(5) ПРИВОД ПОДАЧ ШЛИФОВАЛЬНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| Гидросистема для управляемого перемещения станочных узлов | 1974 |
|
SU559808A1 |
| Способ упругого шлифования и устройство для его осуществления | 1977 |
|
SU707775A1 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| Устройство для управления осцилляцией абразивной ленты | 1977 |
|
SU707778A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Зубошлифовальный станок | 1973 |
|
SU454100A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
I
Изобретение относится к станкосТ роению, а именно к приводам подач шлифовального станка, и может быть применено в станках для шлифования цилиндрических, плоских и других поверхностей в машиностроении.
Известен привод подач шлифовального станка, кинематически связанный с салазками, на которых установлена шлифовальная бабка. Привод состоит из ходового винта и гаек, цилиндра быстрого подвода-отвода с упором, закрепленным на плунжере, гидромотора и механизма компенсации и подна- . ладки с гидроцилиндром, а также устройства для управления, содержащего гидрораспределитель с ручным управлением, пять гидрораспрёделителей с электроуправлением, два дросселя с регуляторами, два напорных золотника гидрораспределиТель с механическим управлением, тормозной зол6Т;Гник, дроссель с регулятором и обрат:.
ным клапаном и конечные выключате- ; ли Сп.
Недостатком известного устройства является то, что с его помощью в режиме шлифования нельзя обеспечить оптимальную, постоянную высокостабилизированную силу прижима иглифовёльного круга к детали в течение всего периода шлифования, так как отсутствует обратная связь в гидрав10лическом механизме подачи шлифоваль ного круга. Это снижает эксплуатационные качества привода.
Цель .изобретения - повышение эксплуатационных качеств путем обеспе15чения постоянной, высокостабилизированной силы прижима шлифовального круга к детали, а также упрощения конструкции п)иаодного механизма.
Поставленная цель Достигается тем,
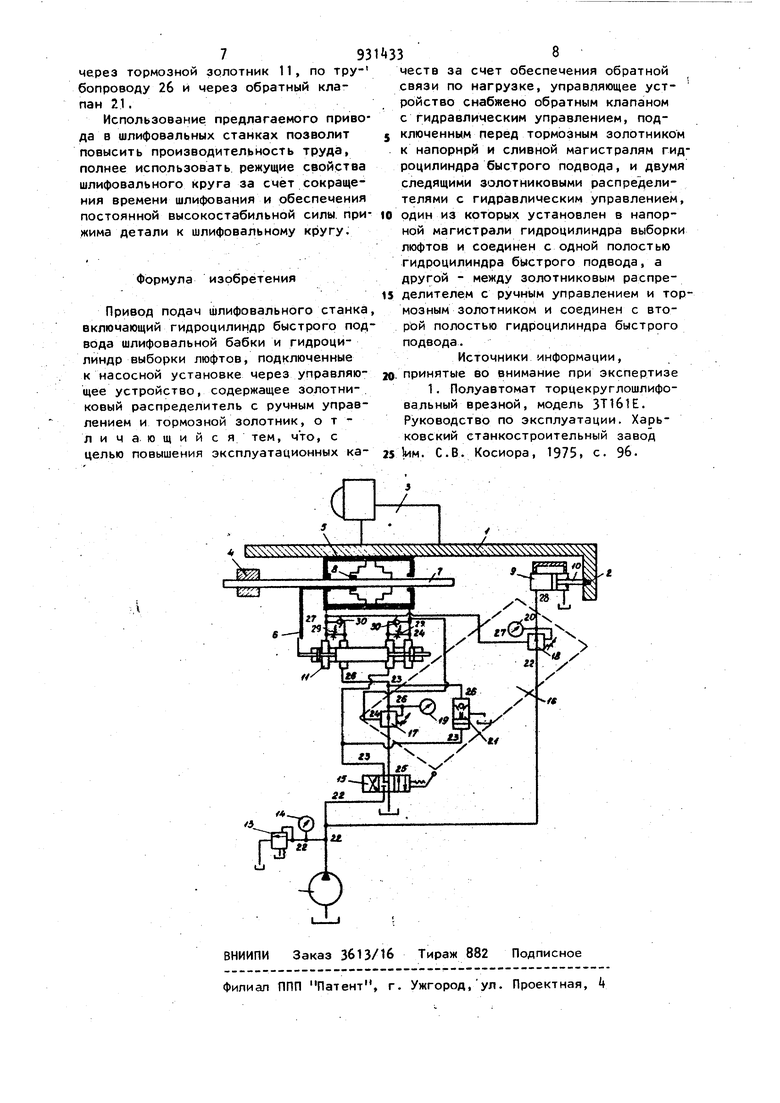
20 что управляющее устройство привода подач снабжено обратным клапаном с гидравлическим управлением, подключенным перед тормозным золотником к , напорной и сливной магистралям гидроцилиндра быстрого подвода, и двумя следящими золотниковыми распределителями с гидравлическим управлением, один из которых уствиовлен в напорной магистрали гидроцилиндра выборки люфтов и соединен с одной полостью гидроцилиндра быстрого подвода, а другой - между распределителем с ручным управлением и тормозным золотником и соединен со второй полостью гидроцилиндра быстрого подвода . Такое выполнение позволяет упростить конструкцию привода и-обеспечит постоянную, высокостабильную, заране настроенную силу прижима шлифовально ,го круга к детали, автоматически про изводить подачу шлифовального круга по мере шлифования детали и износа круга без изменения силы прижима, благодаря чему повышается производительность труда и более полно используется режущая способность шлифо вального круга. На чертеже показана гидрокинематическая схема устройства. Привод подач состоит из верхних салазок 1, имеющих упор 2. На салазках закреплена шлифовальная бабка 3. На станине установлены нижние салазки k. Корпус цилиндра 5 быстрого подвода шлифовальной бабки 3 жестко соединен с верхними салазками 1. На плунжере цилиндра 5 закреплен упор 6, ходовой винт 7 взаимодействует с ходовой гайкой 8, которая встроена в плунжер цилиндра 5 и может быть введена и выведена из зацепления с ходовым винтом 7- Гидроцилиндр 9 выборки люфтов с упором 10 закреплен на нижних салазках Ц и расположен на одной оси с цилиндром 5 подвода-отво да шлифовальной бабки 3- Гидропривод содержит тормозной золотник 1t, насос 12, предохранительный клапан 13. контролируемый манометр , трехпози ционный распределитель 15 с ручным управлением и гидравлическое устройство 16 для обеспечения заданных постоянных перепадов давлений в полостях цилиндра 5 быстрого подвода-отвода шлифовальной бабки 3 и напорной пблости цилиндра 9 выборки люфтов. Гидравлическое устройство 16 сост ит из двух следящих золотниковых рас пределителей 17 и 18 с гидравлически управлением, двух контролирующих манометров 19 и 20 и обратного клапана 21 с гидравлическим управлением,причем следящий золотниковый распределитель 18 установлен в напорной магистрали цилиндра 9 выборки люфтов, а следящий золотниковый распределитель 17 - между золотниковым распределителем 15 с ручным управлением и тормозным золотником 11. Трубопровод 22 соединяет насос 12, предохранительный клапан 13, контролирующий манометр И, золотниковый распределитель 15 с ручным управлением и следящий золотниковый распределитель 18. Полость управления обратного-клапана 21 соединена трубопроводом 23 С трехпозиционным распределителем 15 с ручным управлением и другой полостью тормозного золотника 11. Управляющий канал золотникового распределителя 17 соединен трубопроводом 2 с полостью цилиндра 5- Трубопровод 25 соединяет золотниковый распределитель 15 с ручным управлением и следящий золотниковый распределитель 17- Обратный клапан 21 с гидравлическим управлением соединен трубо)проводом 2б с выходом золотникового распределителя 17 и тормозным золотником 11. Управляющая полость следящего золотникового распределителя 18 соединена трубопроводом 27 с полостью цилиндра 5. Трубопровод 28 соединяет следящий золотниковый распределитель 18 и напорную полость цилиндра 9 выборки люфтов. Тормозной золотник 11 включает регулируемые дроссели 24 и обратные клапаны 30. Привод подач работает следующим образом. Масло в гидросистему подается насосом 12, давление на выходе которо го настраивается предохранительным клапаном 13 и контролируется манометром 14. По трубопроводу 22 масло подводится к трехпозиционному распределителю 15 с ручным управлением и следящему золотниковому распределителю 18 с гидравлическим управлением, установленному в напорной магистрали цилиндра 9 выборки люфтов. В зависимости от положения рукоятки распределителя 15 по трубопроводу 23 или 25 масло подается в одну или другую полость цилиндра 5В режиме быстрого подвода и шлифования напорный трубопровод 22 золотникового распределителя 15 соединен с трубопроводом 25, а трубопровод 23 - со сливом. По трубопроводу 5 25 масло поступает через нормально открытый следящий распределитель 17 с гидравлическим управлением и далее по трубопроводу 26 - к тормозному золотнику 11 и обратному клапану 21 с гидравлическим управлением. Обратный клапан 21 закрыт, так как в его управляющей полости отсутствует давление (трубопровод 23 соединен со сливом). Через кольцевые проточки тормозного золотника 11 и через обратный клапан 30 золотника торможения по трубопроводу 27 масло подводится к полости управления следящего золотникового распределителя 18 и к правой полости цилиндра 5 подводаотвода шлифовальной бабки. При подаче давления в полость цилиндра 5 плунжер, в котором смонтирована гайка 8, остается неподвижным в осеном направлении, а корпус цилиндра 5 перемещается, увлекая с собой верхние салазки 1, на которых стоит шлифовальная бабка 3- При перемещении корпуса цилиндра 5 перемещается и тормозной золотник 11 (оставаясь неподвижным относительно корпуса). В конце быстрого подвода тормозной золотник 11 останавливаетс упором 6, закрепленным на плунжере цилиндра, 5, и перемещается относительно корпуса, направляя масло,вы«давливаемое на слив из цилиндра 5 через тормозной дроссель 29 и кромки тормозного золотника 11 в трубопровод 23, соединенный со сливбм. Таким образом, обеспечивается пла плавность хода в конце быстрого подвода шлифовальной бабки. В режиме шлифования, который начи- по
наетсй сразу после быстрого подвода шлифовальной бабки 3. гидравлическое устройство 16 для обеспечения заданных постоянных перепадов давлений в полостях гидроцилиндров за счет разности давлений в полостях гидроцилиндров 5 и 9 обеспечивает автоматическую подачу шлифовального круга и постоянную упругую высокостабилизироаанную силу прижима шлифовального . круга к детали.
В этом режиме повышается давление в сливной полости цилиндра 5 быстрого подвода, сигнал давления по трубопроводу 2k передается в полость управления следящего распределителя 17, изменяя его проходное сечение таким образом, чтобы разность давле-i НИИ в полости нагнетания и слива.
ОТ нужного режиму шлифования. , В режиме быстрого отвода шлифо1вальной бабки напорный трубопровод ,22 золотникового распределителя 15 соединен с трубопроводом 23. а трубопровод 25 - со сливом. По трубопроводу 23 масло, поступающее к тормозному золотнику 11 и в управляющую полость обратного клапана 21, открывает обратный клапан и соединяет трубопровод 26 со сливом. Через кольцевые проточки золотника 11 торможения и через обратный клапан 30 золотника торможения по трубопроводу 2 масло подводится к противоположной полости цилиндра 5. Далее все происходит так, как и при быстром подводе шлифовальной бабки, только в обратном направлении Слив происходит по трубопроводу 27 3 зависящая от настройки пружины золотника, оставалась постоянной на протяжении всего периода шлифования. Через следящий золотниковый распределитель 18 по трубопроводу 28 масло подводится в нагнетательную полость цилиндра 9 выборки люфтов, закрепленного на нижних салазках k, Цилиндр 9 своим упором 10 воздействует на упор в хвостовой части верхних салазок 1 и осуществляет выборку люфта в гайке 8 ходового винта 7Давление в полости нагнетания цилиндра 9 выборки люфтов зависит от проходного сечения следящего распределителя l8, которое управляется давлением, передаваемым по трубопроводу 27 из полости нагнетания цилиндра 5, и может настраиваться пружиной распределителя 18. Оси цилиндров 5 и 9 расположены на одной прямой. Подача и сила прижима шлифовального круга к детали зависит от разности давлений в полостях ци-линдра 5. площади его плунжера и давления в полости подвода цилиндра 9, а также площади его штока. Таким образом, автоматическая упругая подача шлифовального круга к изделию и постоянное высокостабилизируемое ус.илие при шлифовании обеспечивается за смет разности давлений в полостях цилиндра 5 подводаотвода шлифовальной бабки- 3 и цилиндра 9 выборки люфтов. Эта разность давлений поддерживается постоянной следящими золотниковыми распределителями 17 и 18 и настраивается регулировочными пружинами этих золотников манометрам 19 и 20 в зависимости
