Изобретение относится к области пчеловодства, в частности к промышленным установкам для ироизводствз армированной вощины.
Известны установки для армирования вощины, включающие транспортирующее устройство, барабан для армирующего материала, армирующий механизм, устройства для нагревания и обрезания армирующего материала.
Однако при работе на известных установках требуется применение ручного труда для укладки листов вощины, поступнвщих с вощинопрокатной мащины, и для управления отрезным устройством.
Для синхронизации работы армирующей установки с вощинопрокатной мащиной установка оснащена мехаиизмом выравнивания поступающих на транспортер листов вощины, вынолненным в виде установленных над транспортером щитка-отражателя и подвижных упоров, периодически опускающихся иа транспортер и поднимаюидихся с него по сигналам датчика, установленного на вощинопрокатной машине. Последняя представляет собой профилированный валик, воздействующий на контактную систему цени питания электромагнита, приводящего подвижные уноры. Для автоматизации процесса обрезки армирующего материала отрезное устройство выполнено управляемым от датчика, реагирующего на движущиеся листы армированной вощины, выполненного, например, в виде соприкасающегося с листами подвижного контакта включеии; стоиора HOMva.
На фиг. 1 изображена кинематическая схема предлагаемой установки; на фиг. 2 - механизм выравнивания лнстов вощины, две проекции; на фиг. 3 - обрезное устройство; иа фиг. 4 - нагревательное устройство. Установка состоит из ленточного транспортера /, механизма 2 выравнивания лнстов вощины, нагревательного устройства 3, зубчатых валнков 4, устройства 5 для установки десяти катущек с проволокой, регулировочных роликов 6, нрижнмных валиков 7, автоматического
отрезного устройства 8, отбрасывающих валиков Я нанравляющей пластины 10, приемного механического стола //, хранового механизма 12, эксцентрика 13. Привод мащины осуществляется через редуктор электродвигателя 14.
Механизм выравннвання листов вощины включает щнток-отражатель 15 с нружннными амортизаторами 16, электромагнит 17 с якорем 18, два упора 19, расположенных перпендикулярио к направлению движения ленты транспортера, возвратную пружину 20, контакты 21, прижнмиую нружину 22 и профилированный валик 23. Механизм выравннвания работает следуювощинопрокатнои машиной в сторону транспортера 1, ударяясь о щиток-отражатель 15, падают на ленту транспортера, имея небольшие перекосы по отношению к направлению движения ленты. При подходе листа вошины к упорам 19 валик 23 замыкает контакт 21. Электромагнит /7, протягивая якорь 18, опускает упоры 19, которые выравнивают подошедший к ним лист . Когда валик разомкнет контакты, обмотка электромагнита обесточивается, пружина 20 поднимает упоры, и выровненный лист вош,ины продолжает двигаться вместе с лентой. Время пребывання упоров в опущенном положении зависит от профиля валика, устанавливаемого с расчетом, чтобы опускание упоров происходило при подходе листа вощины к ним на расстоянии 5- 10 мм. Щиток-отражатель 15 устанавливается так, чтобы расстояние от оси крайней проволоки до него было равно 20 мм. Это обеспечивает впаивание крайних армирующих проволок на расстоянии 20 мм от соответствующих кромок листов вощины.
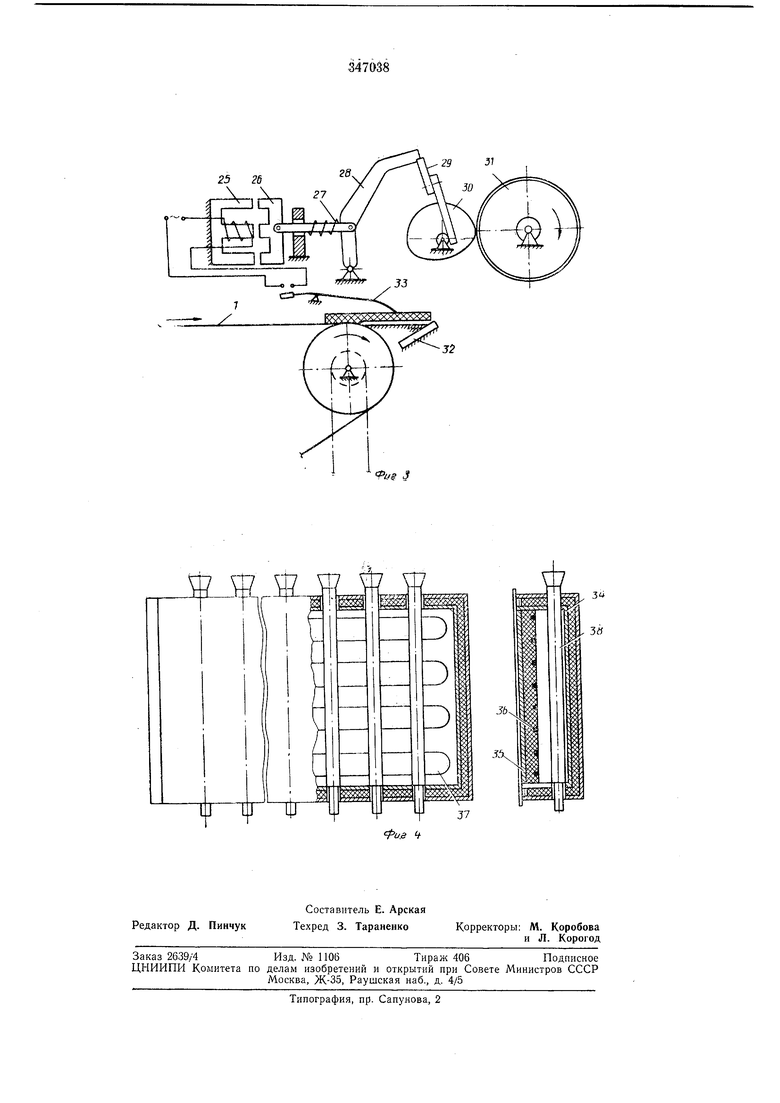
Отрезное устройство установки, служащее для отрезки армирующего материала, соединяющего листы армированной вощины, состоит из электромагнита 25 с ярмом 26, возвратной пружины 27, стопора 28, вращающегося лезвия ножа 29, кулачка 30, жестко сидящего на одном валу с вращающимся лезвием ножа, приводного фрикционного диска 31, неподвижного лезвия ножа 32 и контакта 33.
Отрезное устройство работает следующим образом. Как только лист вощины вышел изпод контакта 33, последний опускается и замыкает цепь электромагнита, который протягивает ярмо 26 и тем самым убирает стопор 28. Освобожденное врандающееся лезвие ножа 29 падает и, проходя мимо неподвижного ножа, обрубает проволоку. После обрубки проволоки вращающееся лезвие ножа по инерции новорачивается на некоторой угол; кулачок, сидящий на одной оси с лезвием ножа, захватывается фрикционным диском и поднимается вверх. После прохождения лезвием ножа верхней точки кулачок выходит из сцепления с фрикционным диском, и лезвие ножа убирается в стопор.
Для получения армированной вощины с выступающими концами проволок требуемой длины (например 14-15 мм) необходимо установить скорость транспортера такой, чтобы разрыв между листами был равен двойной длине требующихся кончиков проволок (28- 30 мм). Для получения вощины с более длинными концами проволок необходимо контакт приблизить к неподвижному лезвию ножа и наоборот.
Нагревательное устройство представляет собой камерную печь, образованную двухстенным кожухом 34 и плитой 35.
риал. На плите через теплоизолирующую прослойку положена керамическая плита 36, на которой смонтирована электрическая нагревательная спираль 37. В верхней и нижней стенках кожуха просверлены отверстия, в которых установлены трубки 35. Во время работы установки армирующая проволока протаскивается через трубки камерной печи и нагревается до требуемой температуры.
Предлагаемая установка работает следующим образом.
Па транспортере / листы, поступающие с вощинопрокатнои машины, фиксируются в требуемом положении механизмом 2 и движутся вместе с лентой в сторону роликов 6; к ленте транспортера подается проволока, сматываемая с катушек зубчатыми валиками 4 и нагреваемая в устройстве 3 (камерной печи). Проволока проходит под роликами б и прижимается валиками 7 к ленте транспортера. При подходе листа вощины к месту перегиба верхней ветви ленты транспортера лист прижимается к нагретой проволоке, которая впаивается и одновременно частично вдавливается в него. Листы вощины, скрепленные между собой армирующей проволокой, продвигаются к отрезному устройству. Отрезанные листы армированной вощины сбрасываются валиками 9 по направляющей пластине 10 на приемный стол 11.
Предмет изобретения
1.Установка для армирования искусственной вощины, включающая транспортирующее устройство, барабан для армирующего материала, армирующий механизм, устройства для нагревания и отрезания армирующего материала, отличающаяся тем, что, с целью синхронизации работы установки с вощинопрокатнои машиной, установка оснащена механизмом выравнивания поступающих на транспортер листов искусственной вощины, выполненным в виде установленных над транспортером щитка-отрал-сателя и подвижных упоров, периодически опускающихся на транспортер и поднимающихся с него по сигналам датчика, установленного на вощинопрокатнои машине.
2.Установка по п. 1, отличающаяся тем, что датчик, установленный на вощинопрокатнои машине, представляет собой профилированный валик, воздействующий на контактную систему цени питания электромагнита, приводящего подвижные упоры.
3.Установка по п. 1, отличающаяся тем, что, с целью автоматизации процесса обрезки армирующего материала, отрезное устройство выполнено управляемым от датчика, реагируюндего на движущиеся листы армированной вощины, вынолненного, нанример, в виде соприкасающегося с листами подвижного контакта включения стопора ножа.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АРМИРОВАНИЯ ИСКУССТВЕННОЙВОЩИНЫ | 1965 |
|
SU175345A1 |
| Установка для приготовления трехслойных вафель с начинкой | 1959 |
|
SU126432A1 |
| Автомат для оклейки гофрированных коробов гуммированной лентой | 1960 |
|
SU139557A1 |
| Устройство для поперечной резки синтетического шпона | 1982 |
|
SU1096100A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Машина для патронирования взрывчатых веществ | 1958 |
|
SU118064A1 |
| Устройство для задачи мотков проволоки | 1981 |
|
SU959867A1 |
| Машина для разрезания ленточных материалов | 1932 |
|
SU30099A1 |
| Фальцевально-резальный аппарат рулонных ротационных печатных машин | 1983 |
|
SU1155470A1 |
| Устройство для автоматического съема листа с форматного вала папп-машины | 1934 |
|
SU42024A1 |

«/
i 77
L-1
25 26
31
fu 3
