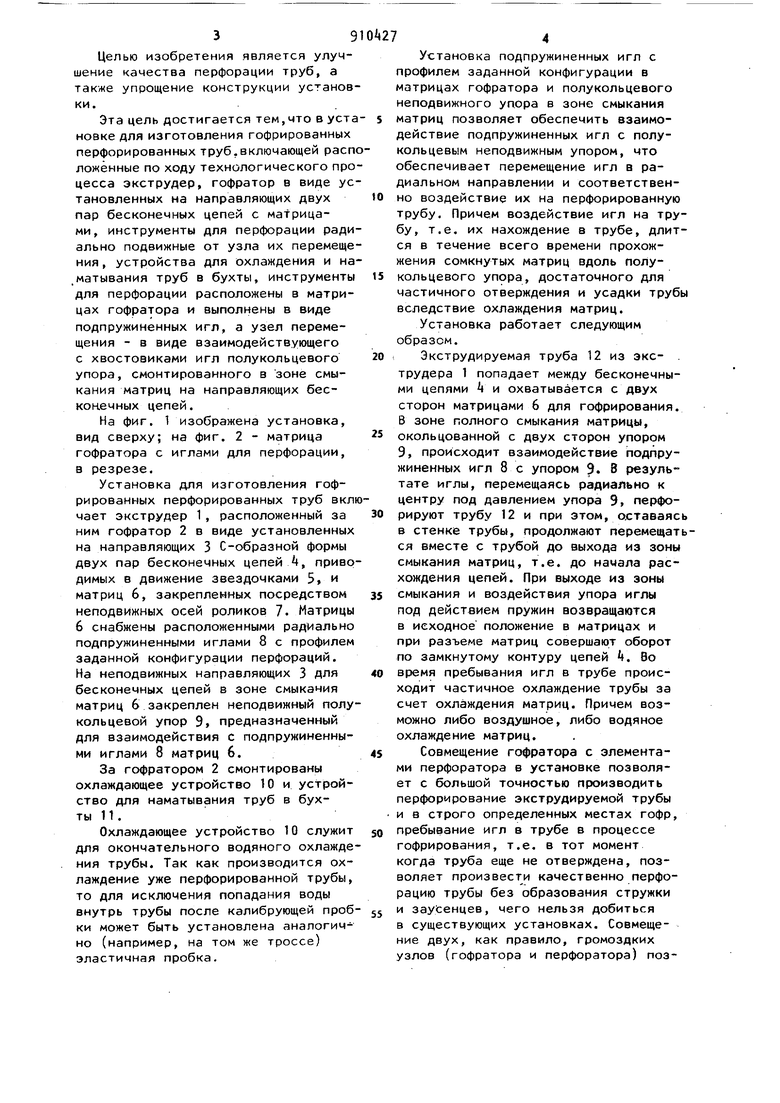
Изобретение относится к области переработки пластмасс. Известна установка для изготовле ния гофрированных перфорированных пластмассовых труб, включающая экструдер и узлы гофрирования и перфор рования .труб ll. В этой установке предусмотрено перфорирование ужеохлажденной и о вержденной трубы, что часто приводи к тому, что высечка или стружка ост ется на краю отверстия в виде заусенца и при использовании труб, например, в качестве дренажных, может снова прикрыть отверстие или привести к засорению трубы при значительной ее длине. Наиболее близкой из известных к изобретению является установка для изготовления гофрированных перфорированных труб, включающая располож иые по ходу технологического процес са экструдер, гофратор в виде установленных на направляющих двух пар бесконечных цепей с матрицами, инструменты для перфорации, радиально подвижные от узла их перемещения, устройства для охлаждения и наматывания труб в бухты Г2. В этой установке также предусмотрено перфорирование уже охлажденной трубы после ее усадки, а для предупреждения неравномерности усадки и сбоя перфорации в результате этого предусмотрено ориентирующее устройство в виде одной или нескольких пар кинематически связанных с перфорирующим устройством дисков с профилем, соответствующим профилю гофр, и контактирующих с экструдируемой трубой. Наличие ориентирующего устройства, кинематически связанного с перфоратором, обусловливает нанесение перфорации в строго определенных местах гофр, что усложняет установку, повышает ее металлоемкость и не исключает наличия заусенцев внутри трубы. 39 Целью изобретения является улучшение качества перфорации труб, а также упрощение конструкции установ ки. Эта цель достигается тем,что в уста новке для изготовления гофрированных перфорированных труб.включающей расп ложённые по ходу технологического про цесса экструдер, гофратор в виде ус тановленных на направляющих двух пар бесконечных цепей с матрицами, инструменты для перфорации ради ально подвижные от узла их перемеще ния , устройства для охлаждения и на .матывания труб в бухты, инструменты для перфорации расположены в матрицах гофратора и выполнены в виде подпружиненных игл, а узел перемещения - в виде взаимодействующего с хвостовиками игл полукольцевого упора, смонтированного в зоне смыкания матриц на направляющих бесконечных цепей. На фиг. 1 изображена установка, вид сверху; на фиг. 2 - матрица гофратора с иглами для перфорации, в разрезе. Установка для изготовления гофрированных перфорированных труб вкл чает экструдер 1, расположенный за ним гофратор 2 в виде установленных на направляющих 3 С-образной формы двух пар бесконечных цепей 4, приво димых в движение звездочками 5, и матриц 6, закрепленных посредством неподвижных осей роликов 7. Матрицы 6 снабжены расположенными радиально подпружиненными иглами 8 с профилем заданной конфигурации перфораций. На неподвижных направляющих 3 для бесконечных цепей в зоне смыкания матриц 6 закреплен неподвижный полу кольцевой упор 9, предназначенный для взаимодействия с подпружиненными иглами 8 матриц 6. За гофратором 2 смонтированы охлаждающее устройство 10 и устройство для наматывания труб в бухты 1 1 . Охлаждающее устройство 10 служит для окончательного водяного охлажде ния трубы. Так как производится охлаждение уже перфорированной трубы, то для исключения попадания воды внутрь трубы после калибрующей проб ки может быть установлена аналогично (например, на том же троссе) эластичная пробка. 4 Установка подпружиненных игл с профилем заданной конфигурации в матрицах гофратора и полукольцевого неподвижного упора в зоне смыкания матриц позволяет обеспечить взаимодействие подпружиненных игл с полукольцевым неподвижным упором, что обеспечивает перемещение игл в радиальном направлении и соответственно воздействие их на перфорированную трубу. Причем воздействие игл на трубу, т.е. их нахождение в трубе, длится в течение всего времени прохожжения сомкнутых матриц вдоль полукольцевого упора, достаточного для частичного отверждения и усадки трубы вследствие охлаждения матриц. Установка работает следующим образом. Экструдируемая труба 12 из экс- . трудера 1 попадает между бесконечными цепями k и охватывается с двух сторон матрицами 6 для гофрирования. В зоне полного смыкания матрицы, окольцованной с двух сторон упором 9, происходит взаимодействие подпружиненных игл 8с упором 9. В результате иглы, перемещаясь радиально к центру под давлением упора 9, перфорируют трубу 12 и при этом, аставаясь в стенке трубы, продолжают перемещаться вместе с трубой до выхода из зоны смыкания матриц, т.е. до начала расхождения цепей. При выходе из зоны смыкания и воздействия упора иглы под действием пружин возвращаются в исходное положение в матрицах и при разъеме матриц совершают оборот по замкнутому контуру цепей k. Во время пребывания игл в трубе происходит частичное охлаждение трубы за счет охлаждения матриц. Причем возможно либо воздушное, либо водяное охлаждение матриц. Совмещение гофратора с элементами перфоратора в установке позволяет с большой точностью производить перфорирование экструдируемой трубы и в строго определенных местах гофр, пребывание игл в трубе в процессе гофрирования, т.е. в тот момент когда труба еще не отверждена, позволяет произвести качественно перфорацию трубы без образования стружки и зауЬенцев, чего нельзя добиться в существующих установках. Совмещение двух, как правило, громоздких узлов (гофратора и перфоратора) позволяет значительно снизить металлоемкость установки,
К достоинствам установкиследует отнести также возможность элементарной замены профилированных игл при необходимости замены профиля перфорации.
Формула изобретения
Установка для изготовления гофрированных перфорированных труб, включающая расположенные по ходу технологического процесса экструдер гофратор в виде установленных на направляющих двух пар бесконечных цепей с патрицами, инструменты для перфорации, радиально подвижные от узла их перемещения, устройства для
охлаждения и наматывания труб в бухты, отличающаяся тем, что, с целью улучшения качеств перфорации труб, а также упрощения конструкции установки, инструменты для перфорации расположены в матрицах гофратора и выполнены в виде подпружиненных игл,-а узел перемещ ния в виде взаимодействующего с хвостовиками игл полукольцевого упора, смонтированного в зоне смыкани матриц на направляющих бесконечных цепей.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР W 216240, кл. В 29 С 17/10, 1966.
2.Авторское свидетельство СССР № 365266, кл. В 29 С 17/10, 1970 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления гофрированных перфорированных труб | 1983 |
|
SU1171350A1 |
| Устройство для изготовления гофрированных дренажных труб из полимерных материалов | 1985 |
|
SU1279840A1 |
| Устройство для изготовления гофрированных дренажных труб из полимерных материалов | 1984 |
|
SU1235755A1 |
| Устройство для изготовления гофрированных рукавов из полимеров | 1991 |
|
SU1770147A1 |
| Установка для изготовления гофрированных труб из термопластов | 1976 |
|
SU596469A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИ51 ГОФРИРОВАННЫХ ПЕРФОРИРОВАННЫХ ТРУВ | 1973 |
|
SU365266A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ГОФРИРОВАННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086413C1 |
| Устройство для гофрирования пластмассовых труб | 1980 |
|
SU882761A1 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ТРУБ СО СПИРАЛЬНЫМ ЗАМКОВЫМ ШВОМ ИЗ ЦЕЛЬНОГО РУЛОННОГО ПРОКАТА | 2006 |
|
RU2429094C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
т т т т
lllllllllllll||llliilitii
IIIIMIICIKlilllllllil
fr
