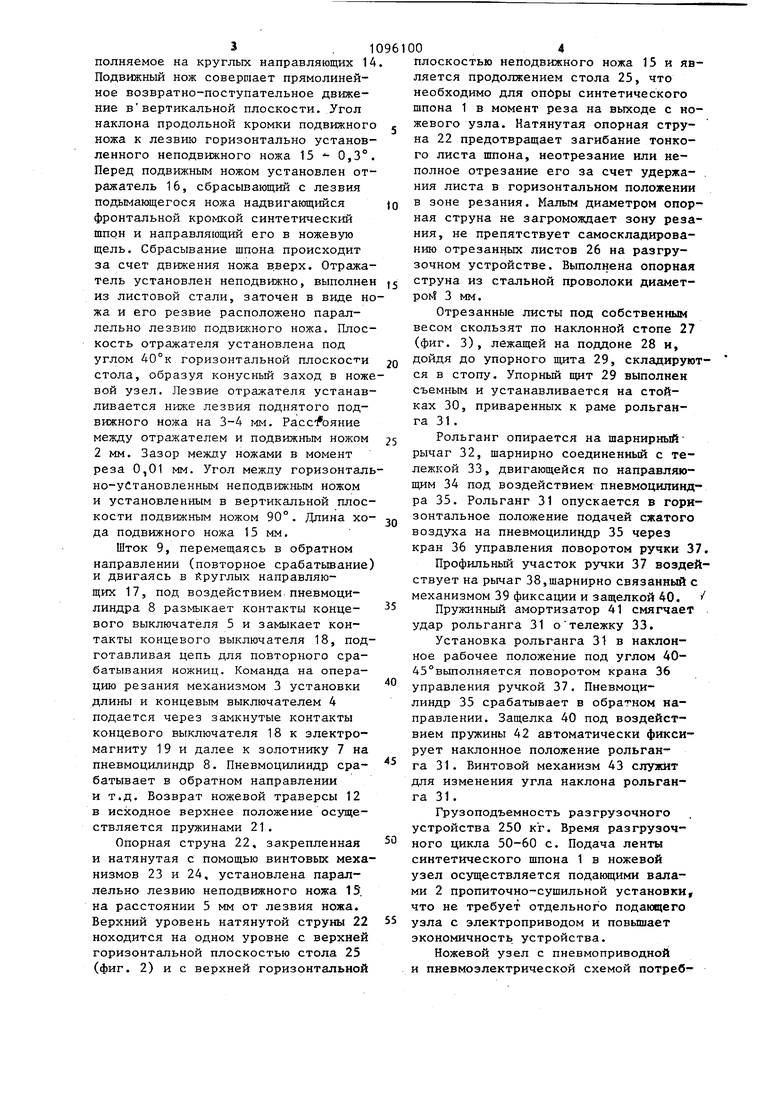
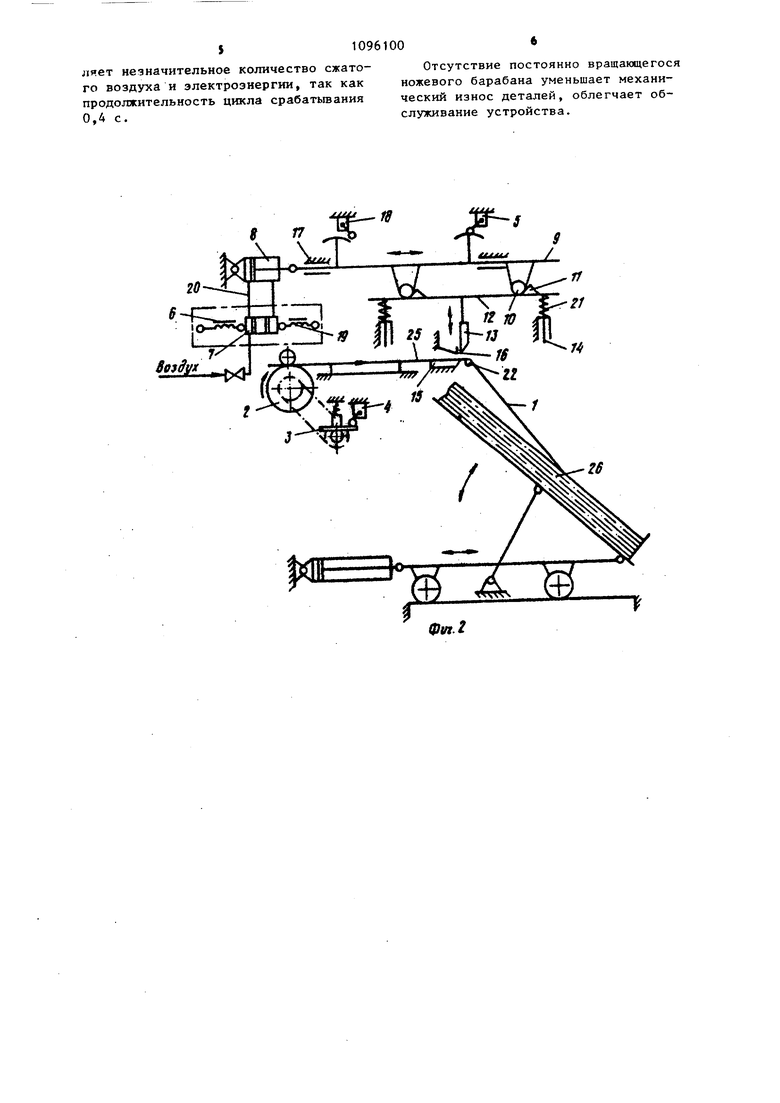
Изобретение относится к технологическим процессам производства и ка сается бумагорезательных станков, применяемых в мебельной промьшшенности и в производстве пластика. Известно устройство дли рубки лен ты шпона на листы, включающее механизмы подачи и рубки шпона и укладки листов шпона 11 3Однако в данном устройстве невозможно рубить синтетический шпон, имеющий толщину 0,25 мм, невозможна и укладка отрезаемых листов с помощь пневмоприсосов, так как синтетк еский шпон значительно тоньше, чем лущеный шпон, и не имеет требуемой жесткости. Известно, устройство для поперечной резки листового материала, включающее механизм подачи, неподвижньй и подвижный ножи, механизм установки длины отрезаемых листов, механизм дл поддержания листов шпона и пневмопривод t Недостатком указанного устройства является сложность конструкции. Цель изобретения - упрощение конструкции. Указанная цель достигается тем, что механизм поддержания листов шпона выполнен в виде опорной струны, которая расположена параллельно рабочим кромкам ножей. На фиг. 1 изображена принципиальная схема предлагаемого устройства; на фиг. 2 - устройство с пневматической схемой переключения; на фиг. 3 - разгрузочное устройство; на фиг. 4 - натянутая струна с механизмом натяжения относительно ножей Устройство включает узел установки длины отрезаемых листов синтетического шпона5 ножевой узел и разгрузочное устройство. Узел установки длины листов синтетического шпона 1, установленного между подающими валами 2, состоит из фрикционно-винтового механизма 3 и концевого выключателя 4. Обрезиненные подающие валы 2 (нижний приводной и верхний прижимной) являются подающими валами синтетического шпона 1 . В пропиточно-сушильной установ ке (фиг. 1) приводной вал 2 связан цепной передачей с механизмом установки длины. Пневмоэлектрическая связь от концевого выключателя 4 до ножевого узла состоит из замкнутого концевого выключателя 5, электромагнита 6, пневмозолотника 7 и пневмоцилиндра 8. Ножевой узел включает в себя двусторонний пневмоцилиндр 8, являющийся пневмоприводом автоматических ножниц, шток 9 с укрепленными на нем роликами-толкателями 1 О, кулачки 11, закрепленные на траверсе 12 болтами, закрепленный на траверсе 12 подвижной нож 13, круглые направляющие 14, установленные вертикально, неподвижный нож 15, отражатель 16, являющийся одновременно заманкой для движущейся ленты шпона, круглые направляющие 17, концевой выключатель 18 и электрический магнит 19 для повторного (обратного) срабатывания пневмопривода 20, состоящего из пневмозолотника 7 и пневмоцилиндра В, возвратные пр- окины 21, натянутую опорную струну 22, винтовые механизмы 23 и 24 натяжения струны и стол 25. Разгрузочное устройство содержит листы 26 синтетического шпона стопы 27, поддон 28, изготовленный из древесины, съемньш упорный щит 29, стойки 30, приваренные к рольгангу 31 , шарнирно соединенному с опорным шарнирным рычагом 32 и тележкой 33, направляющие 34, пневмоцилиндр 35 двустороннего исполнения, являющийся пневмоприводом разгрузочного устройства, кран 36 управления с профильной ручкой 37, шарнирный рычаг 38, механизм 39 фиксации, защелку 40, пружинный амортизатор 41, 42 защелки и винтовой механизм 43. Устройство работает следующим образом. Синтетический шпон 1 подается обрезиненными валами 2 в ножевой узел. Скорость подачи непрерывно движущейся ленты синтетического шпона 6 - 14 м/мш. Регулирование скорости подачи бесступенчатое. Механизм 3 установки длины кулачком на вращающемся диске, замыкая концевой выключатель 4, подает команду на операцию резания через замкнутьй концевой выключатель 5, электромагнит 6 и золотник 7 пневмоцилиндру 8. Пневмоцилиндр двигает шток 9. Закрепленные на штоке ролики-толкатели 10, перемещаясь горизонтально, воздействуют на кулачки 11, закрепленные жестко на ножевой траверсе 12 с подвижным ножом 13, сообщая ножевой траверсе вертикальное движение, выполняемое на круглых направляющих 14 Подвижный нож совершает прямолинейное возвратно-поступательное движение ввертикальной плоскости. Угол наклона продольной кромки подвижного ножа к лезвию горизонтально установленного неподвижного ножа 15 0,3°. Перед подвижным ножом установлен отражатель 16, сбрасывающий с лезвия подымающегося ножа надвигающийся фронтальной кромкой синтетический шпон и направляющий его в ножевую щель. Сбрасывание шпона происходит за счет движения ножа в.верх. Отражатель установлен неподвижно, выполнен из листовой стали, заточен в виде ножа и его резвие расположено параллельно лезвию подвижного ножа. Плоскость отражателя установлена под углом 40°к горизонтальной плоскости стола, образуя конусный заход в ножевой узел. Лезвие отражателя устанавливается ниже лезвия поднятого подвижного ножа на 3-4 мм. Расс ояние между отражателем и подвижным ножом 2 мм. Зазор между ножами в момент реза 0,01 мм. Угол между горизонтально-установленным неподвижным ножом и установленным в вертикальной плоскости подвижным ножом 90°. Длина хода подвижного ножа 15 мм.
Шток 9, перемещаясь в обратном
направлении (повторное срабатьшание) и двигаясь в йруглых направляющих 17, под воздействием пневмоцилиндра 8 размыкает контакты концевого выключателя 5 и замыкает контакты концевого выключателя 18, подготавливая цепь для повторного срабатывания ножниц. Команда на операцию резания механизмом 3 установки длины и концевым выключателем 4 подается через замкнутые контакты концевого выключателя 18 к электромагниту 19 и далее к золотнику 7 на пневмоцилиндр 8. Пневмоцилиндр ерабатывает в обратном направлении и т.д. Возврат ножевой траверсы 12 в исходное верхнее положение осуществляется пружинами 21.
Опорная струна 22, закрепленная и натянутая с помощью винтовых механизмов 23 и 24, установлена параллельно лезвию неподвижного ножа 15. на расстоянии 5 мм от лезвия ножа. Верхний уровень натянутой струны 22 ноходится на одном уровне с верхней горизонтальной плоскостью стола 25 (фиг. 2) и с верхней горизонтальной
плоскостью неподвижного ножа 15 и является продолжением стола 25, что необходимо для опоры синтетического шпона 1 в момент реза на выходе с ножевого узла. Натянутая опорная струна 22 предотвращает загибание тонкого листа шпона, неотрезание или неполное отрезание его за счет удержания листа в горизонтальном положении в зоне резания. Малым диаметром опорная струна не загромождает зону резания, не препятствует самоскладированию отрезанных листов 26 на разгрузочном устройстве. Выполнена опорная струна из стальной проволоки диаметPON 3 ММ.
Отрезанные листы под собственным весом скользят по наклонной стопе 27 (фиг. 3), лежащей на поддоне 28 и, дойдя до упорного щита 29, складируются в стопу. Упорный щит 29 выполнен съемным и устанавливается на стойках 30, приваренных к раме рольганга 31.
Рольганг опирается на шарнирныйрычаг 32, шарнирно соединенный с тележкой 33, двигающейся по направляющим 34 под воздействием пневмоцилинд ра 35. Рольганг 31 опускается в горизонтальное положение подачей сжатого воздуха на пневмоцилиндр 35 через кран 36 управления поворотом ручки 37
Профильный участок ручки 37 воздействует на рычаг 38,шарнирно связанный с механизмом 39 фиксации и защелкой 40.
Пружинный амортизатор 41 смягчает удар рольганга 31 отележку 33.
Установка рольганга 31 в наклонное рабочее положение под углом 4045°выполняется поворотом крана 36 управления ручкой 37. Пневмоцилиндр 35 срабатывает в обратном направлении. Защелка 40 под воздействием пружины 42 автоматически фиксирует наклонное положение рольганга 31. Винтовой механизм 43 служит для изменения угла наклона рольганга 31.
Грузоподъемность разгрузочного устройства 250 кг. Время разгрузочного цикла 50-60 с. Подача ленты синтетического шпона 1 в ножевой узел осуществляется подающими валами 2 пропиточно-сушильной установки, что не требует отдельного подающего узла с электроприводом и повышает экономичность устройства.
Ножевой узел с пневмоприводной и пневмоэлектрической схемой потреб$10961006
ляет незначительное количество сжато- Отсутствие постоянно вращающегося го воздуха и электроэнергии, так как ножевого барабана уменьшает механипродолжительность цикла срабатьшания ческий износ деталей, облегчает служивание устройства.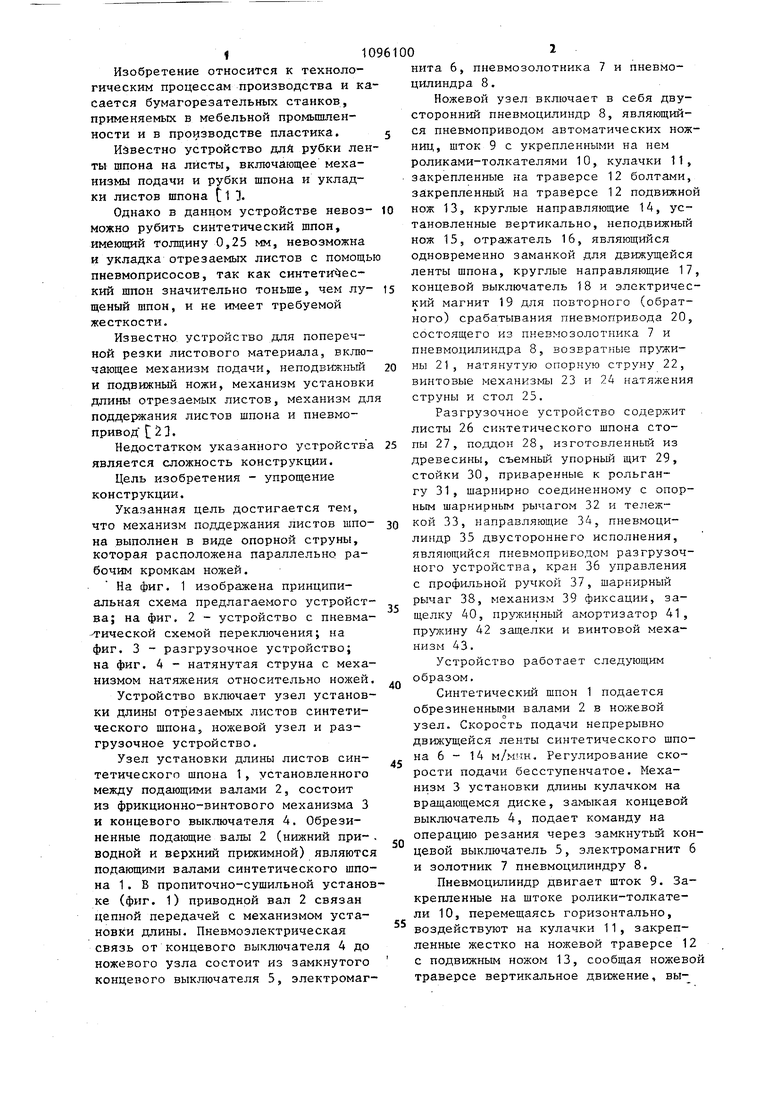
УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЛ РЕЗКИ СИНТЕТИЧЕСКОГО ШПОНА, включающее механизм подачи, неподвижньш и подвижный ножи, механизм установки длины отрезаемых листов, механизм для поддержания листов шпона и пневмопривод, отличающееся тем, что, с целью упрощения конструкции, механизм для поддержания листов шпона выполнен в виде опорной струны, которая расположена параллельно рабочим кромкам ножей. СП
. г, J Т Воудух 4 1 wV / Z1 «t i-T/C .Hb-y ffl A Фп.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для рубки ленты шпона на листы с последующей укладкой их в стопу | 1973 |
|
SU482300A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для поддержания листового материала | 1980 |
|
SU929350A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
