1
Изобретение относится к оборудований рля производства изделий из металлической ленты и может быть использовано при изготовлении металлических каркасов тормозных железнодорожных колодок;
Известна установка для изготовления деталей скобообразной формы из металлической ленты, содержащая узел цробйвки., узел отрезки, узел гибки и механизм подачи ленты, связанные общей системой управления и общим приводом. Узел пробивки оснащен штамповочным инструмен том, узел отрезки содержит отрезной камень, а узел гибки содержит оправку и гибочные инструменты, отгибающие концы отрезанного полубафриката ij,
Известная установка не обеспечивает возможности изготовления деталей с симметрично расположенными П- ё разным выступом и соосными отверс йями в его пвлках.
Для достижения этой цели узлы отрезки и гибки описываемой установки выполнены соответственно с отрезным и гибоч4ным штамповочными инструментами, гибочный 1шструмент имеет форму, соответствующую форме П-образного выступа вдетали, пробивные инструменты размещены симметрично относительно оси, . расположенной на расстоянии от оси симметрии гибочного инструмента, равном длине развертки получаемой детали, а расстояние от режущей кромки отрезного инстм румента до оси симметрии равно половине этой длины.
Система управления описываемой установки может быть выпошаена в виде вращающегося кулачка, взаимодействующего С ним электрического переключателя, I силового цилиндра, связанного рычажной системой с подвижными инструментами для пробивки и отрезки, путевого переключателя, взаимодействующего в свою очередь с инструментом для отрезки и приводу перемещения, включаемого путевым переключателем.
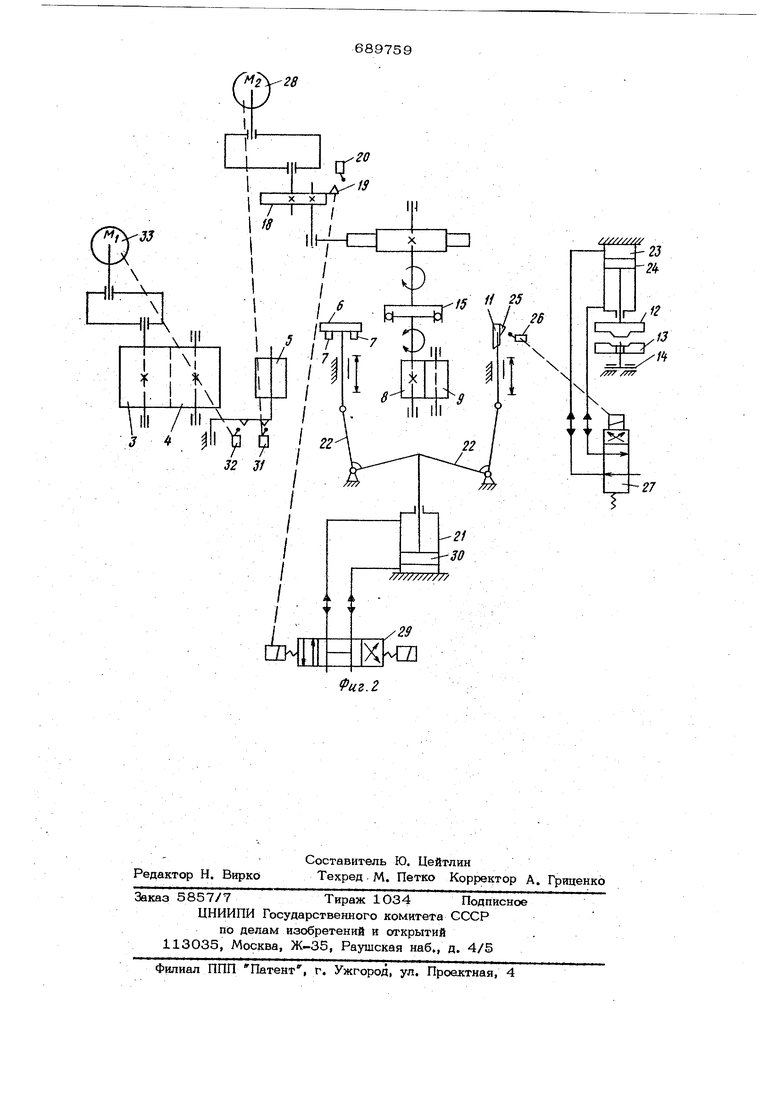
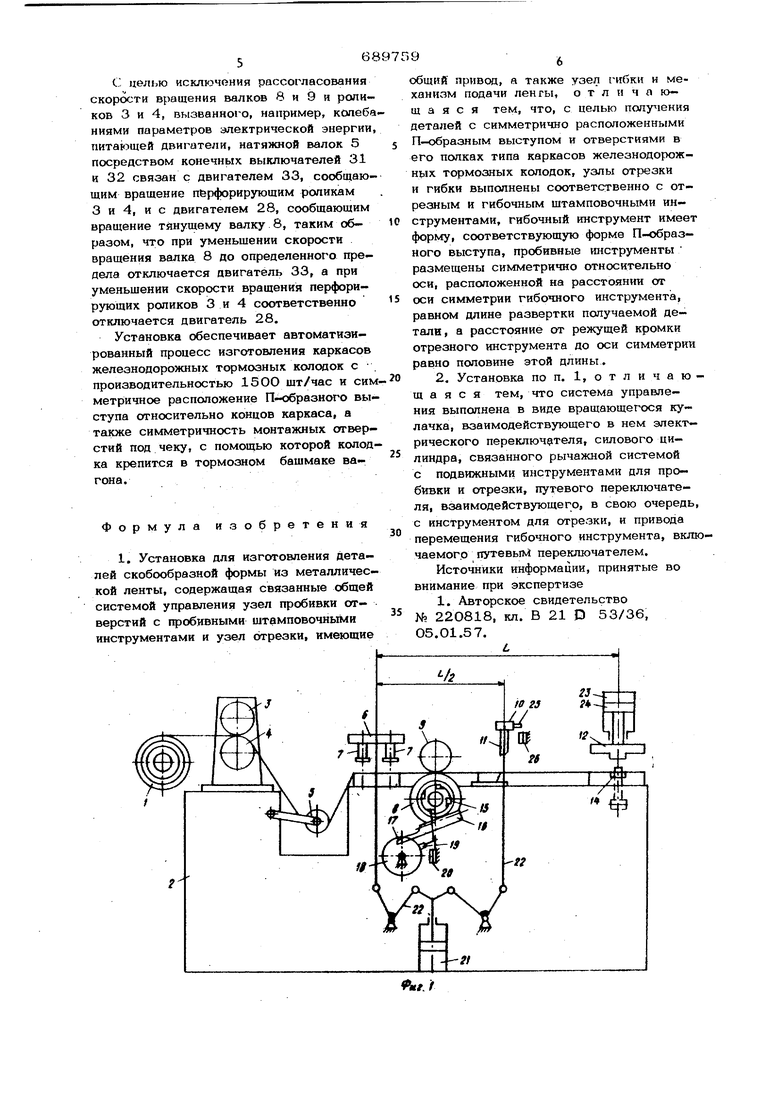
На фиг. 1 показана общая схема установки; на фиг. 2 - кинематическая скема, связьгеающая узлы установки с приводом. Установка содержит рулонницу 1 с тонколистовым материалом, станину 2, на которой смонтированы перфорирующие ролики 3 и 4, натяжной валок 5, узел 6 пробивки с пуансонами 7, приводной подающий валок 8 и не приводной валок 9, узел 1О отрезки с отрезным ножом 11и узел гибки с гибочным пуансоном 12, матрицей 13 и сбрасывателем готовых деталей 14. Ось гибочного пуансона 12 расположена на расстоянии L , равном длине развертки готовой детали от оси симметрии до узла 6 пробивки, а режущая кромка ножа 11 расположена посередине между осями симметрии узла 6 пробивки и гибочного пуансона 12. На оси приводного подающего валка 8 установлена муфта 15 обгона с зубчатым ободом. В постоянном зацеплении с зубчатым ободом находится зубчатая рейка 16, являющаяся коромыслом кри- вошипно-реечного механизма, палец 17 которого закреплен на диске 18. На периферии диска 18 установлен кулачок 19, который при вращении диска воздействует на путевой электрический переключатель 2 О, расположенный на станине 2 установки. Привод пуансонов 7 для пробивки отверстий и ножа 11 осуществляется силовым цилиндром 21 посредством системы рычагов 22. Привоя гибочного пуансона 12осуществляется с помощью пневмоцилиндра 23, к порщню 24 которого кре пится гибочный пуансон 12. На отрезном ноже 11 смонтирован ;,кулачок 25, который при рабочем ходе ножа воздействует на электрический путе вой переключатель 26, который , в свою очередь, управляет электромагнитным распределителем 27, обеспечивающим подачу сжатого воздуха в пневмоцилиндр 23. Работа установки осуществляется сле дующим образом. Тонколистовой материал, в частности жесть, с рулонницы 1 подается к перфо рирующим роликам 3 и 4, далее проходив натяжной валок 5 и поступает в про брвной штамп (узел б пробивки). Диск 18 вращается от электродвигателя 28 и вместе с ним вращается пале 17, являющийся осью шарнирного соединения зубчатой рейки 16 с диском 18. Рейка 16, выполняющая- функцию шатуна, передает через муфту 15 периодическое вращательное движение тянущим валкам 8 и 9. Рабочая поверхность приводного валка 8 выполнена зубчатой в соответствии с профилем отверстий в ленте, образованных в результате перфорации роликами 3 и 4. 1В процессе работы установки зубцы валка 8 входят в отверстия в ленте и перемещают ее. Величина этого перемещения определяется расстоянием оси пальца 17 относительно центра диска 18 и равна длине развертки получаемого каркаса. Пробивка, отрезка и гибка каркаса производится во время периодического останова валков 8 и 9. Пуск в действие цилиндра 21 производится следющим образом. Кулачок 19 при вращении диска 18 воздействует на путевой электрический переключатель 2О. Последний обеспечивает подачу электрического сигнала на катушку электромагнитного распределителя 29, при срабатывании которого сжатый воздух поступает в цилиндр 21 и перемещает поршень 30, сообщающий через систему рычагов 22 одновременный рабочий ход пробивным пуансоном 7 и отрезному ножу 11. Кулачок 19 воздействует на переключатель 20 в момент, когда валок 8 не вращается, т. е. во время холостого хода муфты 15 обгона, вследствие чего пробивка и отрезка производятся при непрерывной ленте. Пуск в действие гибочного пуансона 12 осуществляется следующим образом. Кулачок 25 при рабочем ходе ножа 11 воздействует на электрический путевой переключатель 26, и электромагнитный распределитель 27 обеспечивает подачу сжатого.воздуха в цилиндр 23. Путевой переключатель 26 установлен таким образом, что включение цилиндра 23 про- изводится после окончания отрезки, т. е. с некоторым запаздыванием. Это необходимо для того, чтобы концы изгибаемого отрезка ленты были свободными и в процессе гибки равномерно перемещались к гибочному пуансону 12, обеспечивая симметричность каркаса. Время этого запаздывания устанавливается путем регулировки положения переключателя 26 в вертикальном Н(агфавлении. Лля обеспечения непрерывного и бесеребойного перемещения ленты окружную корость вращения тянущего валка устаавливают вдвое больше скорости вращеия перфорирующих роликов 3 и 4. с целью исключения рассогласования скорости вращения валков 8 и 9 и роликов 3 и 4, вызванного, например, колеб ниями параметров электрической энергии питающей двигатели, натяжной валок 5 посредством конечных выключателей 31 и 32 связан с двигателем 33, сообщающим вращение перфорирующим роликам 3 и 4, и с двигателем 28, сообщающим вращение тянущему валку 8, таким образом, что при уменьщении скорости вращения валка 8 до определенного предела отключается двигатель 33, а при уменьщении скорости вращения перфорирующих роликов 3 и 4 соответственно отключается двигатель 28. Установка обеспечивает автоматизированный процесс изготовления каркасов железнодорожных тормозных колодок с производительностью 15ОО шт/час и сим метричное расположение П-образного вы ступа относительно концов каркаса, а также симметричность монтажных отверстий под чеку, с помощью которой колод ка крзепится в тормозном башмаке вагона. Формула изобретения 1. Установка для изготовления деталей скобообразной формы из металлической ленты, содержащая связанные общей системой управления узел пробивки отверстий с пробивными штамповочными инструментами и узел отрезки, имеющие
общий привод, а также узел гибки и механизм подачи ленгы, о т л и ч а ющ а я с я тем, что, с целью получения деталей с симметрично расположенными П-образным выступом и отверстиями в его полках типа каркасов железнодорожных тормозных колодок, узлы отрезки и гибки выполнены соответственно с отрезным и гибочным щтамповочными инструментами, гибочный инструмент имеет форму, соответствующую форме П-образ- ного выступа, пробивные инструменты размещены симметрично относительно оси, расположенной на расстоянии от оси симметрии гибочного инструмент а, равном длине развертки получаемой детали, а расстояние от режущей кромки отрезного инструмента до оси симметрии равно половине этой длины. 2. Установка по п. 1, о т л и ч а ю щ а я с я тем, что система управления выполнена в виде вращающегося кулачка, взаимодействующего в нем электрического переключателя, силового цилиндра, связанного рычажной системой с подвижными инструментами для пробивки и отрезки, путевого переключателя, взаимодействующего, в свою очередь, с инструментом для отрезки, и привода перемещения гибочного инструмента, включаемогр путевым переключателем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство NO 220818, кл. В 21 D 53/36, 05.01.57.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Автомат для изготовления мелких изделий профильного сечения | 1977 |
|
SU778880A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |