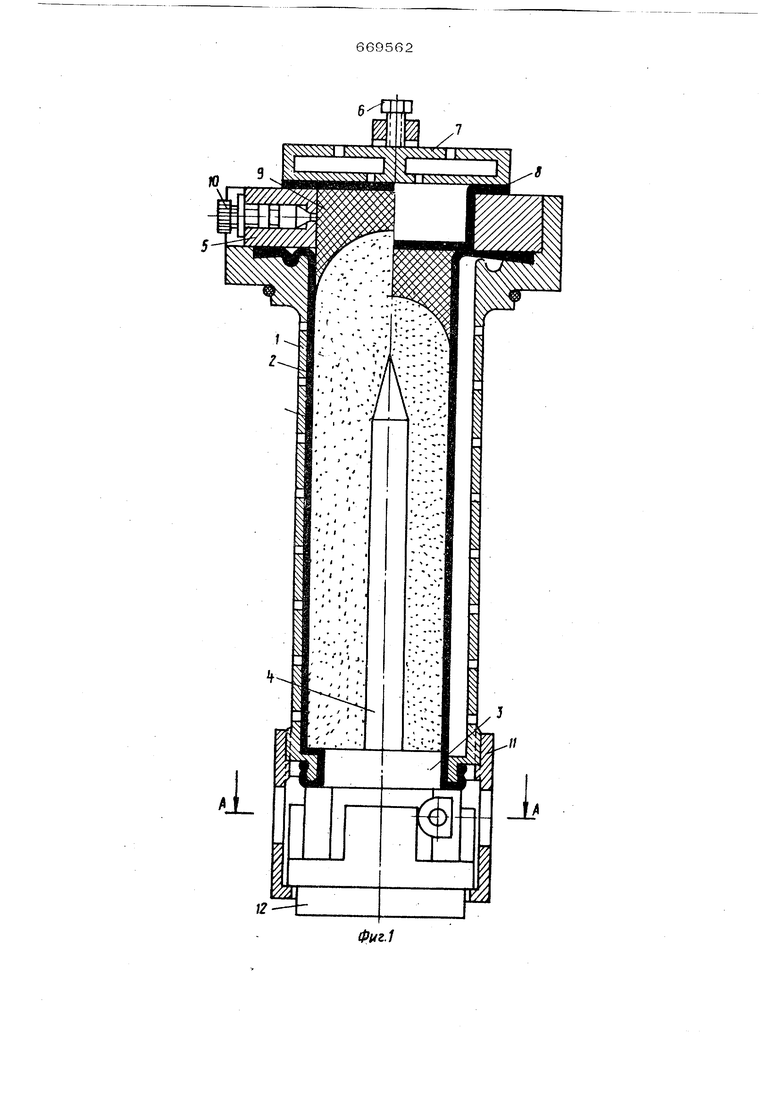
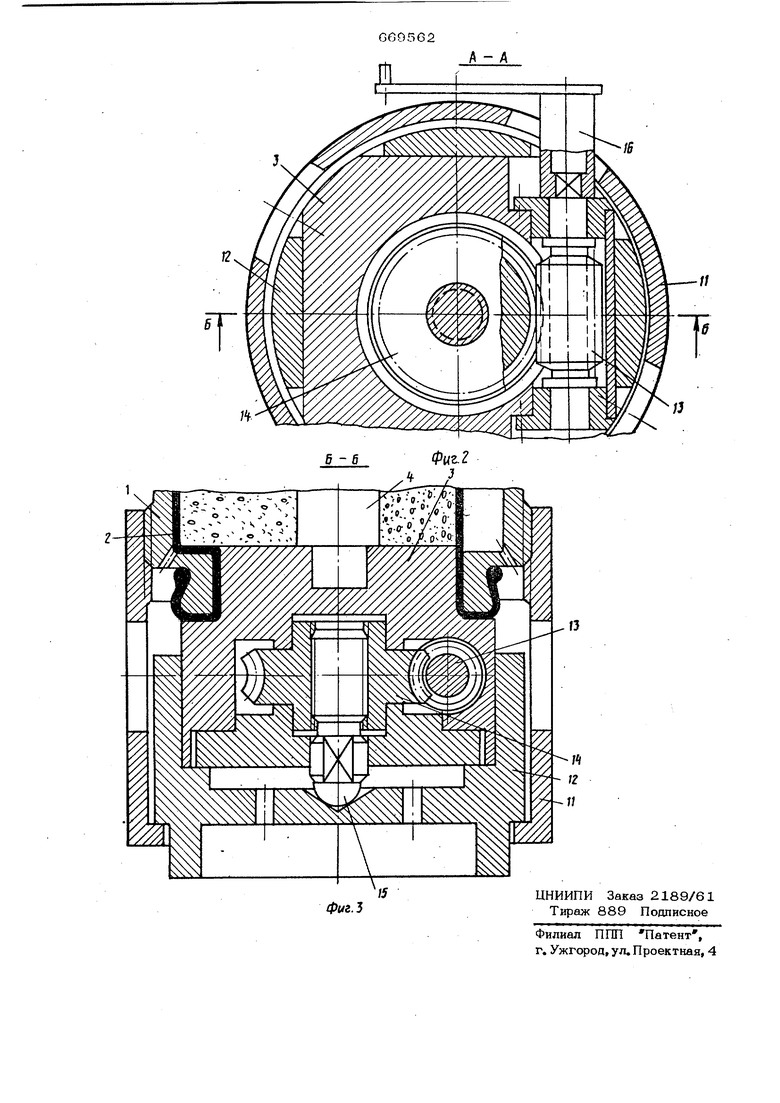
Изобретение относится, к порошковой металлургии, в частности к устройствам для изостатического прессования крупногабаритных изделий из порошков, например стопор-моноблоков ковшей, стаканов для подачи металла в кристаллизатор под уровень. Изобретение может быть исполь зовано также в огнеупорной или керамической промьпиленности. Известно устройство для изостатичес- кого прессования стаканов для разливки стали . Устройство содержит перфорированную матрицу с расположенной в ней эластичной оболочкой и керн. Недостатком конструкции является то, что керн вставляет ся в пресс-форму сверху, чем создаются трудности при засыпке порошка в прессформу и не обеспечивается центровка к на, что вызывает перекосы внутреннего . отверстия и неравномерные свойства по объему изделия. Известна также пресс-форма для изостатического прессования крупногабаритных изделий из порошковых материалов, содержащая перфорированную матрицу, днище с керном и эластичную оболочку, закрепленную одним концом между матрицей и днищем 2. Однако в такой конструкции не обеспечивается равномерный зажим оболочки между матрицей и днищем. Вспедствие этого при высоких давлениях рабочей жидкость гидростата проникает в образующиеся зазоры между днищем, и .эластичной оболочкой в формуемый порошок; с другой стороны, в местах пережима оболочки образуются дефекты (трещины, отверстия), приводящие при последующих прессованиях также к проникновению жиакости PL порошок. Сырец, замоченный рабочей жидкостью гшфостата (масло, гп церин), растрескивается в сушке, не пригоден для обжига. Кроме того, при формовании в такой пресс-форме длинномерных изделий с вертикальным центральным отверстием при отношении длины отверстия к его поперечному сечению более 6:1, не обеспечивается соосность форму щего отверстие керна, закрепленного в дншле, и матрицы, что приводит к перекосам отверстия в изделии и, следовательно, к браку изделий. Сборка - разборка пресс-формы является трудоемкой, что снижает производительность процесса прессования. Целью изобретения является повышение качества крупногабаритных изделий и производительности процесса. Поставленная цепь достигается тем, что пресс-форма снабжена червячно-винтовой передачей, вмонтированной в днище с установленньш вдоль оси пресс-формы штоком, промежуточной втулкой и накидной гайкой, причем шток выполнен с воз можностью поступательного перемещения и взаимодействия со втулкой, а втулка установлена в гайке и соединена через последнюю с матрицей. Промежуточная втулка снабжена посадочным местом для дншяа, а также окнами, выполненными по оси червяка. На фиг. 1 изображена предлагаемая пресс-форма; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 2. Пресс-форма (фиг. 1) состоит из перфорированной матрицы 1 с расположен ной в ней эластичной оболочкой 2 и днища 3 с керном 4. Верхний конец эластич ной оболочки 2 закреплен между верхним фланцем матрицы 1 и промежуточной пли той 5, нижний - между нижним фланцем матрицы 1, на который он навернут, и днйщо 3. На промежуточной плите 5 винтом 6 крепится крышка 7 с дополнительной эластичной оболочкой 8, под которой на поверхности порошка (после его засыпки/ располагается эластичный пуансон 9. В плите имеется вентиль Ю для вакуумирования формуемого порошка. С нижним резьбовым фланцем матрицы 1 связана накидная гайка 11с установленной в ней промежуточной втулкой 12, и которой имеется посадочное место для днища 3 (фиг. 2 и 3). В днище 3 встрое на червячно-винтовая передача (червяк 13, червячное колесо 14, винт-шток 15 шток 15 которой расположен по оси прессформы. Шток 15 снабжен сферической гоповкой, входящей в конус промежуточной втулки 12. Промежуточная втулка 12 снабжена окнами, расположенными по оси червяка, через которые в зацепление с последним вводится рукоятка 16. Пресс-формй работает следующим обра зом. Нижний конец эластичной оболочки 2 наворачивается на нижний фасонный фланец матрицы 1, затем в матрицу 1 вставляется днище 3 с керном 4. На днище 3 устанавливается посадочным местом промежуточная втулка 12с заплечиками. Накидная гайка 11 наворачивается на резь- бовый нижний фланец матрицы 1 и, воздействуя на днище 3 через заплечики промежуточной втулки 12, предварительно поджимает фланец днища 3 к торцу нижнего фланца матрицы 1, между которыми проложен нижний конец эластичной оболочки. Пресс-форма устанавливается вертикально. Через окно промежуточной втулки 12 в зацепление с червяком 13 вводится рукоятка 16, вращением которой через червячное колесо 14 перемещают вдоль осипрессформы щток 15. Последний, выворачиваясь из внутренней резьбы червячного колеса 14, воздействует на промежуточную втулку 12 и через ее заплечики на накидную гайку 11. Таким образом создается распорная сила между днищем 3 и заплечиками накидной гайки 11, в результате чего днище 3 с необходимым усилием поджимает оболочку 2 к торцу нижнего фланца матрицы 1. Указанная распорная сила направлена по оси пресс-формы и создает равномерное и необходимое по величине давление на всю площадь нижней части эластичной оболочки 2, чем обеспечивается надежная г метизация пресс-формы без пережимов оболочки или пруткк эластичных деталей и, следовательно, без образования дефектов на них. При этом обеспечивается соосность керна, закрепленного в днище, и матрицы 1 пресс-формы, так как днище при.равномерном усилии прижатия устанавливается без перекосов. Верхний конец эластичной оболочки 2 зажимают между верхним фланцем матрицы 1 и промежуточной плитой 5. Прессформу устанавливают в камеру для вакуумирования. Под воздействием вакуума эластичная оболочка 2 выстилает внутреннюю поверхность матрицы 1. В прессформу засыпают порошок, на верхнюю его поверхность устанавливают эластичный пуансон 9, Пресс-форму закрывают крьпикой 7 с дополнительной эластичной оболочкой 8. Вакуумируют порошок через вентиль 10, после чего в дополнительную обопочку 8 подают жидкость и порошок виброуппопшют, а затем подвергают изостат№1ескому прессованию при 8001000 ат. При прессовании рабочая жидкость пресса через отверстия матрицы 1 воздействует на эластичную обопочку 2. При этом происходит усеШка порошка. После прессования рабочая жидкость удаляется из полости между матрицей 1 и эластичной оболочкой 2, последняя занимает исходное положение. Снимают крышку 7 пресс-формы, извлекают ггуансон 9, а затем сформированное изделие, например стопор-моноблок. В пресс-форм вновь засыпают порошок. Замена оболочки 2 производится только при ее износе (через 50-60 прессований). При изготовлении стаканов для подачи металла в кристаллизатор из-за большого диаметра нижней части стакана его извлечение из пресс-формы производят через ее низ вместе с керном и днищем. В последнем случае сборка - разборка нижней части пресс-формы производится после каждогй цикла формования. По сравнению с прототипом в предложенной конструкции производительность сборки - разборки пресс-формы увеличивается на ЗО-35%, стойкость оболочек увеличивается в 2О-25 раз и брак изделий уменьшается в 3-5 раз. Уменьшаетс количество оболочек, необходимых длд прессования. Ожидаемый технико-экономический эффект от внедрения изобретения составит приблизительно 350 руб. на тонну изделий из расчета ориентировочной стоимости 1 т изделий 1300 руб. Формула изобретения 1. Пресс-форма для изостатичоского прессования изделий из порошков, содержащая перфорированную матри1;у, днище с керном к эластичную оболочку, закрепленную одним концом между матрицей и днищем, отличающаяся тем, что, с целью повышения качества крупногабаритных изделий и производительности процесса, пресс-форма снабжена червячно-винтовой передачей, вмонтированной в днище, с установленным вдоль оси пресс-формы штоком, промежуточной втулкой и накидной гайкой, причем шток выполнен с возможностью поступательного перемещения и взаимодействия со втулкой, а втулка закреплена в гайке и соединена через последнюю с матрицей, 2. Пресс-форма по п. 1, отличающаяся тем, что промежуточ ая втулка снабжена окнами, выполненными по оси червяка. 3. Пресс-форма по пп. 1 и 2, отличающаяся тем, что промежуточная втулка снабжена посадочным местом для днища. №;точникй информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 340532, кл. В 28 В 7/16, 1971. 2.Борок Б. А., Гаврилин В. И., Лобашев Б. П. и др. Технология и оборудование для гидростатического прессования, М., Филиал Всесоюзного института научной и технической информации, 1959, с, 12-13,
12

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| Пресс-форма для гидростатического прессования порошка | 1981 |
|
SU994111A1 |
| Установка для прессования изделий из сыпучих масс | 1984 |
|
SU1256965A1 |
| Вертикальный пресс для производства изделий из металлических порошков | 1990 |
|
SU1815235A1 |
| Пресс-форма для гидростатического прессования изделий из порошков | 1981 |
|
SU980961A1 |
| Способ изготовления сложнофасонных изделий из порошка | 1981 |
|
SU967678A1 |
| Вертикальный пресс для производства изделий из металлических порошков | 1988 |
|
SU1620328A1 |
| Пресс для прессования изделий из металлических порошков | 1980 |
|
SU927557A1 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| Механический пресс для прессования изделий из металлического порошка | 1979 |
|
SU876298A1 |