечного сечения пластмассовой изоляции (оболочки) обрабатываемого кабельного изделия, устройство содержит экструдер, электропривод экструдера, датчик частоты вращения экструдера, ванну охлаждения, электропривод тянущего механизма, датчик линейной скорости протяжки кабельного изделия, задающие потенциометры электроприводов экструдера и тянущего механизма, измеритель сигнала задания скорости электропривода тянущего механизма, измеритель объемной производительности экструдера, подключенный своим выходом к входу усилителя с устанавливаемым переключателем коэффициентом усиления, обратно пропорциональным требуемой площади поперечного сечения изоляции обрабатываемого кабельного изделия, выход усилителя присоединен к измерительному прибору, а также через переключатель на вход электропривода тянущего механизма. 2 с.п. ф-лы, 2 ил.
где Q - объемная подача пластмассы из экструдера; Sтреб - требуемая площадь поперечного сечения пластмассовой изоляции (оболочки) обрабатываемого кабельного изделия, устройство содержит экструдер, электропривод экструдера, датчик частоты вращения экструдера, ванну охлаждения, электропривод тянущего механизма, датчик линейной скорости протяжки кабельного изделия, задающие потенциометры электроприводов экструдера и тянущего механизма, измеритель сигнала задания скорости электропривода тянущего механизма, измеритель объемной производительности экструдера, подключенный своим выходом к входу усилителя с устанавливаемым переключателем коэффициентом усиления, обратно пропорциональным требуемой площади поперечного сечения изоляции обрабатываемого кабельного изделия, выход усилителя присоединен к измерительному прибору, а также через переключатель на вход электропривода тянущего механизма. 2 с.п. ф-лы, 2 ил.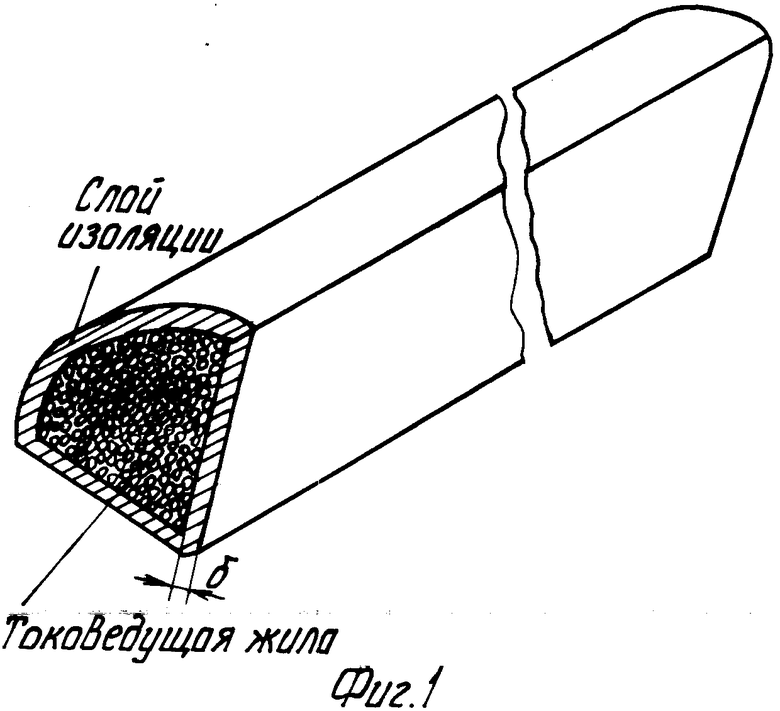

где Q - объемная подача пластмассы;
Sт р е б - требуемая площадь поперечного сечения пластмассовой изоляции для обрабатываемого кабельного изделия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1735812, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1302248, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DD, патент, 240453, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Автоматический тормоз к граммофону | 1921 |
|
SU303A1 |
| Eccentricity -and diameter meosuring devices | |||
| Sicora Industrieelektronik | |||
| GmbH, Germany, 1989. | |||

