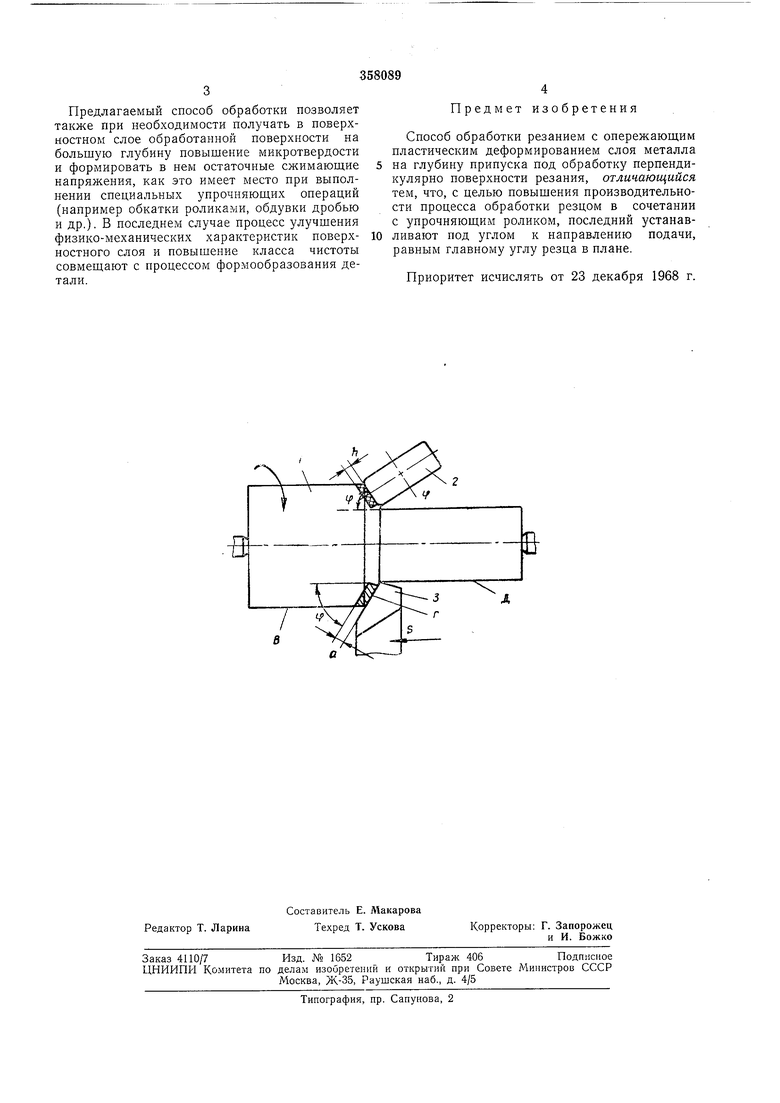
Известны способы обработки резанием с опережающим пластическим деформированием слоя металла на глубину припуска под обработку перпендикулярно поверхности резания. Эти способы, основанные на изменении физико-механических свойств срезаемого слоя, позволяют повысить производительность процесса резания. Предлагаемый способ предназначен исключительно для обработки резцом в сочетании с упрочняющим роликом. С этой целью упрочняющий ролик устанавливают под углом коси детали, равным главному углу резца в плане. На чертеже изображена схема реализации описываемого способа. Здесь 7 - заготовка; 2 - накатной ролик; 3 - резец; ф - главный угол резца в плане; 5 - направление подачи; Г - поверхность резания, определяемая припуском под обработку; В - обрабатываемая поверхность; Д - обработанная поверхность; h - глубина наклепанного слоя; а - толщина снимаемого слоя. ному углу резца в плане, и направляют усилия обкатки перпендикулярно поверхности Г. Ролик 2 пластически деформирует поверхность резания; расположенную под углом ф к обработапной поверхности. Режущими кромками инструмента срезается материал, уже претерпевший определенную пластическую деформацию и имеющий новые физико-механические свойства. Поскольку конечная степень пластической деформации стружки имеет одинаковую величину как при обычном резании, так и резании по предварительно упрочненному материалу, то по предлагаемому способу режущим инструментом совершается не вся работа, а только ее часть. Это приводит к уменьшению усадки стружки, сил резания, количества выделяемого тепла. Глубина наклепанного слоя h с высокой степенью деформации и твердостью при обкатке поверхности резания может задаваться меньшей величины, чем толщина срезаемого слоя a(), и тем самым будет исключаться вредное воздействие наклепа на режущие лезвия инструмента, т. е. последние будут перемещаться в слое материала с исходной твердостью или близкой к ней. Все это обеспечивает значительное повышение стойкости инстПредлагаемый способ обработки позволяет также при необходимости получать в поверхностном слое обработанной поверхности на большую глубину повышение микротвердости и формировать в нем остаточные сжимающие напряжения, как это имеет место при выполнении специальных упрочняющих операций (например обкатки роликами, обдувки дробью и др.). В последнем случае процесс улучшения физико-механических характеристик поверхностного слоя и повышение класса чистоты совмещают с процессом формообразования детали.
Предмет изобретения
Способ обработки резанием с опережающим пластическим деформированием слоя металла на глубину припуска под обработку перпендикулярно поверхности резания, отличающийся тем, что, с целью повышения производительности процесса обработки резцом в сочетании с упрочняющим роликом, последний устанавливают под углом к направлению подачи, равным главному углу резца в плане.
Приоритет исчислять от 23 декабря 1968 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2399460C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1973 |
|
SU407648A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2014 |
|
RU2578875C1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| Способ обработки резанием | 1980 |
|
SU1009610A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ РЕЗАНИЕМ | 2007 |
|
RU2340427C2 |
