Изобретение относится к деревообрабатывающей промышленности и касается станка для починки шпона.
Известны станки для починки шнона, включающие штамп и устройство для подачи полос шпона в последний. Однако этот станок имеет несовершенное устройство для подачи полос шпона в штамп, требующее применения ручного труда нри заправке каждой очередной полосы в штамп станка, перерасход полос шпона, необходимость подбора каждой полосы, заправляемой в штамп, по цвету.
Известный станок для починки пшоиа отличается тем, что устройство подачи полос шпона в штамп вынолнено с 11одъем)1ой платформой, с установленным на ней магазином с отсекателем, над которым смонтирована направляющая со спаренной цепиой передачей, несущей толкатель, а вслед за магазином расположены приемно-досылающие ролики и пустотелая направляющая.
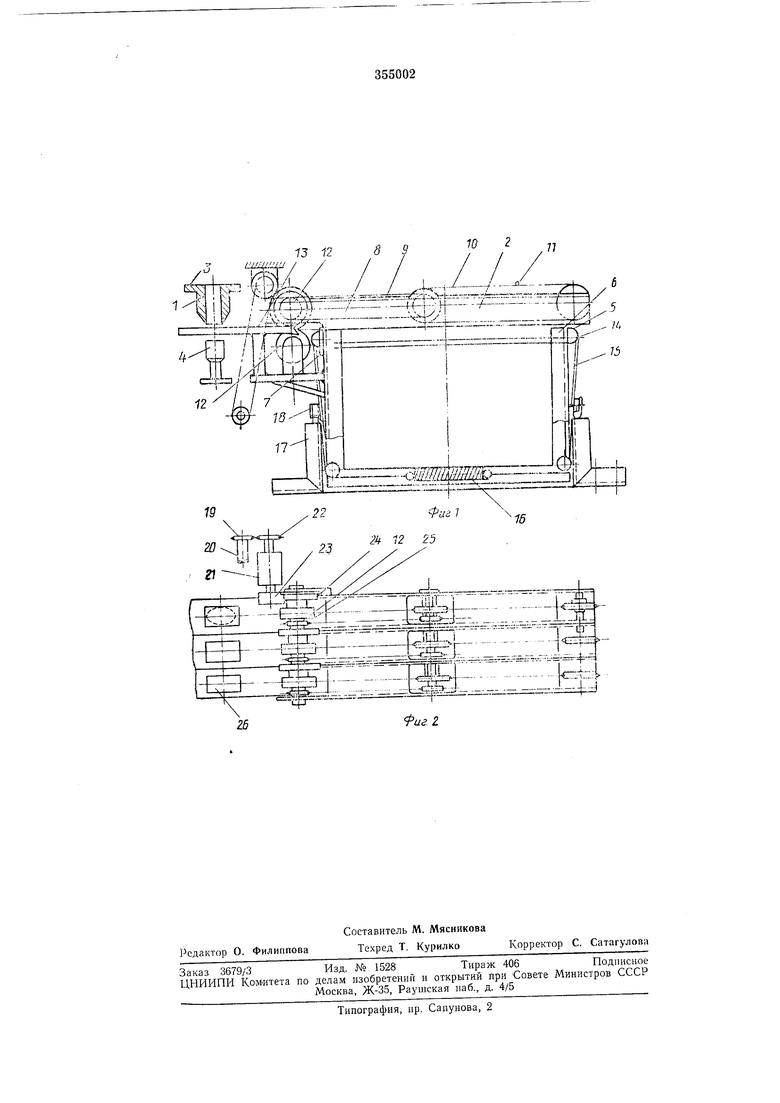
На фиг. 1 схематически изображен станок, вид сбоку; на фиг. 2 - то же, вид сверху.
Станок включает штамп 7 и устройство 2 подачи полос шпона в штамп. Штамп 1 состоит из матрицы 3 и установщика 4. Устройство 2 содержит подъемную платформу 5 с установленным на ней магазином 6 с отсекателем 7. Над магазином 6 смонтирована направляющая 8 со спаренной цепной подачей
9 и 10, несущей толкатель 11. Вслед за магазином 6 расположены приемно-досылающие ролики 12 и пустотелая нанравляющая 13. Платформа 5 опускается и поднимается на
блоках 14 тросиками 15, которые кренятся одним концом к платформе, а другими - к пружине 16, удерживающей платформу в верхнем положении. Устройство 2 вместе с нанравляющими 8 и 13, магазином 6, блоками
14 и пружиной 16 может смеии1ться по раме 17 на роликах 18 в сторону от направления подачи полос шпоиа. Отсекатель 7 в виде плоской пружины препятствует В1)|движеиию из магазина одновременно двух полос. Ролнкн 12 вытаскивают пода)1ную толкателем 11 полосу и досылают ее в штамн. Звездочка 19 укреплена на нижнем распределителЕ ном валу 20 станка. На подшипниковом корпусе 21 крепятся сооспо на одном валу звездочка 22
и шестерня 23. Зубчатое колесо 24 жестко соединено на одном валу с верхним роликом 12 и звездочкой 25 ценной нередачи 9. Пустотелая направляющая 13 имеет сквозное окно 26 для прохода в него просечки во время
штампования.
лос шпона. Перед началом работы на станке стопа полос шпона укладывается в магазин 6 на платформу 5. При этом платформа опускается па тросиках 15, перекинутых через блоки 14, растягнвая пружину 16. Последняя поднимает платформу 5 вместе со стопой полос вверх до упора в направляюш,ую 8 и постоянно прижимает ее к ней с небольшим усилием. С началом рабочего цикла станка начинает врапхаться нижний вал 20. При этом звездочка J9, закрепленная на этом валу, враш;ает звездочку 22 и шестерню 23, расноложенные на одном валу в подшипниковом корпусе 21. Шестерня 23 вращает зубчатое колесо 24, ролнк 12 н звездочку 25, жестко скрепленные между собой на одной оси. Цепная передача 9, вращаясь от звездочки 25, приводит в движение цепную передачу 10, на звене которой установлен толкатель 11, выталкивающий полосу шпона нз стопы в сторону нодачн (в штамп) усилием, приложенным к заднему торпу нодаваемой полосы. Выталкиваемая из стопы полоса подхватывается роликами 12 и проталкивается ими в щель полой направляющей 13. Движение всех вращающихся частей механизма подачи прекращается, как только распределительный вал 20 остановится согласно рабочему циклу станка. Подаваемая нолоса щпона, соверщив шаг ностунательного движения, тоже остановится. При этом желательно, чтобы длина шага поступательного двнження нолосы была кратной длине ее, так как передняя или задняя кромка полосы могут попасть под режуп ий инструмент штампа, что явится причиной образования заплатки не полной но форме. Для замены подаваемых в штамп полос по
цвету необходимо иметь магазин, позволяющий уложить в него несколько стоп полос щпона, нанример три. В каждой стоне отсортированные по цвету полосы. Замена поцаваемых полос по цвету происходит следующим образом.
Станочник небольшим усилием нерека гывает магазин 6 с направляющими 13, 8 и находящейся в них неиспользоваппой до
полосой щпопа в сторону от направления подачи до тех пор, пока напротив щтампа не встанет стопа с требуемым цветом полос, из которой и осуществляется подача. Чтобы штамп вырубил заплатку из полосы, в направляющей 13 имеется сквозное окно 26, сквозь которое проходит установщик во время штампования. Использованная полоса выбрасывается в отход при движении очередной полосы, которая, упираясь своим передним
торцом в задний торец иснользованной полосы, выталкивает ее из направляющей 13.
Предмет изобретения
Станок для починки шпона, включающий щтамп и устройство подачи полос шнопа в штамп, отличающийся тем, что, с целГ|Ю дмехапизацин процесса заправки в штамп очередной и удаления использоватшой полосы,
устройство подачи полос щпона в щтамп выполнено с подъемпой платформой, с установленным на ней магазином с отсекателем, над которым смонтирована нанравляющая со спаренной цепной передачей, несущей толкатель,
а .вслед за магазином расположены приемнодосылающие ролики и пустотелая направляющая.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпонопочиночный станок | 1990 |
|
SU1715597A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ПАКЕТОВ ШПОНА В КЛЕИЛЬНЫЙ ПРЕСС | 1967 |
|
SU192388A1 |
| ШПОНОПОЧИНОЧНЫЙ СТАНОК | 1971 |
|
SU302235A1 |
| УСТРОЙСТВО ДЛЯ ПОЧИНКИ ЛИСТОВ ШПОНА | 1973 |
|
SU386765A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ | 1973 |
|
SU399367A1 |
| ПОЗОЛОТНЫЙ ПРЕСС | 1968 |
|
SU220221A1 |
| Устройство укладки шпона в стопу | 1976 |
|
SU605714A1 |
| Автомат для сборки составных крышек для жестяных и картонно-металлических банок | 1959 |
|
SU124916A1 |