Изобретение относится к трубопрокатному производству и направлено на расширение возможности прошивки труднодеформируемых сплавов на станах косой прокатки.
Известное устройство для подогрева металла Б очаге деформации при горячей прокатке включает токоподводы к рабочим валкам, что не обеспечивает подвода тока внутрь металла.
Для улучшения условий деформации при прокатке полых изделий на оправке путем подвода тока внутрь изделия предложенное устройство дополнительно снабжено токоподводом к оправке.
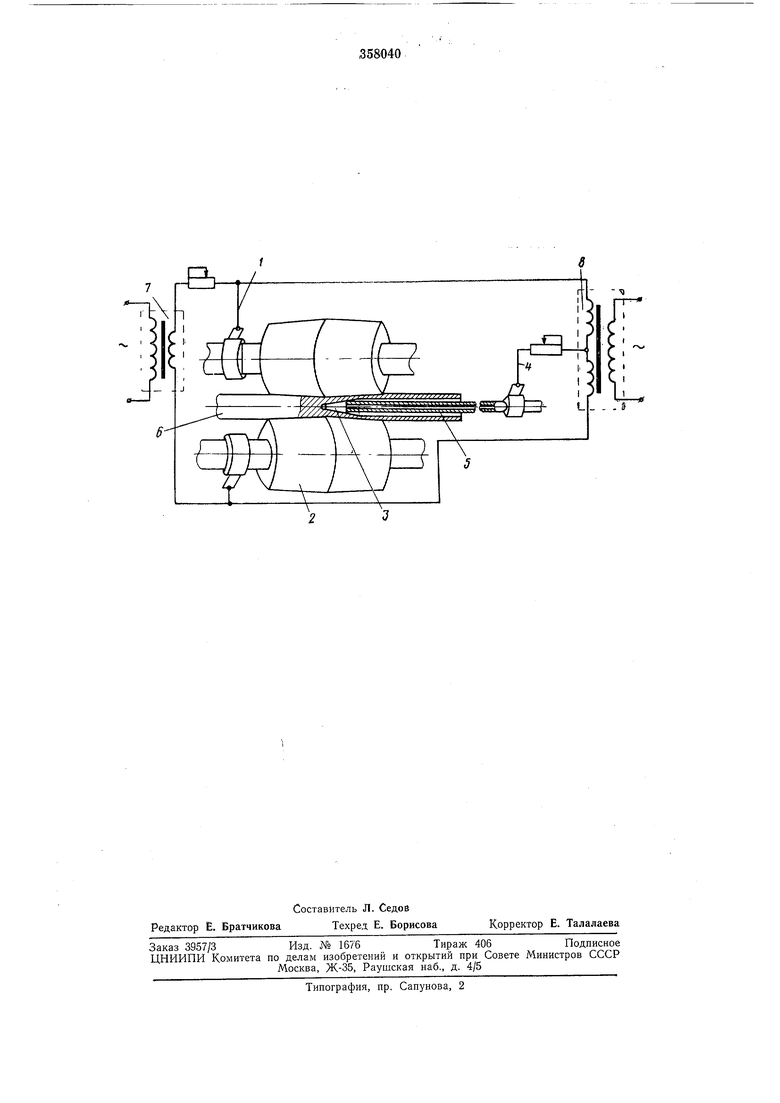
На чертеже схематично изображено предложенное устройство.
Устройство включает токоподводы / к рабочим валкам 2, между которыми находится нагретая заготовка, прошиваемая оправкой 3 с токоподводом 4 через щетки и контактные кольца, охватывающие оправочный стержень 5.
Устройство осуществляет электроконтактный подогрев заготовки 6 в процессе прошивки путем подачи напряжения от трансформаторов 7 и S через токоподводы / к валкам 2 и через токоподвод 4 к оправке 3. По первой цепи напряжение от трансформатора 7 подается к валкам, изделие разогревается. По второй цепи подается напряжение от трансформатора 8 к оправке и валкам и за этот счет заготовка разогревается изнутри.
Возможность раздельного регулирования тока в цепях «валок - заготовка - валок и «валок - конусная часть гильзы - оправка
позволяет осуществлять оптимальный режим нагрева и подбирать требуемую температуру в зоне деформации как на наружной поверхности, так и во внутренней полости, что особенно важно при производстве труднодеформируемых сплавов.
Предмет изобретения
Устройство для подогрева металла ь очаге деформации при горячей прокатке, включающее токоподводы к рабочим валкам, отличающееся тем, что, с целью улучшения условий деформации при прокатке полых изделий на оправке, оно снабжено дополнительным токоподводом к оправке. 7 Г-Ь
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
| Способ винтовой прокатки гильз | 1978 |
|
SU763011A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА СТАНАХ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2004 |
|
RU2294249C2 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2527582C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ГЛАДКИХ, НАРЕЗНЫХ, КОТЕЛЬНЫХ, ТОЛСТОСТЕННЫХ И ТРУБ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДИАМЕТРОМ ОТ 273 ДО 630 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2564505C2 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ | 1999 |
|
RU2175899C2 |
| Способ настройки стана винтовой прокатки | 1975 |
|
SU534260A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |