Изобретение относится к механосборочному производству и может быть использовано при сборке высокоточных соединений с небольшими натягами и по переходным посадкам.
Известен способ сборки соединения деталей типа вал-втулка, при котором осуществляют предварительное нанесение на сопрягаемую поверхность одной из соединяемых деталей специального микрорельефа, а затем тепловым способом производят сборку [1] . Недостатком данного способа является увеличение экономических затрат, связанных с введением в технологический процесс дополнительной операции.
Известен способ сборки [2], в котором после соединения вала и втулки воздействуют на вал ультразвуковыми колебаниями с амплитудой, пропорциональной среднему шагу микронеровностей более твердой детали для улучшения эксплуатационных показателей соединения.
Недостатком способов является низкая производительность и большие энергетические затраты, связанные с необходимостью нагрева или охлаждения деталей и дополнительным расходом ультразвуковой энергии для упрочнения.
Наиболее близким по технической сущности к изобретению является способ сборки соединения деталей типа вал-втулка методом запрессовки, заключающийся в центрировании соединяемых деталей, приложении ко втулке поперечных ультразвуковых колебаний и воздействии на одну из деталей осевым усилием [3].
Недостатком этого способа является то, что при больших натягах и режимах сборки происходит срезание микронеровностями более твердой детали неровностей менее твердой, что при посадке нешироких втулок на длинный вал приводит к потере прочности соединений.
Технической задачей является повышение прочности соединения, производительности процесса и снижение энергетических затрат при сборке.
Это решается тем, что в известном способе сборки соединения деталей типа вал-втулка методом запрессовки, заключающемся в центрировании соединяемых деталей, приложении к втулке поперечных ультразвуковых колебаний и воздействии на одну из деталей осевым усилием, предварительно с сопрягаемых поверхностей вала и втулки снимают профилограммы и определяют высоту и шаг микронеровностей каждой из них, прикладывают ультразвуковые колебания с амплитудой, равной величине натяга в соединении, а величину осевого усилия определяют из условия равенства величины натяга значению максимальной высоты микронеровностей соединяемой детали, имеющей меньшую высоту микронеровностей, при этом величину осевого усилия увеличивают в процессе запрессовки по мере изменения длины зоны контакта, а скорость относительного перемещения деталей устанавливают равной произведению частоты ультразвуковых колебаний на шаг микронеровностей менее твердой детали.
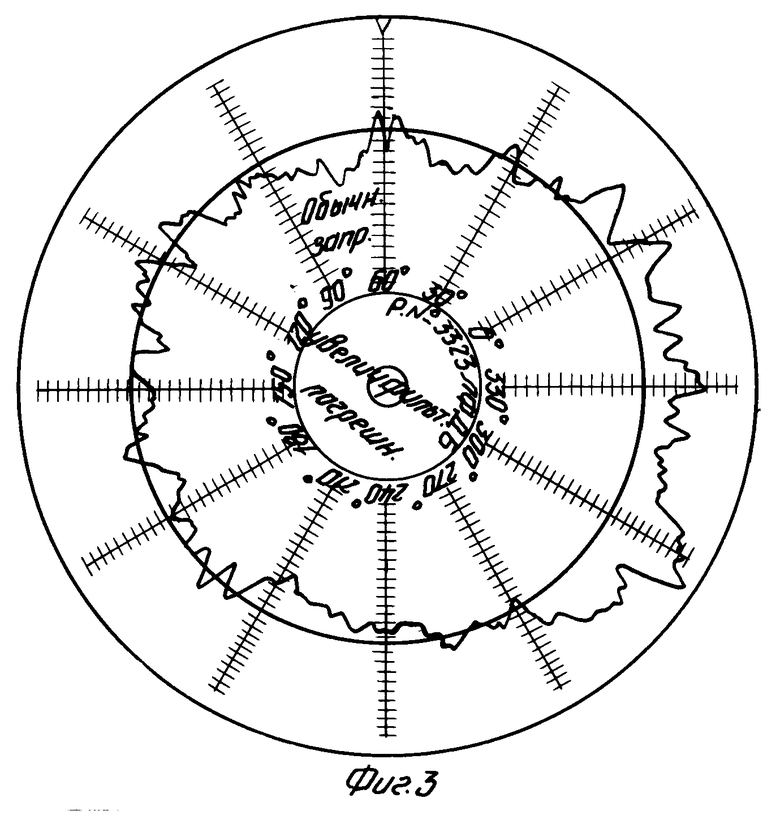
На фиг. 1 приведена схема, поясняющая способ, где Rmax1, Rmax2,S1,S2 - максимальная высота и шаг микронеровностей поверхностей отверстия втулки и вала; Δ - натяг в соединении; ζ - амплитуда ультразвуковых колебаний втулки; Рзап - сила запрессовки; на фиг.2 - профиль микронеровностей вала в поперечном сечении после распрессовки соединения, собранного по способу-прототипу; на фиг.3 - профиль микронеровностей вала в поперечном сечении после распрессовки соединения, собранного согласно данному изобретению.
Способ осуществляют с соблюдением следующих условий.
При сообщении втулке поперечных ультразвуковых колебаний с амплитудой, равной натягу, диаметр отверстия втулки d1 в первый полупериод колебаний будет составлять:
d1 = dном + Δ ,
а второй d2:
d2 = dном - Δ, где dном - номинальный диаметр отверстия.
Следовательно, в первый полупериод соединение будет собираться без натяга и микрорельеф поверхностей вала и втулки не будет нарушаться.
С тем, чтобы во второй полупериод колебаний не происходило относительного перемещения деталей, т.е. процесс запрессовки приостановился, силу запрессовки необходимо, во-первых, уменьшить, рассчитав ее из известной зависимости, поставив вместо натяга величину максимальной высоты микронеровностей детали с меньшей высотой микронеровностей Rmax. Во-вторых, при определении силы, необходимой для запрессовки, подсчитывают ее по зависимости:
Pзап =  , где f3 - коэффициент трения;
, где f3 - коэффициент трения;
l - общая длина запрессовки (если запрессовка происходит на всю ширину втулки, то ширина принимается за l);
Δ - натяг;
Е1 и E2 - модули упругости втулки и вала;
С1 и С2 - размерно-механические характеристики втулки и вала.
После определения Рзап увеличивают ее на 15-20% и эту силу прикладывают к одной из деталей и выполняют соединение.
К одной из деталей прикладывают не сразу всю силу, а изменяют ее по программе в зависимости от увеличения длины запрессовки.
Таким образом сила запрессовки должна изменяться по следующей зависимости:
Pзап(x) =  , (1) где Rmax - высота микронеровностей поверхности детали с меньшей высотой микронеровностей;
, (1) где Rmax - высота микронеровностей поверхности детали с меньшей высотой микронеровностей;
х - координата взаимного положения вала и втулки.
При соблюдении этих условий запрессовка буде происходить только в том случае, когда диаметр втулки под воздействием ультразвука будет изменяться в пределах
dном + Δ - Rmax1≅ d1,2 ≅ dном + Δ. (2)
Остальные части первого и второго полупериодов колебаний из-за высоких удельных давлений в соединении детали не будут иметь относительного перемещения, но так как частота ультразвуковых колебаний составляет 20000 Гц и более, то дискретность взаимного перемещения деталей практически не наблюдается.
Несмотря на то, что при запрессовке некоторый промежуток времени имеется натяг (согласно формуле 2), равный Rmax1, ухудшения профиля микронеровностей поверхности происходить не будет, так как деформация микронеровностей высотой  (на половину диаметра от Rmax1) при сближении поверхностей - упругая, следовательно, и форма и высота каждой отдельно взятой неровности восстанавливаются после снятия нагрузки.
(на половину диаметра от Rmax1) при сближении поверхностей - упругая, следовательно, и форма и высота каждой отдельно взятой неровности восстанавливаются после снятия нагрузки.
В связи с тем, что во второй полупериод колебаний диаметр отверстия втулки уменьшается до величины d2 = dном - Δ , необходимо, чтобы в этот момент не происходила пластическая деформация или срезание микронеровностей менее твердой детали. Выполнение этого условия возможно в том случае, если вершины микронеровностей одной детали будут находиться во впадинах микронеровностей другой. Для этого надо согласовать скорость запрессовки с шагом микронеровностей и частотой ультразвуковых колебаний так, чтобы увеличение диаметра отверстия втулки приходилось на прохождение выступа микронеровностей вала над выступом микронеровностей втулки, а уменьшение диаметра отверстия втулки - на прохождение выступов микронеровностей вала по впадине микронеровностей втулки.
Анализируя применяемые в машиностроении посадки, можно прийти к выводу, что наиболее часто встречающиеся соединения: шлифованный вал - расточное отверстие втулки; шлифованный вал - шлифованная внутренняя поверхность втулки, а для высокоточных соединений - вал после суперфиниширования - отверстие втулки после хонингования. При этом на поверхностях деталей будет сформирован следующий микрорельеф (см. табл.1).
Анализ данных показывает, что величины среднего шага неровностей практически одинаковы для наиболее широко применяемых соединений.
В связи с вышеизложенным необходимо, чтобы расстояние, равное половине шага (например, выступ микронеровностей втулки на фиг.1), было пройдено за первый полупериод колебаний =V
=V , т.е. скорость запрессовки:
, т.е. скорость запрессовки:
V =  .
.
Так как T =  , где f - частота ультразвуковых колебаний, то
, где f - частота ультразвуковых колебаний, то
v = Sm ˙f . (3)
Аналогично для второго полупериода колебаний.
Следовательно, скорость запрессовки должна быть равна произведению среднего шага микронеровностей на частоту ультразвуковых колебаний.
Проводилось соединение подшипника: твердость (HRCэ 60...62) N 202 с диаметром отверстия 10 мм после шлифования ширина - 12 мм со шлифованным валом (HRCэ 35...40). Натяг составлял 0,009 мм.
Замеры параметров шероховатости:
Вал: Rmax = 2,4 мкм = 0,0024 мм; Sm = =0,025 мм;
Отверстие: Rmax = 0,2 мкм = 0,0020 мм; Sm = 0,025 мм;
= 0,001 мм.
Втулке необходимо сообщить ультразвуковые колебания с амплитудой ζ= 0,009 мм (частотой f = 20000 Гц)
Производим расчет Рзап(х)
C1 =  - μ; C2 =
- μ; C2 =  - μ E1=E2=2·10
- μ E1=E2=2·10 f3=0,2 d = 10 мм диаметр, по которому происходит запрессовка;
f3=0,2 d = 10 мм диаметр, по которому происходит запрессовка;
d1 = 0 - диаметр отверстия в вале;
d2 = 15 мм наружный диаметр втулки;
μ = 0,3 коэффициент Пуансона, Е1 = Е2 = 2˙ 104 кгс/мм2 ˙f3 = 0,2.
С1 = 0,7; С2 = 2,27.
Подставляем соответствующие значения в (1)
Pзап(x) =  x=8,44·x
x=8,44·x
Изменяя значение х, получим закон изменения силы запрессовки в зависимости от относительного положения и кольца подшипника (см.табл.2).
Производим расчет скорости запрессовки по формуле (3)
v = 0,025˙ 20000 = 500 мм/с
Распрессовка соединений, собранных по изобретению, показала увеличение прочности в 2,4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СОЕДИНЕНИЯ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 1993 |
|
RU2086381C1 |
| Способ сборки деталей типа вал - втулка | 1989 |
|
SU1664494A1 |
| Способ соединения деталей вал-втулка | 1986 |
|
SU1344566A1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1764921A1 |
| Способ сборки соединений типа вал-втулка | 1990 |
|
SU1761426A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1987 |
|
SU1454637A1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1731568A1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1733214A1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1555101A1 |
| Способ соединения с натягом деталей типа вал - втулка | 1988 |
|
SU1556858A1 |
Использование: в механосборочном производстве при сборке прецизионных прессовых соединений. Сущность изобретения: втулке сообщают поперечные ультразвуковые колебания с амплитудой, равной величине натяга. Одновременно к одной из сопрягаемых деталей прикладывают осевое усилие. Величину усилия определяют из условия равенства натяга значению максимальной высоты микронеровностей соединяемой детали, имеющей меньшую высоту микронеровностей. При этом величину усилия увеличивают в процессе запрессовки. Скорость перемещения деталей устанавливают равной произведению частоты колебаний на шаг микронеровностей менее твердой детали. 3 ил., 1 табл.
СПОСОБ СБОРКИ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА методом запрессовки, заключающийся в центрировании соединяемых деталей, приложении к втулке поперечных ультразвуковых колебаний и воздействии на одну из деталей осевым усилием, отличающийся тем, что предварительно с сопрягаемых поверхностей вала и втулки снимают профилограммы и определяют высоту и шаг микронеровностей каждой из них, прикладывают ультразвуковые колебания с амплитудой, равной величине натяга в соединении, а величину осевого усилия определяют из условия равенства величины натяга значению максимальной высоты микронеровностей соединяемой детали, имеющей меньшую высоту микронеровностей, при этом величину осевого усилия увеличивают в процессе запрессовки по мере изменения длины зоны контакта, а скорость относительного перемещения деталей устанавливают равной произведению частоты ультразвуковых колебаний на шаг микронеровностей менее твердой детали.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ соединения деталей вал-втулка | 1986 |
|
SU1344566A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
