Изобретение относится к области строительного машиностроения, в частности к линиям и устройствам для изготовления армированных каркасов [B21F 27/10, E04C 5/07].
Известна ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ СВАРКИ АРМИРУЮЩЕЙ СЕТКИ [CN 105382149A, опубл.: 31.05.2017], которое содержит опору, по меньшей мере, одну опалубочную площадку для арматурного стержня, установленную на опоре, первое приводное устройство, используемое для приведения в движение опалубочной площадки для арматурного стержня по рельсу над опорой, второе приводное устройство, используемое для приведения в движение платформы опалубки из арматурных стержней по рельсу под опорой, манипулятора для укладки арматурной сетки, основного сварочного аппарата для сварки арматурной сетки и манипулятора для захвата арматурной сетки. Манипулятор расположения стержней, основной сварочный аппарат и манипулятор захвата сетки последовательно располагаются в направлении вперед-назад опоры. Первое подъемное устройство, используемое для подъема опалубочной площадки арматурного стержня, расположено в положении манипулятора устройства стержней. Второе подъемное устройство, предназначенное для подъема опалубочной площадки из арматурного стержня, размещено на месте манипулятора для захвата сетки.
Однако известная линия обладает недостатками:
- невозможность обеспечения непрерывной работы производственной линии;
- необходимость предварительной обрезки арматурных стержней требуемой длины;
- отсутствие модульности устройства, не позволяющей комбинировать различные установки в единую производственную линию.
Известно УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ РЕШЕТОК [RU 2352426, опубл.: 20.04.2009], содержащее механизмы подачи продольной и поперечной проволок, механизм правки и механизм резки с приводом, механизм для контактной сварки проволок в местах их пересечения и систему автоматического управления. Устройство снабжено приемным барабаном и направляющими для арматуры, а механизм резки выполнен в виде полой многогранной пирамиды с прорезями на гранях, жестко соединенной своим основанием со штоком привода. В прорезях установлены ножи, на основании которых выполнены проточки под углом, соответствующим углу наклона граней пирамиды.
Однако известное устройство обладает недостатками:
- невозможность обеспечения непрерывной работы производственной линии;
- необходимость предварительной обрезки арматурных стержней требуемой длины;
- отсутствие модульности устройства, не позволяющей комбинировать различные установки в единую производственную линию.
Наиболее близким аналогом является АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТОК [RU 2062676, опубликовано: 27.06.1996], содержащая каркас, бухтодержатель, правильное устройство, сварочный узел, подающий механизм в виде пневматического цилиндра с захватом и механизм резки с рубящим ножом. Все станки для сварки решеток имеют, как правило, бункера-накопители прутков либо бобины с бунтами проволоки по количеству элементов основы готовой решетки и дополнительный накопитель поперечных прутков или бобину, а также правильно-отрезное устройство поперечного элемента - прутка.
Основной технической проблемой прототипа является:
- невозможность обеспечения непрерывной работы производственной линии;
- необходимость предварительной обрезки арматурных стержней требуемой длины;
- отсутствие модульности устройства, не позволяющей комбинировать различные установки в единую производственную линию.
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом изобретения является увеличение удельной производительности линии для изготовления арматурных ковров.
Указанный технический результат достигается тем, что производственная линия для изготовления арматурных ковров, содержащая бухтодержатель и правильно-отрезное устройство, отличающаяся тем, что в одной горизонтальной плоскости с правильно-отрезным устройством смонтировано устройство для изготовления арматурных ковров, содержащее станину, накопитель, подающий механизм, направляющие, устройство формирования рулонов, блок автоматического управления и кондукторы, причем кондукторы расположены между направляющими и устройством формирования рулонов, а между кондукторами смонтированы держатели, накопитель содержит раму, валы, смонтированные ступенчато на раме в направлении кондукторов и установленные с возможностью вращения перпендикулярно направляющим, на каждом валу с одинаковым шагом в горизонтальной плоскости смонтированы S-образные захваты, подающий механизм смонтирован под накопителем и содержит вал и V-образный приемно-подающий лоток, полки которого расположены друг относительно друга под прямым углом и соединены между собой шарнирно, а вершина этого угла направлена в сторону основания станины, устройство формирования рулонов содержит наклонную платформу, на внешней поверхности которой через равные интервалы параллельными рядами смонтированы П-образные направляющие, боковые полки которых направлены вверх, единый вал и наклонные транспортеры, установленные на едином валу через равные интервалы в горизонтальной плоскости с возможностями их перемещения вдоль единого вала и фиксирования в требуемом положении, наклонный транспортер содержит корпус, в корпусе смонтированы приводная и ведомая звездочки, цепь, на цепи выполнены зацепы, острые кромки которых направлены во внешние стороны от траектории перемещения цепи, плоскость наклонной платформы и боковая грань наклонного транспортера образуют тупой угол, обращенный в сторону формируемого рулона, причем валы накопителя, вал подающего механизма и вал устройства формирования рулонов снабжены индивидуальными приводами, расположенными в блоке автоматического управления устройства для изготовления арматурных ковров.
В частности, в станине за каждым кондуктором на оси свободно установлены бухты со стальной лентой, причем ось симметрии бухты совпадает с продольной осью симметрии П-образных направляющих.
В частности, кондуктор содержит основание, двухэлектродную сварочную машину для точечной контактной сварки стальных прутков к стальной ленте, состоящую из расположенных в одной вертикальной плоскости нижних неподвижных и верхних подвижных электродов, причем верхние подвижные электроды оснащены механизмом их вертикально-горизонтального перемещения по Г-образной траектории в сторону, прямолинейную и обратную от направления перемещения стальной ленты, и механизмом прижатия стальной арматуры к стальной ленте.
В частности, блок автоматического управления оснащен программным обеспечением для изготовления арматурных ковров с требуемым шагом между стальными прутками.
Краткое описание чертежей
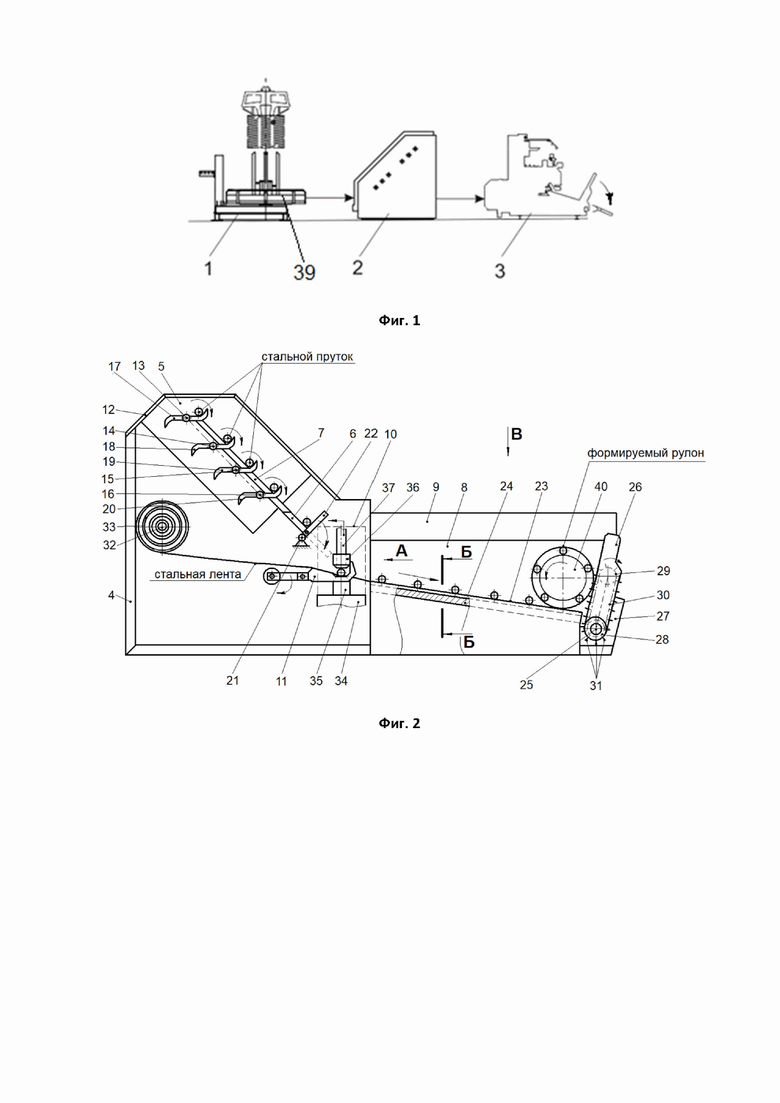
На фиг. 1 представлена производственная линия для изготовления арматурных ковров.
На фиг. 2 представлено устройство для изготовления арматурных ковров.
На фиг. 3 представлена двухэлектродная сварочная машина для точечной контактной сварки стальных прутков к стальной ленте, вид А.
На фиг. 4 представлено сечение П-образных направляющих по линии Б-Б.
На фиг. 5 представлен механизм прижатия стальных прутков к стальной ленте.
На фиг. 6 представлено устройство формирования рулонов, вид В.
На фиг. 7 представлена проставка.
На фигурах обозначено: 1 - бухтодержатель; 2 - правильно-отрезное устройство; 3 - устройство для изготовления арматурных ковров; 4 - станина; 5 - накопитель; 6 - подающий механизм; 7 - направляющие; 8 - устройство формирования рулонов; 9 - блок автоматического управления 9; 10 - кондукторы; 11 - держатели; 12 - рама; 13, 14, 15, 16, 21 - валы; 17, 18, 19, 20 - S-образные захваты; 22 - V-образный приемно-подающий лоток; 23 - наклонная платформа; 24 -  -образные направляющие; 25 - единый вал; 26 - наклонный транспортер; 27 - корпус; 28 - приводная звездочка; 29 - ведомая звездочка; 30 - цепь; 31 - зацепы; 32 - ось; 33 - бухта; 34 - основание; 35 - нижние неподвижные электроды; 36 - верхние подвижные электроды; 37 - механизм вертикально-горизонтального перемещения; 38 - механизм прижатия; 39 - катушка; 40 - проставка.
-образные направляющие; 25 - единый вал; 26 - наклонный транспортер; 27 - корпус; 28 - приводная звездочка; 29 - ведомая звездочка; 30 - цепь; 31 - зацепы; 32 - ось; 33 - бухта; 34 - основание; 35 - нижние неподвижные электроды; 36 - верхние подвижные электроды; 37 - механизм вертикально-горизонтального перемещения; 38 - механизм прижатия; 39 - катушка; 40 - проставка.
Осуществление изобретения
Линия для изготовления арматурных ковров содержит бухтодержатель 1 и правильно-отрезное устройство 2, установленные в одной горизонтальной плоскости. В одной горизонтальной плоскости с правильно-отрезным устройством 2 смонтировано устройство для изготовления арматурных ковров 3, содержащее станину 4, накопитель 5, подающий механизм 6, направляющие 7, устройство формирования рулонов 8, блок автоматического управления 9 и кондукторы 10.
Кондукторы 10 расположены между направляющими 7 и устройством формирования рулонов 8, а между кондукторами 10 смонтированы держатели 11.
Накопитель 5 содержит раму 12 и валы 13, 14, 15, 16, смонтированные ступенчато на раме 12 в направлении кондукторов 10 и установленные с возможностью вращения перпендикулярно направляющим 7. На каждом из валов 13, 14, 15, 16 с одинаковым шагом в горизонтальной плоскости смонтированы S-образные захваты 17, 18, 19, 20. Каждый из валов 13, 14, 15, 16 оснащен индивидуальным приводом, расположенным в блоке автоматического управления 9.
Подающий механизм 6, смонтированный под накопителем 5, содержит вал 21 и V-образный приемно-подающий лоток 22, полки которого расположены друг относительно друга под прямым углом и соединены между собой шарнирно, а вершина этого угла направлена в сторону основания станины 4.
Устройство формирования рулонов 8 содержит наклонную платформу 23, на внешней поверхности которой через равные интервалы параллельными рядами смонтированы П-образные направляющие 24, боковые полки которых направлены вверх, единый вал 25 и наклонные транспортеры 26, установленные на едином валу 25 через равные интервалы в горизонтальной плоскости с возможностями их перемещения вдоль единого вала 25 и фиксирования в требуемом положении.
Наклонный транспортер 26 содержит корпус 27. В корпусе 27 смонтированы приводная 28 и ведомая 29 звездочки, цепь 30. На цепи 30 выполнены зацепы 31 острые кромки которых направлены во внешние стороны от траектории перемещения цепи 30.
Плоскость наклонной платформы 23 и боковая грань наклонного транспортера 26 образуют тупой угол, обращенный в сторону формируемого рулона.
Валы 13, 14, 15, 16 накопителя 5, вал 21 подающего механизма 6 и вал 25 устройства формирования рулонов 8 снабжены индивидуальными приводами (на фиг. 2 и фиг. 4 не указаны), расположенными в блоке автоматического управления 9 устройства для изготовления арматурных ковров 3.
В частности, в станине 4 за каждым кондуктором 10 на оси 32 свободно установлены бухты 33 со стальной лентой. Ось симметрии бухты 33 совпадает с продольной осью симметрии П-образных направляющих 24.
В частности, кондуктор 10 содержит основание 34, двухэлектродную сварочную машину для точечной контактной сварки стальных прутков к стальной ленте, состоящую из расположенных в одной вертикальной плоскости нижних неподвижных 35 и верхних подвижных 36 электродов. Причем верхние подвижные электроды 36 оснащены механизмом 37 их вертикально-горизонтального перемещения по Г-образной траектории в сторону, прямолинейную и обратную от направления перемещения стальной ленты, и механизмом прижатия 38 стальных прутков к стальной ленте.
В частности, блок автоматического управления 9 оснащен программным обеспечением для изготовления арматурных ковров с требуемым шагом между стальными прутками.
Линия для изготовления арматурных ковров работает следующим образом
В бухтодержатель 1 свободно устанавливают катушку 39 с намотанной на ней стальной проволокой требуемого диаметра. Свободный конец проволоки разматывают с катушки 39 и направляют в соответствующий диаметру проволоки канал правильно-отрезного устройства 2.
В правильно-отрезном устройстве 2 за счет воздействия роликовых механизмов (на фиг. 1 не указано) проволока выпрямляется и продвигается к выходному отверстию правильно-отрезного устройства 2.
В зависимости от технологических настроек правильно-отрезного устройства 2 в автоматическом режиме проволоку отрезают через определенные интервалы так, что на выходе из правильно-отрезного устройства 2 получаем стальные прутки необходимой длины.
Далее стальной пруток вытесняется роликовыми выталкивателями (на фиг. 1 не указаны) из правильно-отрезного устройства 2 и поступает на накопитель 5, в частности, на верхние S-образные захваты 17, расположенные на валу 13 устройства для изготовления арматурных ковров 3.
Включается привод вала 13 (на фиг. 2 не указан), расположенный в блоке автоматического управления 9, и вал 13 осуществляет поворот на 180 градусов в направлении подающего механизма 6. При этом стальной пруток сбрасывается с S-образных захватов 17, расположенных на валу 13, и стальной пруток перемещается по направляющим 7 на S-образные захваты 18, расположенные на валу 14.
В этот момент на S-образные захваты 17 вала 13 из правильно-отрезного устройства 2 поступает очередной стальной пруток.
Далее, в автоматическом режиме включается привод вала 14, который осуществляет поворот на 180 градусов, а стальной пруток с S-образных захватов 18 сбрасывается на S-образные захваты 19, расположенные на валу 15.
Процесс повторяется непрерывно до тех пор, пока первый поданный пруток не переместится на V-образный приемно-подающий лоток 22 подающего механизма 6.
В этот момент посредством зажимов (на фиг. 2 не указаны) стальные ленты из каждой бухты 33 протягиваются в сторону кондукторов 10 на нижние неподвижные электроды 35. Полка V-образного приемно-подающего лотка 22 совершает поворот на 90 градусов на валу 21 в сторону кондуктора 10 таким образом, что обе полки V-образного приемно-подающего лотка 22 образуют плоскость с углом разворота 180 градусов, и стальной пруток, располагавшийся в нише V-образного приемно-подающего лотка 22 под силой тяжести скатывается и попадает на вогнутые стороны держателей 11 строго на контактную поверхность нижнего неподвижного электрода 35. В этот момент включается привод верхних подвижных 36 электродов (на фиг. 2 не указан), расположенный в блоке автоматического управления 9. Одновременно верхние подвижные электроды 36 перемещаются прямолинейно по Г-образной траектории - горизонтально, в направлении наклонной платформы 23, а, достигнув соосности верхних подвижных электродов 36 и нижних неподвижных электродов 35, верхние подвижные электроды 36 перемещаются вертикально - в сторону стального прутка, находящегося на контактных поверхностях нижних неподвижных электродов 35. Механизмом прижатия 38 осуществляют плотный контакт стальной арматуры к стальной ленте. Через верхние подвижные электроды 36 и нижние неподвижные электроды 35 пропускают сварочный ток, что обеспечивает точечную контактную сварку разнотолщинных деталей, в частности, круглых стальных прутков со стальной лентой.
После завершения процесса точечной контактной сварки стальных прутков со стальной лентой, посредством механизма 37 верхние подвижные электроды 36 совершают обратное вертикально-горизонтальное перемещение по Г-образной траектории в сторону, обратную от направления перемещения стальной ленты, а держатели 11 одновременно смещаются вниз.
За счет протягивающих механизмов (на фиг. 2 не указаны) приваренный стальной пруток к стальной ленте протягивается в сторону наклонного транспортера 26 на величину шага между стальными прутками изготавливаемого арматурного ковра и стальные ленты также перемещаются по контактным поверхностям нижних неподвижных электродов 35.
В момент перевода верхних подвижных электродов 36 по Г-образной траектории в сторону, обратную от направления перемещения стальной ленты, на S-образные захваты 20 вала 16 поступает очередной стальной пруток с S-образных захватов 19 вала 15.
В момент протягивания стальной ленты в сторону наклонного транспортера 26, с V-образного приемно-подающего лотка 22 на вогнутые стороны держателей 11 поступает очередной стальной пруток, и процесс сваривания стальных прутков со стальной лентой повторяется.
При достижении первого приваренного стального прутка к стальным лентам боковых граней наклонного транспортера 26, пруток вставляют в пазы проставок 40, которые расположены на внешней поверхности проставок 40 с требуемым шагом, равным шагу между стальными прутками изготавливаемого арматурного ковра.
Стальные прутки, наворачиваемые на проставки 40, контактируя с вращающимися цепями 30, на поверхности которой выполнены зацепы 31 и острыми кромками направлены во внешние стороны от траектории перемещения цепи 30, обеспечивают закручивание изготавливаемого арматурного ковра на проставки 40.
В завершении изготовления арматурного ковра требуемой длины, посредством привода, размещенного в блоке автоматического управления 9, воздействуют на вал 25 и наклонные транспортеры 26 отклоняются в сторону, совпадающую с направлением перемещения стальной ленты, и сформированный рулон арматурного каркаса за счет силы тяжести выкатывается из устройства для изготовления арматурного ковра 4.
Наличие устройства для изготовления арматурных ковров 3 позволяет изготавливать арматурные ковры требуемых размеров и сворачивать их в рулон в автоматическом режиме.
Наличие накопителя 5, включающего валы 13, 14, 15, 16, смонтированные ступенчато на раме 12 в направлении кондукторов 10 и установленные с возможностью вращения перпендикулярно направляющим 7, а на каждом валу 13, 14, 15, 16 с одинаковым шагом в горизонтальной плоскости смонтированы S-образные захваты 17, 18, 19, 20, позволяет накапливать на S-образных захватах 17, 18, 19, 20 стальные прутки и поочередно направлять их через подающий механизм 6 на кондуктор 10 для точечной контактной сварки со стальной лентой и исключить простоя производственной линии.
Наличие индивидуальных приводов, расположенных в блоке автоматического управления 9 (на фиг. 2 не указаны), на каждый вал 13, 14, 15, 16 позволяет осуществлять индивидуально поворот на 180 градусов каждого из валов 13, 14, 15, 16 в отдельности, что исключит столкновение стальных прутков между собой и их перекос в процессе перемещения в сторону V-образного приемно-подающего лотка 22 подающего механизма 6.
Наличие направляющих 7, расположенных над валами 13, 14, 15, 16 позволяет исключить опрокидывание ступенчато перемещаемых стальных прутков по S-образным захватам 17, 18, 19, 20.
Наличие подающего механизма 6, смонтированного под накопителем 5, и содержащего вал 21 и V-образный приемно-подающий лоток 22, полки которого расположены друг относительно друга под прямым углом и соединены между собой шарнирно, а вершина этого угла направлена в сторону основания станины 4, позволяет осуществить горизонтальное выравнивание стального прутка в нише V-образного приемно-подающего лотка 22 и в дальнейшем равномерно направить его на вогнутые стороны держателей 11.
Наличие держателей 11, расположенных между кондукторами 10, позволяет удерживать стальной пруток между контактными поверхностями нижнего неподвижного 35 и верхнего подвижного 36 электродов в процессе точечной контактной сварки стального прутка со стальной лентой и исключить самопроизвольное отклонение стального прутка относительно стальных лент.
Наличие кондукторов 10, содержащих основание 34, двухэлектродную сварочную машину для точечной контактной сварки стальных прутков к стальной ленте, состоящую из расположенных в одной вертикальной плоскости нижних неподвижных 35 и верхних подвижных 36 электродов, позволяет обеспечить одновременную точечную контактную сварку в местах соприкосновения стального прутка со стальными лентами и обеспечить непрерывный процесс изготовления арматурных ковров.
Наличие механизмов прижатия 38 стальных прутков к стальной ленте позволяет исключить зазоры в местах соприкосновения стального прутка со стальными лентами из-за возможных отклонений от прямолинейности стального прутка, обеспечить гарантированный контакт свариваемых деталей и, соответственно, качественное сварное соединение.
Наличие механизма 37 вертикально-горизонтального перемещения верхних подвижных электродов 36 по Г-образной траектории в сторону, прямолинейную и обратную от направления перемещения стальной ленты, позволяет оперативно, не прерывая процесс изготовления арматурных ковров, освободить пространство над стальным прутком, обеспечить свободное перемещение стальных лент по контактным поверхностям нижних неподвижных электродов 35 и подачу очередного стального прутка с V-образного приемно-подающего лотка 22 на держатели 11.
Наличие свободно установленных в станине 4 за каждым кондуктором 10 на оси 32 бухт 33 со стальной лентой, причем ось симметрии бухты 33 совпадает с продольной осью симметрии П-образных направляющих 24, позволяет обеспечить непрерывность процесса изготовления арматурных ковров и прямолинейность перемещения стальных лент.
Наличие устройства формирования рулонов, содержащего наклонную платформу 23, единый вал 25 и наклонные транспортеры 26, позволяет в автоматическом режиме осуществлять перемещение арматурного ковра на длину, равную расстоянию между стальными прутками, после каждого процесса точечной контактной сварки и скручивать арматурный ковер по окружности относительно проставок 40 посредством наклонных транспортеров 26.
Установка наклонной платформы 23 под углом к горизонтали позволяет минимизировать сопротивление на перемещение арматурного ковра.
Наличие П-образных направляющих 24, боковые полки которых направлены вверх, смонтированных через равные интервалы параллельными рядами на внешней поверхности наклонной платформы 23, обеспечивает движение стальных лент в пазах П-образных направляющих 24, исключает их смещение от прямолинейного перемещения и, соответственно, обеспечивает непрерывный процесс изготовления арматурного ковра.
Наличие наклонного транспортера 26, содержащего корпус 27, в котором смонтированы приводная 28 и ведомая 29 звездочки, цепь 30, причем плоскость наклонной платформы 23 и боковая грань наклонного транспортера 26 образуют тупой угол, обращенный в сторону формируемого рулона, позволяет обеспечить непрерывный процесс формирования рулона путем сворачивания арматурного ковра.
Наличие на цепях 30 зацепов 31, острые кромки которых направлены во внешние стороны от траектории перемещения цепи 30, позволяет зацепам 31 зацеплять стальные прутки и гарантированно обеспечить формирование рулона из арматурного ковра без проскальзывания цепи 30 относительно прутков 30 и исключить «сгруживание» арматурного ковра на поверхности наклонной платформы 23 перед проставками 40.
Наличие индивидуальных приводов (на фиг. 2 и фиг. 4 не указаны) валов 13, 14, 15, 16 накопителя 5, вала 21 подающего механизма 6 и вала 25 устройства формирования рулонов 8, расположенных в блоке автоматического управления 9 устройства для изготовления арматурных ковров 3, позволяет обеспечить индивидуальную работу механизмов на каждой стадии перемещения стальных прутков и исключить простой производственной линии.
Наличие блока автоматического управления 9, оснащенного программным обеспечением для изготовления арматурных ковров с требуемым шагом между стальными прутками, позволяет компьютеризировать производственную линию, обеспечить подачу электрического сигнала с компьютерной техники на каждый отдельный привод, автоматизировать непрерывный процесс производства арматурных ковров.
Обеспечение непрерывного процесса производства арматурных ковров за счет автоматизации каждого этапа производства исключает применение ручного труда оператора, уменьшает длительность технологического цикла и, соответственно, трудоемкость на изготовление единицы продукции.
Применение заявленной производственной линии обеспечивает не только возможность автоматического изготовления арматурных ковров в автоматическом режиме, но и увеличивает ее удельную производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809875C1 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Устройство для обвязки предметов | 1982 |
|
SU1068341A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Технологическая линия для изготовления неметаллической композитной арматурной сетки | 2022 |
|
RU2788691C1 |


Изобретение относится к области строительного машиностроения и может быть использовано для изготовления армированных каркасов. Линия содержит бухтодержатель и правильно-отрезное устройство. В одной горизонтальной плоскости с правильно-отрезным устройством смонтировано устройство для изготовления арматурных ковров, содержащее станину, накопитель, подающий механизм, направляющие, устройство формирования рулонов, блок автоматического управления и кондукторы. Линия содержит наклонный транспортер и блок автоматического управления устройства. Раскрыто конструктивное выполнение указанных конструктивных элементов линии и их взаимосвязь. Увеличивается удельная производительность линии для изготовления арматурных ковров. 3 з.п. ф-лы, 7 ил.
1. Производственная линия для изготовления арматурных ковров, содержащая бухтодержатель и правильно-отрезное устройство, отличающаяся тем, что в одной горизонтальной плоскости с правильно-отрезным устройством смонтировано устройство для изготовления арматурных ковров, содержащее станину, накопитель, подающий механизм, направляющие, устройство формирования рулонов, блок автоматического управления и кондукторы, причем кондукторы расположены между направляющими и устройством формирования рулонов, а между кондукторами смонтированы держатели, накопитель содержит раму, валы, смонтированные ступенчато на раме в направлении кондукторов и установленные с возможностью вращения перпендикулярно направляющим, на каждом валу с одинаковым шагом в горизонтальной плоскости смонтированы S-образные захваты, подающий механизм смонтирован под накопителем и содержит вал и V-образный приемно-подающий лоток, полки которого расположены друг относительно друга под прямым углом и соединены между собой шарнирно, а вершина этого угла направлена в сторону основания станины, устройство формирования рулонов содержит наклонную платформу, на внешней поверхности которой через равные интервалы параллельными рядами смонтированы П-образные направляющие, боковые полки которых направлены вверх, единый вал и наклонные транспортеры, установленные на едином валу через равные интервалы в горизонтальной плоскости с возможностями их перемещения вдоль единого вала и фиксирования в требуемом положении, наклонный транспортер содержит корпус, в корпусе смонтированы приводная и ведомая звездочки, цепь, на цепи выполнены зацепы, острые кромки которых направлены во внешние стороны от траектории перемещения цепи, плоскость наклонной платформы и боковая грань наклонного транспортера образуют тупой угол, обращенный в сторону формируемого рулона, причем валы накопителя, вал подающего механизма и вал устройства формирования рулонов снабжены индивидуальными приводами, расположенными в блоке автоматического управления устройства для изготовления арматурных ковров.
2. Производственная линия для изготовления арматурных ковров по п. 1, отличающаяся тем, что в станине за каждым кондуктором на оси свободно установлены бухты со стальной лентой, причем ось симметрии бухты совпадает с продольной осью симметрии П-образных направляющих.
3. Производственная линия для изготовления арматурных ковров по п. 1, отличающаяся тем, что кондуктор содержит основание, двухэлектродную сварочную машину для точечной контактной сварки стальных прутков к стальной ленте, состоящую из расположенных в одной вертикальной плоскости нижних неподвижных и верхних подвижных электродов, причем верхние подвижные электроды оснащены механизмом их вертикально-горизонтального перемещения по Г-образной траектории в сторону, прямолинейную и обратную от направления перемещения стальной ленты, и механизмом прижатия стальной арматуры к стальной ленте.
4. Производственная линия для изготовления арматурных ковров по п. 1, отличающаяся тем, что блок автоматического управления оснащен программным обеспечением для изготовления арматурных ковров с требуемым шагом между стальными прутками.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТОК | 1992 |
|
RU2062676C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК | 1992 |
|
RU2028858C1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕСТА РАЗРЫВА ТРУБОПРОВОДА | 2001 |
|
RU2196271C2 |
| КРЕПЕЖНАЯ ОПОРА ДЛЯ УСТАНОВКИ ПРИБОРА НА ШАССИ ЛЕТАТЕЛЬНОГО АППАРАТА, ИСПОЛЬЗОВАНИЕ ТАКОЙ КРЕПЕЖНОЙ ОПОРЫ И СИСТЕМА, СОДЕРЖАЩАЯ УСТРОЙСТВО НАБЛЮДЕНИЯ И ТАКУЮ КРЕПЕЖНУЮ ОПОРУ | 2009 |
|
RU2498930C2 |
