Известны пресс-формы для изготовления пластмассовых оболочек замкнутой формы с отверстием, содержащие верхнюю полуформу, нижнюю полуформу с перфорированным каркасом, охватываемым эластичной камерой, и каналы для вакуумирования полостей прессформы и эластичной камеры. При производстве стеклопластиковых оболочек в известной пресс-форме затруднительно обеспечивать достаточную пропитку заготовки связующим в верхней части изделия.
Предлагаемая пресс-форма отличается тем, что перфорированный каркас выполнен с углублением в верхней его части для вводимого в формуемую заготовку связующего, а канал для вакуумирования полости пресс-формы расположен в выступающей над формуемым материалом части нижней полуформы. Это обеспечивает более равномерную пропитку связующим формуемой заготовки, что улучшает качество оболочек.
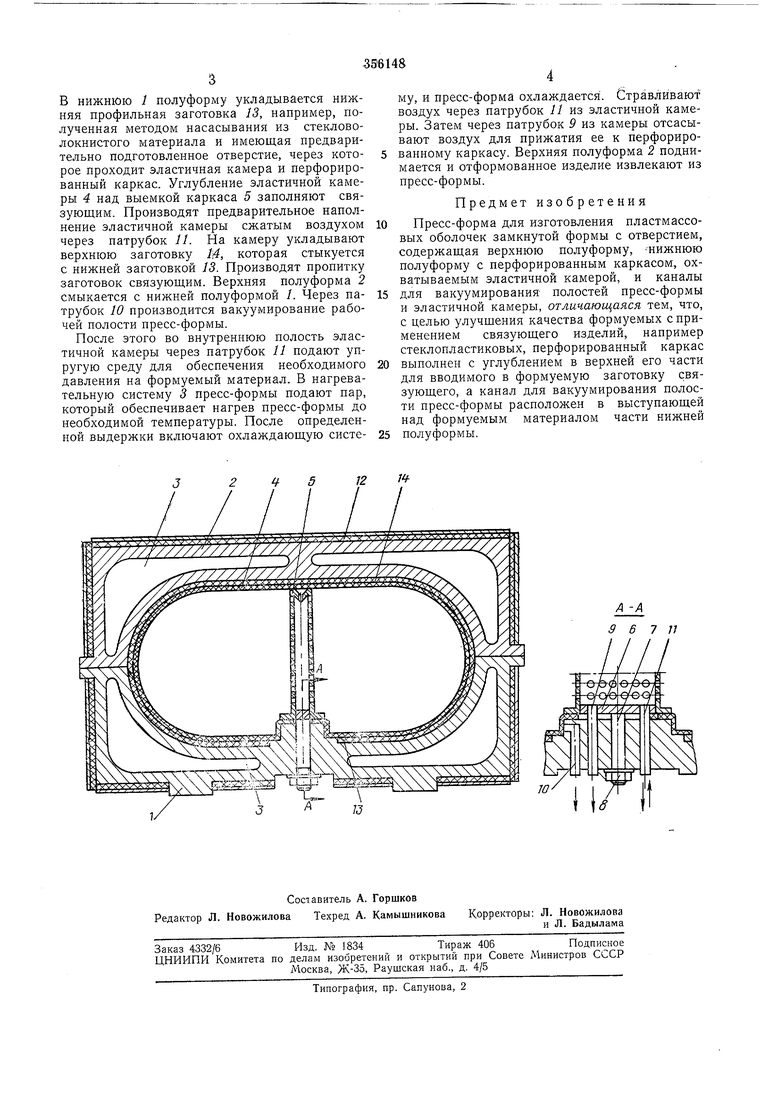
На чертеже представлен общий вид прессформы и разрез по Л -А.
Нижняя 1 и верхняя 2 полуформы имеют каналы 3 для нагрева и охлаждения прессформы. Во внутренней полости полуформы / имеется выступ. Внутри эластичной камеры 4 находится перфорированный каркас 5, который в нижней части герметично соединен с днищем 6. К днищу 6 прикреплен болт 7,
который проходит через тело полуформы /. Эластичная камера 4 герметично зажимается между основаниями выступающей части нижней полуформы 1 и перфорированного каркаса 5 путем навинчивания гайки 8 на болт 7. В верхней части перфорированный каркас имеет углубление, которое заполняют связующим перед процессом формования. Патрубок 9, укрепленный в днище 6, служит для вакуумирования внутренней полости эластичной камеры. Патрубок 10, расположенный под эластичной камерой, предназначен для вакуумирования рабочей полости пресс-формы, т. е. наружной полости эластичной камеры. Патрубок II, укрепленный в днище 6, служит для подачи упругой среды (воздуха, жидкости и т.д.) внутрь эластичной камеры.
Пресс-форму изолируют по всему периметру прокладками 12.
Операции подъема и опускания верхней полуформы 2, смыкания пресс-формы и удержания ее в сомкнутом состоянии при формовании изделия можно осуществлять с помощью гидравлических, пневматических и винтовых прессов.
Предложенная пресс-форма работает следующим образом. Через патрубок 9 производят вакуумирование внутренней полости эластичной камеры 4, в результате чего она прижимается к перфорированному каркасу 5..
В нижнюю / полуформу укладывается нижняя профильная заготовка 13, например, полученная методом насасывания из стекловолокнистого материала и имеющая предварительно подготовленное отверстие, через которое проходит эластичная камера и перфорированный каркас. Углубление эластичной камеры 4 над выемкой каркаса 5 заполняют связующим. Производят предварительное наполнение эластичной камеры сжатым воздухом через патрубок 11. На камеру укладывают верхнюю заготовку 14, которая стыкуется с нижней заготовкой 13. Производят пропитку заготовок связующим. Верхняя полуформа 2 смыкается с нижней полуформой /. Через патрубок 10 производится вакуумирование рабочей полости пресс-формы.
После этого во внутреннюю полость эластичной камеры через патрубок 11 подают упругую среду для обеспечения необходимого давления на формуемый материал. В нагревательную систему 3 пресс-формы подают пар, который обеспечивает нагрев пресс-формы до необходимой температуры. После определенной выдержки включают охлаждающую систему, и пресс-форма охлаждается:. Стравливают воздух через патрубок //из эластичной камеры. Затем через патрубок 9 из камеры отсасывают воздух для прижатия ее к перфорированному каркасу. Верхняя полуформа 2 поднимается и отформованное изделие извлекают из пресс-формы.
Предмет изобретения
Пресс-форма для изготовления пластмассовых оболочек замкнутой формы с отверстием, содержащая верхнюю полуформу, -нижнюю полуформу с перфорированным каркасом, охватываемым эластичной камерой, и каналы
для вакуумирования полостей пресс-формы и эластичной камеры, отличающаяся тем, что, с целью улучшения качества формуемых с применением связующего изделий, например стеклопластиковых, перфорированный каркас
выполнен с углублением в верхней его части для вводимого в формуемую заготовку связующего, а канал для вакуумирования полости пресс-формы расположен в выступающей над формуемым материалом части нижней
полуформы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ СТЕКЛОПАСТИКОВЫХ | 1973 |
|
SU380468A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| Пресс-форма для изостатического прессования изделий из порошков | 1977 |
|
SU669562A1 |
| СПОСОБ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ ЗАМКНУТОЙ КОНФИГУРАЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2518604C2 |
| Пресс-форма для изготовления пластмассовых изделий | 1980 |
|
SU903176A1 |
| Пресс-форма для формования полимерных изделий | 1978 |
|
SU730577A1 |
| ПОЛОЕ ЗАМКНУТОЙ ФОРМЫ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ФУТЕРОВКА РЕАКТОРА ВАКУУМНОЙ ВЫСОКОТЕМПЕРАТУРНОЙ УСТАНОВКИ, СОДЕРЖАЩАЯ УКАЗАННОЕ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ | 2018 |
|
RU2711199C1 |
| Пресс-форма для изготовления трубчатых эластичных оболочек | 1978 |
|
SU874386A1 |
| Пресс для формования пластмассовых изделий сложной конфигурации | 2016 |
|
RU2663429C2 |
| Пресс-форма для вулканизации резинокордных оболочек | 1980 |
|
SU889468A1 |
