Изобретение относится к оборудованию для производства электровакуумных изделий, в частности, для откачки и обезгаживания СВЧвакуумных приборов с металлическим откачным штенгелем.
Известен нолуавтомат для откачкн и обезгаживания электровакуумных нриборов с металлическим штенгелем, содержащий несущую раму, карусель с приводом нериодического поворота, установленные на карусели откачные гнезда для изделий и защитные колнакн, а также откачную систему. На автомате осуществляют следующие технологические операции: зональный нагрев корнуса изделия и его стеклянных элементов, высоковакуумную откачку полости изделия и откачку защитного колпака, термическую обработку катода и геттера и съем изделия в холодном состоянии.
Недостаток автомата - отсутствие возможности осуществления на нем герметизании и отделения прибора от вакуумной системы в горячем состоянии без нарущения вокруг прибора защитного разряжения, что приводит к значительному увеличению конечного давлення в полости прибора после остывания.
Цель дотигается за счет того, что откачпые гнезда снабжены установленными в направляющих с диаметрально противоположных сторон по отнощению к оси штенгеля двумя Пуансонами, взаимодействующим с ноднружиненными щтоками, смонтированными герметично в защитных колнаках, а на раме установлен механизм одновременного перемещения щтоков, вынолненный в виде рычажного усилителя, смонтированного вместе со своим приводом на качающейся в вертикальной плоскости плите.
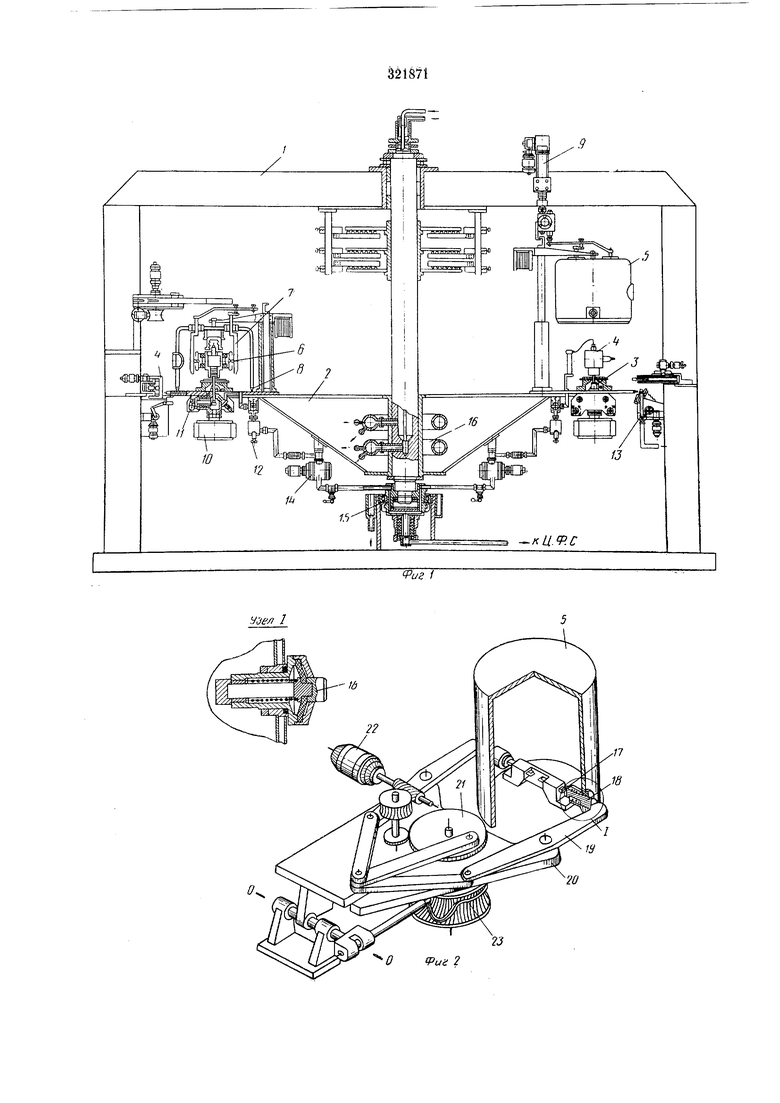
На фиг. 1 изображен общий вид полуавтомата; на фиг. 2 - механизм одновременпого перемещения штоков.
На П-образной раме 1 смонтирована карусель 2, несущая на себе откачные гнезда 3 для установки в них приборов 4, а также защитные колпаки 5, служащие для создания
впещнего вакуума вокруг прнборов, примерно (8-5) 10 мм рт. ст.
Внутри колнака смонтированы нагревательные элементы, предназначенные для радианионного нагрева стеклянных элементов
изделия. Корнус нрибора нрогревается путем контактного нагрева графитовых электродов 6, через которые пронускается ток больщой силы. Графитовые электроды щар.нирно укренлены на медных рычагах 7, введенных Колпак имеет двойные стенки, между JKOTOрыми протекает вода для его охлаждения, а на нижней торцевой поверхности - проточку с резиновым кольцом 8, уплотняющим колпак относительно карусели. Подъем колпака осуществляется посредством механизма 9, установленного на носледней позиции полуавтомата. Высоковакуумная откачная система состоит из магниторазрядного насоса 10, блока клапанов 11 и сорбционной ловушки 12. Предварительная откачка колпаков осуществляется через механизм нредварительной откачки 13 централизованной форвакуумной системой на позиции загрузки в момент стоянки карусели. Откачка колпаков во время проведения технологического процесса осуществляется двухроторными вакуумным и насосами 14, выхлопы которых через форвакуумный коллектор 15 подключены к централизованной форвакуумной магистр . Процесс отпая прибора производят методом компрессионной сварки с одновременной обрезкой штенгеля. Для этой цели в откачных гнездах смонтированы в направляющих 16 друг против друга два пуансона 17, которые взаимодействуют с подпружиненными щтоками 18, герметично установленными в боковых стенках защитных колнаков. Рабочее движение штоков в момент отная производится за счет механизма, установленного на раме в положении, соответствующем последней технологической позиции. Этот механизм состоит из рычажного усилителя 19, смонтированного на качающейся в вертикальной плоскости плите 20. Приводом усилителя является эксцентрик 21, кинематически связанный с электродвигателем 22. На одном валу с эксцентриком закреплен цилиндрический кулачок 23 подъема и опускания плиты. Технологический процесс на нолуавтомате осуществляется в следующей последовательности. На первой позиции устанавливают изделие, сочленяют его с вакуумной системой, подключают электрическое питание к клеммам выводов подогревателей катода и геттера, проверяют целостность электрических цепей. На этой же позиции осуществляют предварительную откачку объема защитного колпака. На второй позиции производится предварительная откачка изделия. С третьей по тринадцатую позиции прогревом до 600° обезгаживается металлический корпус изделия, а с пятой по двенадцатую - стеклянные элементы прибора. Обезгаживание катода чинается на четвертой нозиции и заканчиваетнаея актййировкой на щестнадцатой. На позициях с щестой по двенадцатую обезгаживается нераспыляемый геттер прибора. Начиная с третьей позиции и кончая щестнадцатой в полости прибора поддерживается достаточно низкое давление, 5-10 -Ы0 8 мм рт. ст., обеспечиваемое откачкой безмасляными сверхвысоковакуумными магниторазрядными насосами. Давление в приборе уже на тринадцатой позиции достигает мм рт. ст. Откачка колпаков во время проведения технологического процесса проводится двухроторными вакуумными насосами через сорбционные ловущки, предотвращающие загрязнение колпаков продуктами рабочей жидкости этих насосов. Давление в колпаках поддерживается на уровне (8-5) 10 мм рт. ст. Отпай щтенгеля осуществляется на щестнадцатой нозиции непосредственно в опуще нном колпаке при температуре 300-400°С. При этом плита 20 с рычажным усилителе.м, находящаяся в момент поворота карусели в верхнем положении, опускается благодаря криволинейному профилю кулачка 23. При вращении эксцентрика 21 рычаги сжимаются и давят на щтоки 18, которые в свою очередь передают давление на пуансоны 17, за счет которых осуществляется компрессионная сварка и обрезка щтенгеля прибора 4. Предмет изобретения 1. Полуавтомат для откачки электровакуумных приборов с металлическим щтенгелем, содержащий несущую раму, периодически поворачивающуюся карусель с установленными на ней откачными гнездами для приборов и зандитными колпаками, а также откачную систему, отличающийся тем, что, с целью снижения конечного давления в приборе нутем отпая щтенгеля в горячем состоянии, откачные гнезда снабжены установленными в направляющих с диаметрально противоположных сторон но отнощению к оси щтенгеля двумя пуансонами, взаимодействующими с подпружиненными щтоками, смонтированными герметично в защитных колнаках, а на раме установлен механизм одновременного перемеще.ния щтоков. 2. Пол уавтомат по п. 1, отличающийся тем, что механизм одновременного перемещения щтоков выполнен в виде рычажного усилителя, смонтированного вместе с приводом на качающейся в вертикальной плоскости плите.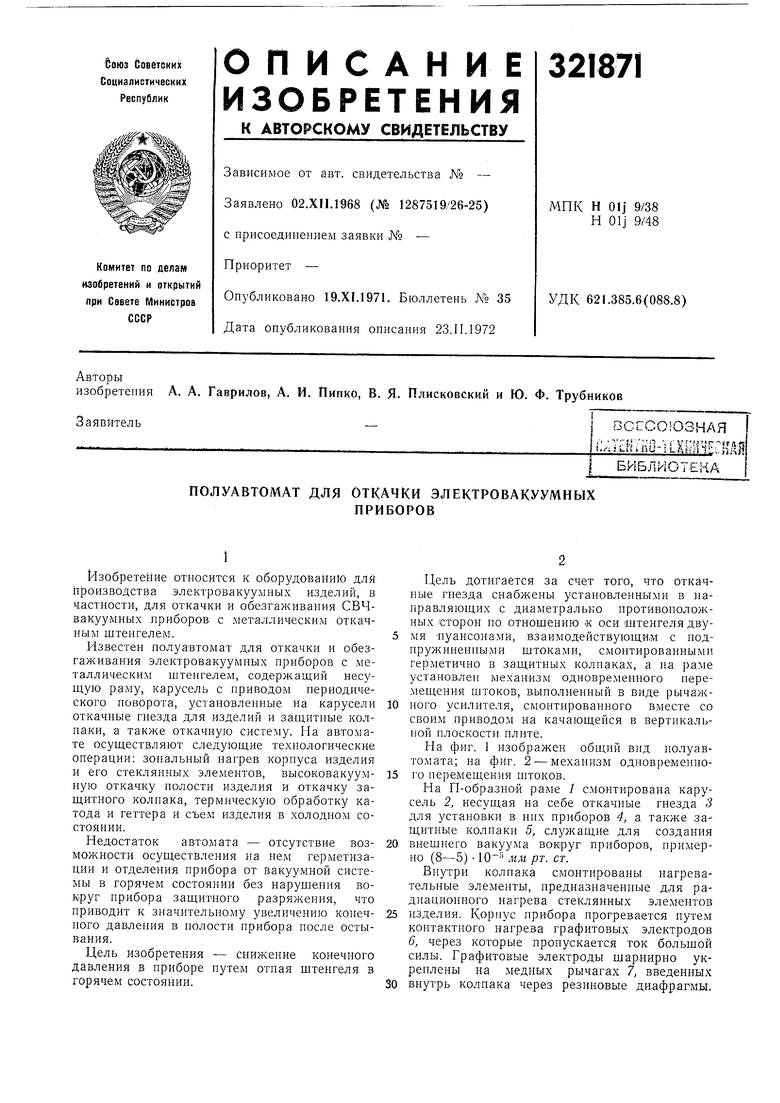
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления фотоэлектронных приборов | 1980 |
|
SU900343A1 |
| Автомат для откачки и наполнения ламп накаливания с кварцевой оболочкой | 1981 |
|
SU1014070A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ ПОЛУАВТОМАТ ДЛЯ СВЕРХМИНИ.ЛТЮРНЫХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU200021A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛАМП НАКАЛИВАНИЯ С ДАВЛЕНИЕМ НАПОЛНИТЕЛЬНОГО ГАЗА ВЫШЕ АТМОСФЕРНОГО | 1970 |
|
SU260741A1 |
| Автомат для откачки и наполнения ламп накаливания | 1987 |
|
SU1504691A1 |
| Вакуумный пост для изготовления электровакуумного прибора | 2021 |
|
RU2768364C1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
| Автомат для приварки штенгелей | 1977 |
|
SU736210A1 |
| КАРУСЕЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ^ И ЗАПАЙКИ ЭЛЕКТРОВАКУУМНЫХ И ГАЗОРАЗРЯДНЫХ | 1973 |
|
SU389566A1 |
| СПОСОБ ВЫСОКОВАКУУМНОЙ ОТКАЧКИ ВАКУУМНЫХ ПРИБОРОВ | 1967 |
|
SU215337A1 |