Известны агрегаты для изготовления дренажных пластмассовых гофрированных труб, включающие последовательно установленные экструдер, гофрирующее, охлаждающее, тянущее, перфорирующее, отрезное и отборочное устройства.
В известных агрегатах перфорирующее устройство выполнено в виде установленных внутри трубы и раздвигаемых конусо.т подпружиненных резцов.
Предлагаемый агрегат отличается от известного тем, что его перфорируюп;ее устройство выполнено в виде нгл, закрепленных в ползунках с роликами, взаимодействующими с торцовым кулачком, кинематически соединенным с бесступенчато регулируемым приводом.
Это упрощает конструкцию агрегата.
Иглы перфорирующего устройства выполнены из пружинной проволоки с рабочим торцем н виде сферы и с отноитением диаметра к длине равным 1 : 50.
На фиг. 1 изображена схема оннсываемо,го агрегата; на фиг. 2 - перфорирующее устройство; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - крепление иглы.
ные устройства, состоящие из сбрасывателя 7 и бухтомотателя 8. Перфорирующее устройство приводится в действие от бесступенчатого регулируемого электродвигателя
9 постоянного тока через клнноременную передачу 10 и 11, промежуточный вал 12, цилиндрическую зубчатую передачу 13 н 14, ведомая шестерня 14 которой жестко соединена с торцевым кулачком 15. На
стойке 16 смонтирована неподвижная обой.ма 17, в радиальных пазах которой помещены ползунки 18 с закрепленными в них иглами 19. Выступы ползунков, на которые насажены ролики 20, входят в паз торцевого кулачка 15. В обойму 17 запрессована направляющая втулка 21, через которую подается перфорируемая труба 22. Рабочие органы перфоратора - иглы 19 могут регулироваться в направленпи рабочего движения. Они выполнены из пружинной проволокп с OTHOniemicM диаметра к длине 1 :50 н си сферическим рабочим торцем. Это обеспечивает упругость иглы и соскальзывание ее во впадины гофров перфорируемой трубы.
Агрегат работает следующим образом. Разогретый пластифицированный материал выдавлнвается в виде трубы экструдером через формующую головку. Устройство
ycTpoiicTBo 3 ох,:и1 кдает трубу при iicnpeрывиол перемещении ее тянущим устройством 4. Устройство G режет перфорированкую в устройстве 5 Tjiyoy иа отрезки определенной д;п1пы, которые сбрасываются сбрасывателем 7 или же, в случае иеобходимости, наматываются в виде бухт па бухтомотатель. Электродвигатель 9 вращает кулачок 15, который своим иазод через ползупки 18 и ролпкн 20 приводит в возвратио-поступательпое движеиие иглы 19, перемещающиеся но радиальным пазам обоймы 17. Иглы проходят через отверстия во втулке 21, перфорпруя трубу. Шаг проб 1ваемых отверстий определяется соотношением ско1)ости вращеппя кулачка и скорости подачн трубы. Сиихроппзацпя шага пробпваемых отверстий с ишгом гофров иа трубе достигается бесстуиенчатым регулированием скорости вращения электродвигателя. Профильный паз кулачка вьпю.тпен так, что количество выступов к его дептру равно половине количества пгл, что позволяет смеБ емежиых
щать прооиваемые отверстия
„ 360п - обвпадинах па угол, равный , где
щее количество рабочих игл. Это повышает скважность трубы при сохранеппп ее прочпости. Нарушение сипхроииости движе П1Я
перфорпруе,ой трубы п рабочих оргапоЕ ь:омг1епсируется тем, чт() рабпчпй торец иглы пыио.тпеи сферпчееким, а сооаношеипе дпаметра пг, и ее долины равно 1 : .50. Б )езу.тьтате нгла прокалыванип отверстия соскальзывает во впадппы гофров п несколько изгибается, предотвращая разрывапие пробитого отверети.ч.
Фор у л а п 3 о б р е т е и и я
1. Агрегат для нзготовлепия дренажпых пластмассовых гофрпроваппых труб, включаюпи й последовательпо уетаповлеппые экструдер, гофрирующее, охлаждающее, тянущее, перфорирующее, отрезное п отборочное устройства, отличающийся тем, что, е цедью упрощеппя конструкции, перфорпрующее устройство выполнено в виде игл, закрепле;П1ых в ползунках е ро.ппкамп, взапмод.ейетвующимп с торцевым кулачком, кинематически соедлнеш ым с бесступенчато регулируемым приводом.
2. Агрегат по и. 1, о т л и ч а ю щ и и с я тем, что пглы выполиепы пз иружпппой проволоки с рабочим торцом в виде сферы
и с отношением диаметра к длине
равным 1 : 50.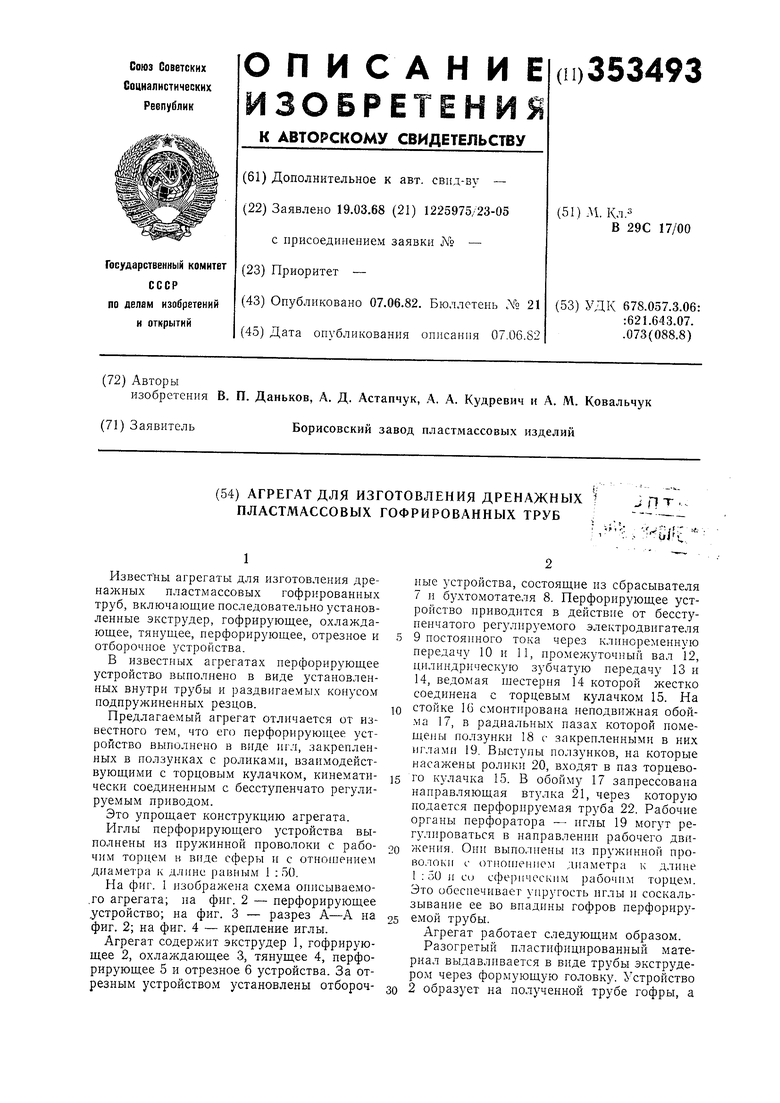

| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРИРУЕМАЯ ОХЛАЖДАЮЩАЯ ЗАГЛУШКА ДЛЯ ЭКСТРУДЕРА | 2008 |
|
RU2453432C2 |
| Устройство для перфорации труб | 1981 |
|
SU1016186A1 |
| Устройство для перфорирования гофрированных пластмассовых труб | 1976 |
|
SU596463A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1968 |
|
SU231099A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ГОФРИРОВАННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086413C1 |
| Установка для изготовления гофрированных перфорированных труб | 1980 |
|
SU910427A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Мобильный экструдерный комплекс для изготовления полимерных погонажных изделий | 2024 |
|
RU2837918C1 |
| ПЛАСТМАССОВАЯ СЛИВНАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2355935C1 |

Фиг. 1.
/7
