Изобретение относится к деревообрабатывающей промышленности.
Известны станки для изготовления брусчатых элементов, содержащие две фрезерные головки, вертикально закрепленные на поворотных каретках, имеющих привод от силового цилиндра, тележку подачи деталей и механизм установки фрез на размер.
В известных станках механизм установки фрез на размер выполнен с позиционером, что усложняет управление станком.
Цель изобретения - упростить управление станком.
Достигается это тем, что механизм установки фрез на размер выполнен в виде включенных в линию питания поршневой полости силового цилиндра кругового следящего золотника и двух клапанов, один из которых включен параллельно золотнику, а другой последовательно с ним.
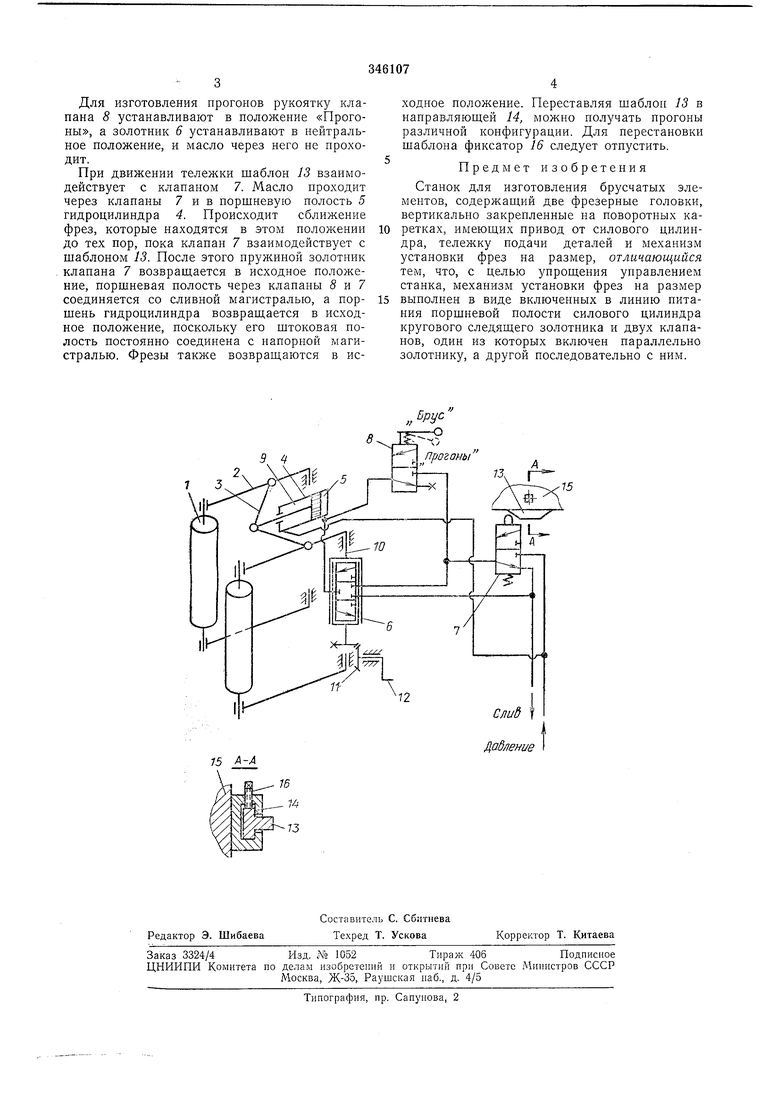
На чертеже представлена кинематическая схема станка.
Станок содержит две установленные вертикально фрезы 1, закрепленные на поворотных каретках 2, которые при помощи тяг 3 связаны со штоком гидроцилиндра 4. Порщневая полость 5 гидроцилиндра соединяется через круговой следящий золотник 6 и нормально закрытый клапан 7 с напорной или со сливной магистралями. Параллельно золотнику 6 включен нормально закрытый клапан 8 с ручным управлением. Штоковая полость 9 гидроцилиндра 4 постоянно соединена с напорной магистралью. Отслеживающая втулка золотника 6 соединена механической передачей 10 с кареткой 2. Якорь золотника через механическую передачу /) приводится во вращение рукояткой 12. С клапаном 7 взаимодействует шаблон 13, расположенный
в направляющей 14, прикрепленной к тележке 15 подачи материалов. Шаблон снабжен фиксатором 16.
Работает станок следующим образом. Для изготовления на станке брусьев и колесоотбоев рукоятку клапана 8 ставят в положение «Брус. Затем рукояткой устанавливают необходимый размер снимаемой с заготовки струл ки. При движении тележки 15 шаблон 13 взаимодействует с клапаном 7, при
этом масло через клапан 7 и золотник 6 поступает в поршневую полость 5 гидроцилиндра 4. Происходит сближение фрез, причем при помощи механической передачи 10 отслеживающая втулка золотника 6 перекрывает
проход масла в полость 5. Движение фрез прекращается. Длина шаблона 13 выбрана такой, что пока он взаимодействует с клапаном 7 происходит подача масла в полость 5 при максимальном заданном размере при по
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОПРИВОД ФРЕЗЕРНОГО СТАНКА | 1973 |
|
SU386758A1 |
| МЕХАНИЗМ ПОДЪЕМА ВЕРХНИХ ПОДАЮЩИХ ВАЛЬЦОВ ОБРЕЗНОГО СТАНКА ПО ДЕРЕВУ | 1966 |
|
SU181800A1 |
| Привод подач шлифовального станка | 1980 |
|
SU931433A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД | 1992 |
|
RU2037677C1 |
| ГИДРОПРИВОД ОДНОКОВШОВОГО ЭКСКАВАТОРА | 2005 |
|
RU2304667C1 |
| Круглопильный станок для продольной распиловки древесины | 1990 |
|
SU1720859A1 |
| ГИДРОПРИВОД МЕХАНИЗМА ПОВАЛА ДЕРЕВЬЕВ | 1971 |
|
SU304911A1 |
| ГИДРОМЕХАНИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ РАБОЧЕГО ОБОРУДОВАНИЯ БУЛЬДОЗЕРА | 1994 |
|
RU2078177C1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Электрогидравлический шаговый привод | 1971 |
|
SU481712A1 |
