Изобретение относится к области изготовления изделий из термопластичного материала с арматурой и может найти применение при изготовлении из/делий с металлической арматурой или при сборке пластмассовых корпусов и т. и.
Известны способы закрепления арматуры в изделиях из термопластичного матернала путем запрессовки ее в отвер1стия изделий. Однако три TaiKOM способе закрепления арматуры в изделиях в местах закреплепия а)магуры образуются трещины вследствие распорных усилий, возникающих при запрессовке, т. к. материал недостаточно нластнчен.
С целью снижения распорных усилий, вознИКающих нри запрессовке, предлагают способ, в котором запрессовываемой арматуре сообщают ультразвуковые колебания.
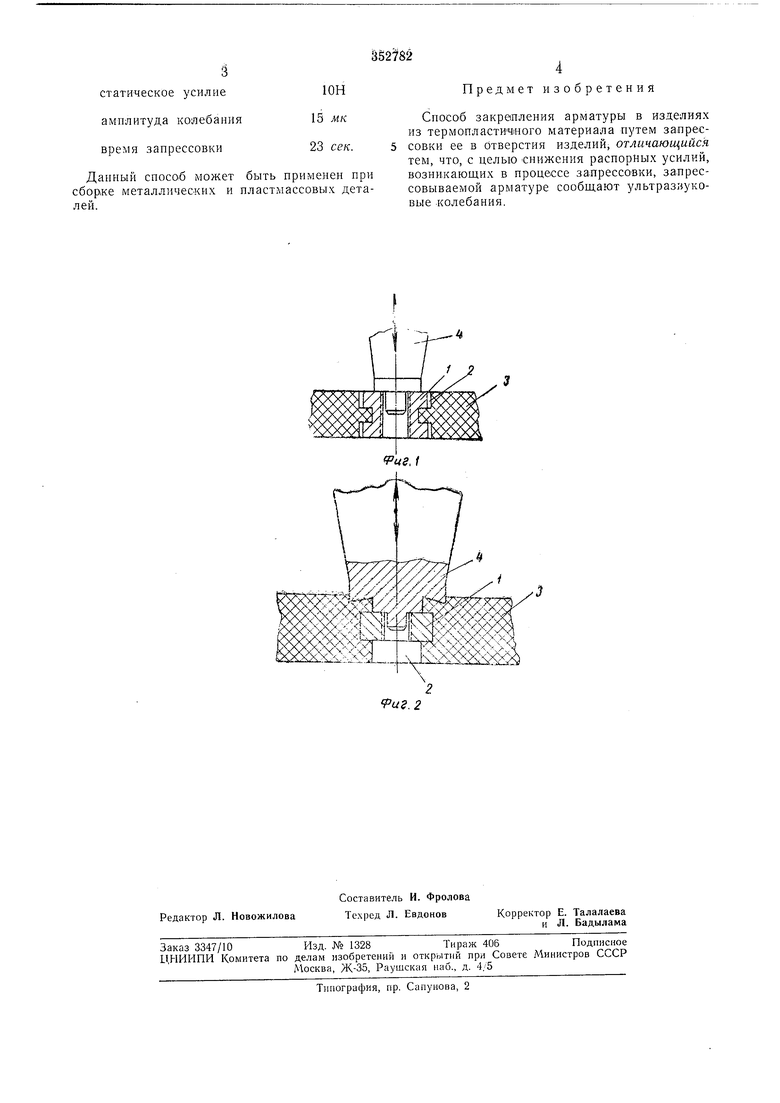
Иа фиг. 1 дана схема запрессовки металлической арматуры в изделие при высоте арматуры, равной высоте изделия; на фиг. 2 - та же схема, но в случае, когда высота арматуры меньше высоты изделия и арматура размещена внутри из;1,елия.
ки ее в отверстия изделия осуществляют следующим образом.
Запрессовываемая металлическая арматура / устанавливается напротив отверстия 2 изделия 3, размер которого меньще на 0,2- 0,3 мм приведенного размера запрессовываемой арматуры, затем подводят ультразвукоBoii инструмент 4, наконечник которого нмеет форму, обеснечнваюп1ую центрир1 вание запрессовываемой арматуры с огверстием и исключающую его перекос, а также обеспечивающую максимальную пе зедачу акустпчеCKoii эпергин арматуре. Одновременно включается колебательиая система и нрнкла.дывается статическое хснлне, равное 10-15М. Под возденств 1ем ультразвуковых колебаний происходит естиое размягчение нластмассы изделия и отверстие изделия приобретает форму вдaвл lвae ioй арматуры, нлотно облегая
ее поверхность. Скорость запрессовки равна 3-6 MMJccK и зависит от велнчнпы амплитуды колебаний. С yвeлнчeпиe r амплитуды скорость запрессовки растет, оптимальная амплитуда равна 5-20 мк. Вре.мя
заирессовки металлической арматуры незначительио. Оггисываемый способ прнмепен нрн занрессовке еталлнчес:ких вкладьпией в пластмассовый телефонных аинаратов н музыкальных электрнческнх звонков со слестатическое усилие амплитуда колебания время запрессовки
Данный способ может быть применен при сборке металлнчес-ких и пластмассовых деталей.
Предмет изобретения
CnocOi6 закрепления арматуры в изделиях из термопластичного материала путем запрессовки ее в Отверстия изделий, отличающийся тем, что, с целью снижения распорных усилий, возникающих в процессе залрессовки, запрессовываемой арматуре сообщают ультразвуковые колебания.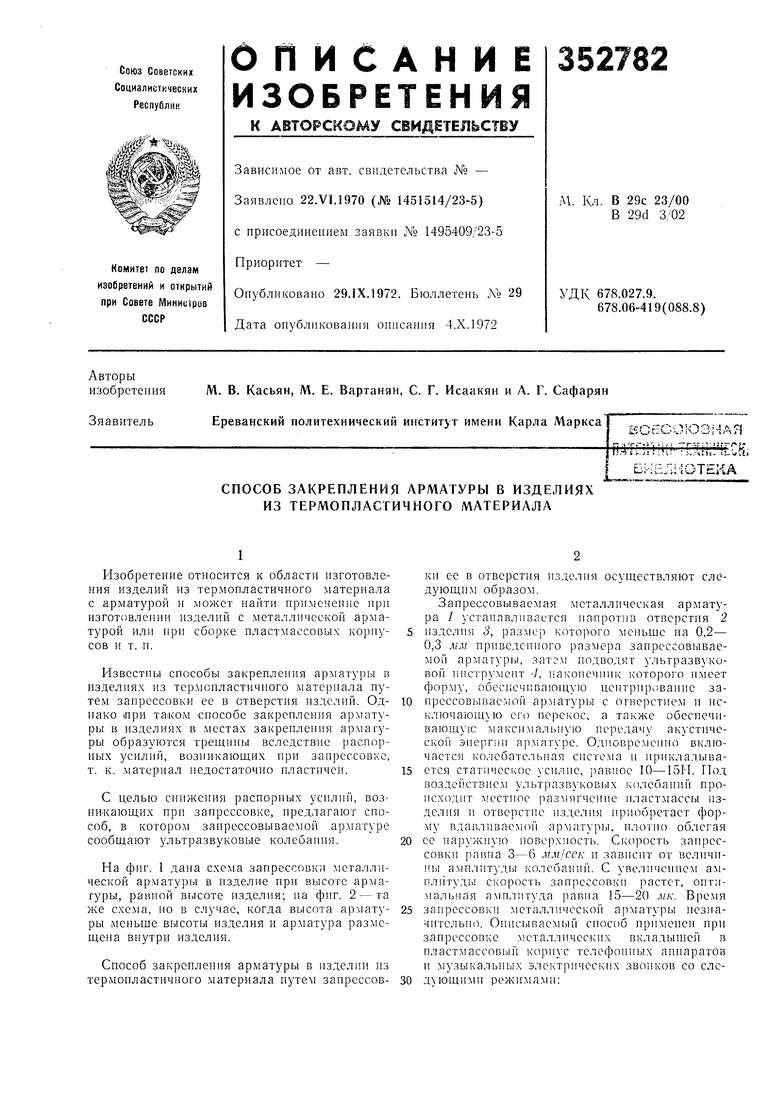
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ АРМАТУРЫ В ИЗДЕЛИЯХ ИЗ ПЛАСТИЧЕСКИХ МАСС | 1972 |
|
SU351720A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЯ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 1993 |
|
RU2086381C1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1764921A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| СПОСОБ ЗАПРЕССОВКИ ТВЕРДОСПЛАВНЫХ ЗУБКОВ В КОРПУС ШАРОШКИ БУРОВОГО ДОЛОТА | 2008 |
|
RU2357848C1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1555101A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА | 1992 |
|
RU2023565C1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1731568A1 |
| Устройство для сборки соединений | 1988 |
|
SU1689009A1 |
| Устройство для монтажа контактных штырей на печатные платы | 2020 |
|
RU2759639C1 |
