Изобретение относится к области коксохи.мической технологии и, в частности, к способам производства формованного кокса.
Известные способы производства формованного кокса заключаются в формовании шихты с последующей прокалкой формовок.
Недостатки этих способов заключаются в том, что они не обеспечивают необходимую эффективность и возможность использования плохоспекающихся углей.
Цель настоящего изобретения заключается в устранении указанных недостатков.
Отличие предлагаемого способа заключается в том, что слабоспекающийся уголь дробят на фракции 3-0-г12-О мм и разделяют в водной среде на легкий и тяжелый концентраты, тяжелый концентрат подвергают полукоксованию, после чего легкий концентрат смешивают с полученным полукоксом в соотнощении примерно 1:1 и смесь подвергают формованию.
Предлагаемый способ заключается в следующем.
Подвергаемый переработке обогащенный уголь (концентрат) разделяют по (плотности на легкую, хорошоспекающуюся и тяжелую, плохоспекающуюся части (легкий и тяжелый концентраты). Тяжелый концентрат подвергается полукоскованию. Горячий .полукокс смещивается с предварительно нагретым легким
концентратом, который является спекающим компонентом смеси и догревается полукоксом до температуры пластического состояния. Полученная масса направляется на формование (прессование брикетирование). Формовки прокаливаются и полученные таким образом коксобрикеты охлалсдаются.
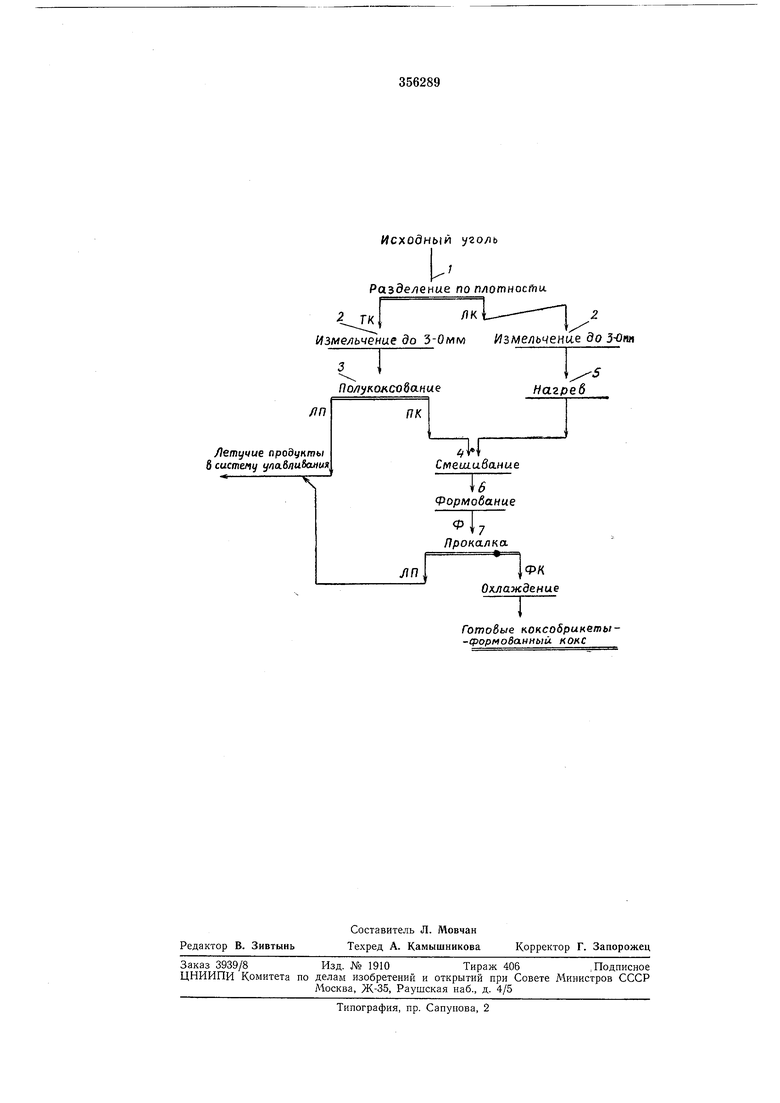
Предлагаемый способ нроизводства формованного кокса представлен в виде технологической схемы, на которой показана последовательность операций переработки угля. На схеме приняты следующие обозначения: Л К -легкий концентрат, ТК - тяжелый концентрат, ПК - полукокс, ЛП - летучие
продукты, Ф - формовка, ФК - формованный кокс.
Исходный слабоспекающийся уголь, который представляет собой совокупность различающихся по содержанию минеральных примесей, петрографическому составу и спекаемости фракций, делится по плотности на легкий хорошоспекающийся и тяжелый плохоспекающийся концентраты (операция I). Разделение осуществляется в отсадочных машинах или в
тяжелосредных аппаратах в процессе обогащения угля. В промышленных условиях разделению подвергаются классы крупнее 0,5 мм, а содержащая повыщенное количество фюзена и обычно хужеспекающаяся пыль в необогаможет присаживаться к тяжелому концентрату.
Перед разделением, с целью обеспечения требуемых свойств легкого и тяжелого концентратов, уголь подвергается дроблению, степень которого зависит от типа угля. При исследовании углей западных и центральных районов Донбасса степень дробления находилась в пределах от 3-О до 12-О мм. Выход легкого и тяжелого концентратов определяется плотностью, по которой происходит разделение. Последняя .выбирается с учетом требуемой характеристики продуктов разделения таким образом, чтобы .BfcoBoe соотношение спекающего и отощающего (полукокса) компонентов в формуемой смеси с учетом потери массы угля в .процессе полукоксования составляло 1:1. Величина этого соотношения установлена опытным путем и ялвяется оптимальной.
Тяжелый концентрат после измельчения до крупности 3-О мм (операция 2) поступает на полукоксование, которое (операция 3) осуществляется одним из известных способов в аппаратах с «кипящим слоем либо с применением твердого теплоносителя при конечной температуре процесса порядка 600-650° С. При этом выход летучих веществ из полукокса (Y) должен быть «а уровне 8-16%.
Например, .в результате разделения слабоспекающегося угля щахты Западно-Донбасская № 16-17 крупностью 8-О мм в тяжелой жидкости плотностью 1,25 г/см были получены легкий и тяжелый концентраты.
При полукоксовании тяжелого концентрата выход полукокса составил 75%, 11%, ,5%. Соотношение выделенного легкого концентрата и полукокса из тяжелого концентрата равно 42,4:57,6.0, : 1, что соответствует оптимальному значению.
Горячий -полукокс смешивается (операции 4) с предварительно дробленным (операция 2) и быстро нагретым до температуры 350° С (операция 5) легким концентратом. При этом полукокс в процессе смешения догревает легкий концентрат до пластичного состояния и смесь, температура которой составляет 450°С, направляется на формование.
Формование (операция 6) осуществляется под давлением 20 кг/см в пресс-формовочной машине шнекового или гусеничного типа. Формовки заданной плотности и конфигурации поступают на прокалку (операция 7), которая производится в печах непрерывного действия при температуре 800° С. Охлажденные коксобрикеты - формованный кокс являются готовым продуктом производства.
Летучие и паро- и газообразные продукты полукоксования и прокалки направляются в систему улавливания.
Отличительным признаком предлагаемого способа является выделение спекающего компонента и получение полукокса-теплоносителя и отощающего компонента формуемой смеси из одного и того же исходного слабоспекающегося угля. Наличие этой особенности позволяет производить более дешевый формованный кокс из одних слабоспекающихся углей при высоком качестве формовок.
Изложенным способом могут перерабатываться слабосжекающиеся угли. Особенно рационально использование его для переработки петрографически неоднородных углей, которые представляют собой естественную смесь различных микрокомпонентов, соотношение и
свойства которых не позволяют перерабатывать такие угли известными способами.
Способ проверен в лабораторном масштабе на слабоспекающихся малометаморфизированных углях. При соблюдении приведенных
выше технологических параметров процесса получаемый формованный кокс характеризуется следующими показателями: пористость 40-60%, при , структурная прочность по Грязнову 60-65%. При обработке в
лабораторном барабане коксобрикеты только окатываются по поверхности (М4о 85-90%).
Предмет изобретения
Способ производства формованного кокса путем формования щихты с последующей прокалкой формовок, отличающийся тем, что, с целью повышения эффективности способа и использования низкосортного угля, слабоспекающийся уголь дробят на фракции 3-0-н 12-О мм и разделяют в водной среде на легкий и тяжелый концентраты, тяжелый концентрат подвергают полукоксованию, после чего легкий концентрат смешивают с полученным
полукоксом в соотношении примерно 1 : 1 и смесь подвергают формованию.
1/1змв/1ьчение до 3-Омм
in
/7олукодсо8аниеНагреб
П
Летучие проЭукгоы 8 cucmefli/ упа.8ли&ания
Исходный /го/)ь
РазЭе/)ение по n/iomHocftiu
х
Изл ельчение Эо 3-Qm 5
ПК
1 .а6анце
17
срормование
Прокалка.
Ф«
, Охлаждение
Готовые коксобрикеты-срормованный кокс
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО КОКСА | 2012 |
|
RU2516661C1 |
| Состав шихты для получения металлургического кокса | 2020 |
|
RU2769188C1 |
| СПОСОБ ПОДГОТОВКИ К КОКСОВАНИЮ ЧАСТИЧНО БРИКЕТИРОВАННОЙ ШИХТЫ | 2007 |
|
RU2348680C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО МЕТАЛЛУРГИЧЕСКОГО КОКСА ДЛЯ ВЫСОКОИНТЕНСИВНОЙ ВЫПЛАВКИ ВАНАДИЕВОГО ЧУГУНА | 2014 |
|
RU2592598C2 |
| НЕФТЯНАЯ КОКСУЮЩАЯ ДОБАВКА | 2016 |
|
RU2637965C1 |
| Способ управления процессом обогащения угля | 1988 |
|
SU1524928A1 |
| СПОСОБ ПОДГОТОВКИ УГОЛЬНОЙ шихты к КОКСОВАНИ10 | 1971 |
|
SU298633A1 |
| Добавка к шихтам для производства металлургического кокса | 2017 |
|
RU2636514C1 |
| Способ подготовки угольной шихты для коксования | 1987 |
|
SU1640145A1 |
| СПОСОБ ФОРМОВАНИЯ МЕЛКИХ ФРАКЦИЙ НЕФТЯНОГО КОКСА | 2017 |
|
RU2660129C1 |