1
Изобретение касается механической обработки металлов.
Известен по основному авт. св. № 358089 способ обработки с опережающим пластическим деформированнем, заключающийся в том, что упрочнению роликом подвергается поверхпость резания, образуемая при точении главной режущей кромкой резца. Описывае.мый снособ позволяет надежно дробить стружку и повысить качество поверхностного слоя готовой детали нутем дополпительной упрочняющей обработки.
Для этого на поверхности резаиия наносят стружкоразделительные канавки, а поверхность, выходящую нз-нод резца, дополнительио обкатывают, нриче.м упрочняющий ролик для пластического деформироваиия выполнен с зубцами и фаской.
Для повышения эффектнвности снособа пластичное деформирование деталей осуществляют выглаживаннем, наклепыванием и.ли чёкаикой, для чего применяют соответствующий инструмеит.
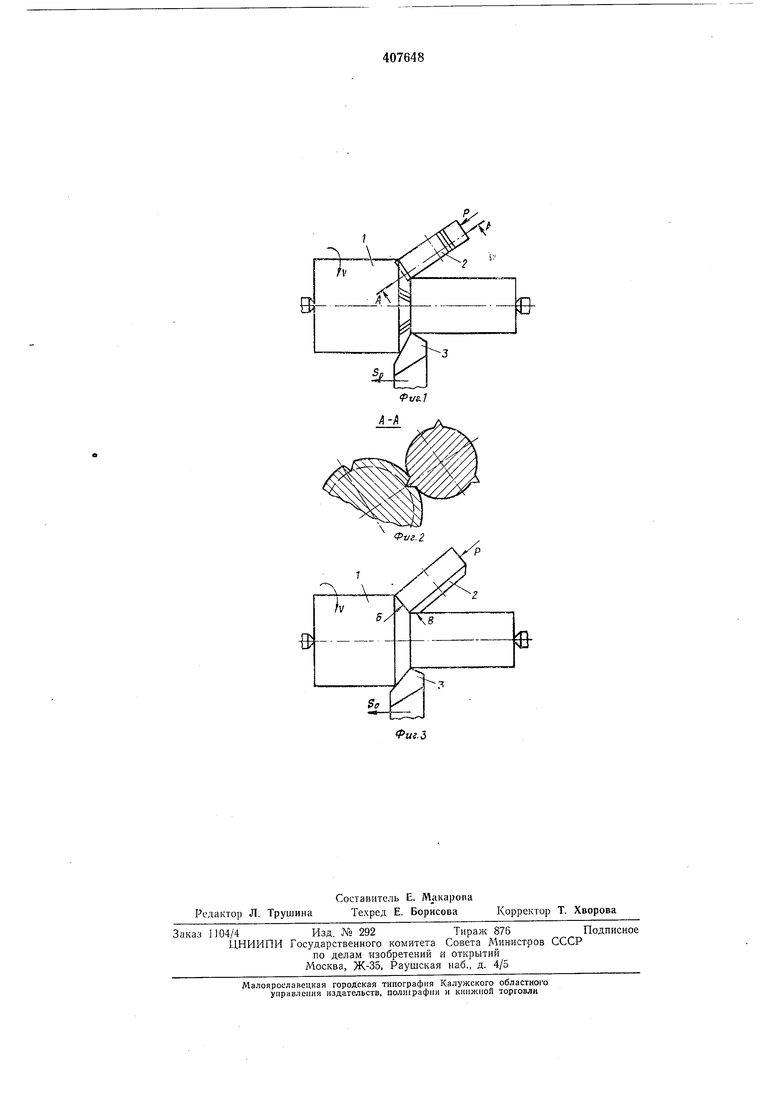
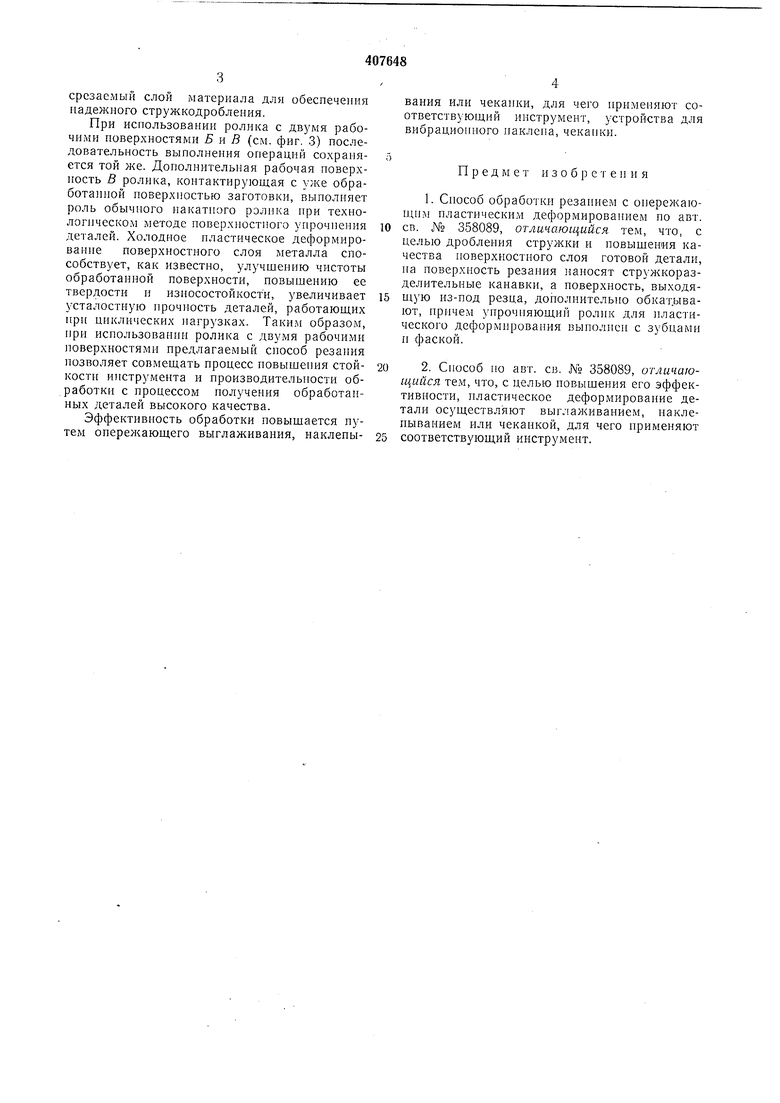
На . 1 изображена схема обработки резанием с опережаюни1м пластическим деформированием по предлагаемому способу при одповремеином дроблении стружки роликом с выступающими зубьями; на фиг. 2-сечение по /1-Л на фиг. 1; па фиг. 3 - схема обработки ири одиовременной обкатке обработаннон поверхности детали донолнительной фаской ролика.
Ролик / вводят в соприкосиовепие с обрабатываемой поверхностью (при свободном
резании) или с поверхностью резаиия (налример, при косоугольном точении) заготовки 2 и с номощью нагружающего устройства задают необходимое давление Р. на срезаемый слой. Обрабатываемой заготовке 2 сообщают
вращательное движепие V, а инструменту 3 и иакатиому ролику I - иостунательное перемещение S(, (движеиие нодачи). Иа цилиндрической рабочей поверхности ролика выполняют одни или более редко расноложеппых
но окружности выступающих зубьев (см. фиг. 2).
При обкатке роликом осуществляют предварительную пластическую деформацию срезаемого слоя металла как при обычпом резаиии с оиережаюптим пластическим деформироваг1ием и, кроме того, выступающими зубьями ролика выполияют в срезаемом слое стружкоразделительиые канавки, которые являются копцентраторами иапряжеиий в стружке и способствуют периодическому разрушению стружки на отдельные элементы.
Зубья должны выступать над цилиндрической поверхностью ролика па величину, равную оптимальной глубине их внедрения в
срезаемый слой материала для обеспечения надежного стружкодробления.
При использовании ролика с двумя рабочими новерхностями Б н В (см. фиг. 3) послехаовательность выполнення операций сохраняется той же. Дополнительная рабочая поверхность В ролика, онтактирующая с уже обработанной поверхностью заготовки, выполняет роль обычного накатного ролика нри техпологпческо.м методе поверхиостного упрочпения деталей. Холодное нластическое деформирование поверхностного слоя металла способствует, как известно, улучшению чистоты обработанной поверхности, повышению ее твердости и износостойкости, увеличивает усталостную прочность деталей, работаюш,их при циклических иагрузках. Таким образо.м, при использовании ролика с двумя рабочими поверхностями предлагаемый способ резания позволяет совмещать процесс повышения стойкости инструмента и производительпости обработки с процессом получения обработанных деталей высокого качества.
Эффективность обработки повышается путем опережающего выглаживания, наклепывания или чеканки, для чего нрнмепяют соответствующий инструмент, устройства для вибрационного наклепа, чекапки.
Предмет изобретения
1. Способ обработки резанием с опережающим пластическнм деформированием по авт.
св. № 358089, отличающийся тем, что, с целью дробления стружки и повышения качества иоверхностного слоя готовой детали, иа поверхность резапия наиосят стружкоразделительные каиавки, а поверхность, выходящую из-нод резца, дополнительно обкат.ывают, причем унрочняющнй ролик для пластического деформирования вынолнсн с зубцами п фаской.
2. Снособ но авт. св. № 358089, отличающийся тем, что, с целью новышения его эффективности, нластическое деформирование детали осуществляют выглаживанием, наклепыванием или чеканкой, для чего примеияют
соответствующий инструмент.
g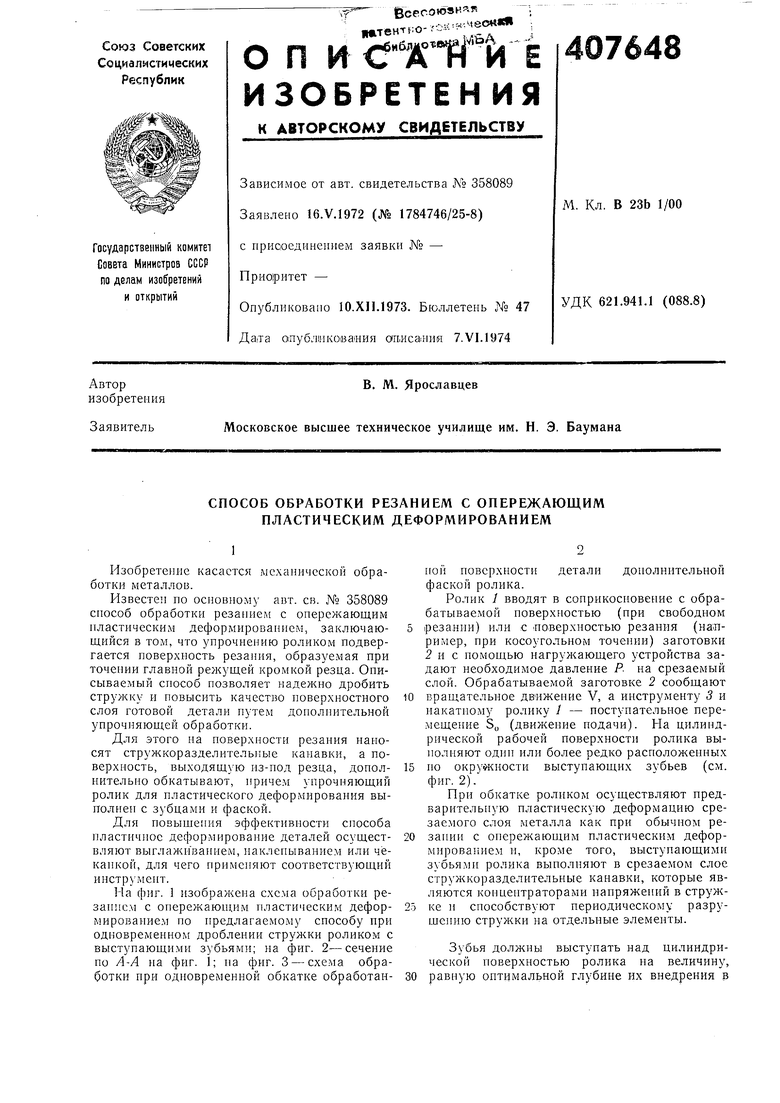
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1972 |
|
SU358089A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| Способ поверхностной обработки деталей | 1990 |
|
SU1750933A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2014 |
|
RU2578875C1 |
| Устройство для подготовки поверхности прутковых заготовок и последующей обработке резанием | 1981 |
|
SU1036458A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2399460C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| Способ комбинированной обработки полых цилиндрических поверхностей деталей | 1985 |
|
SU1329913A1 |