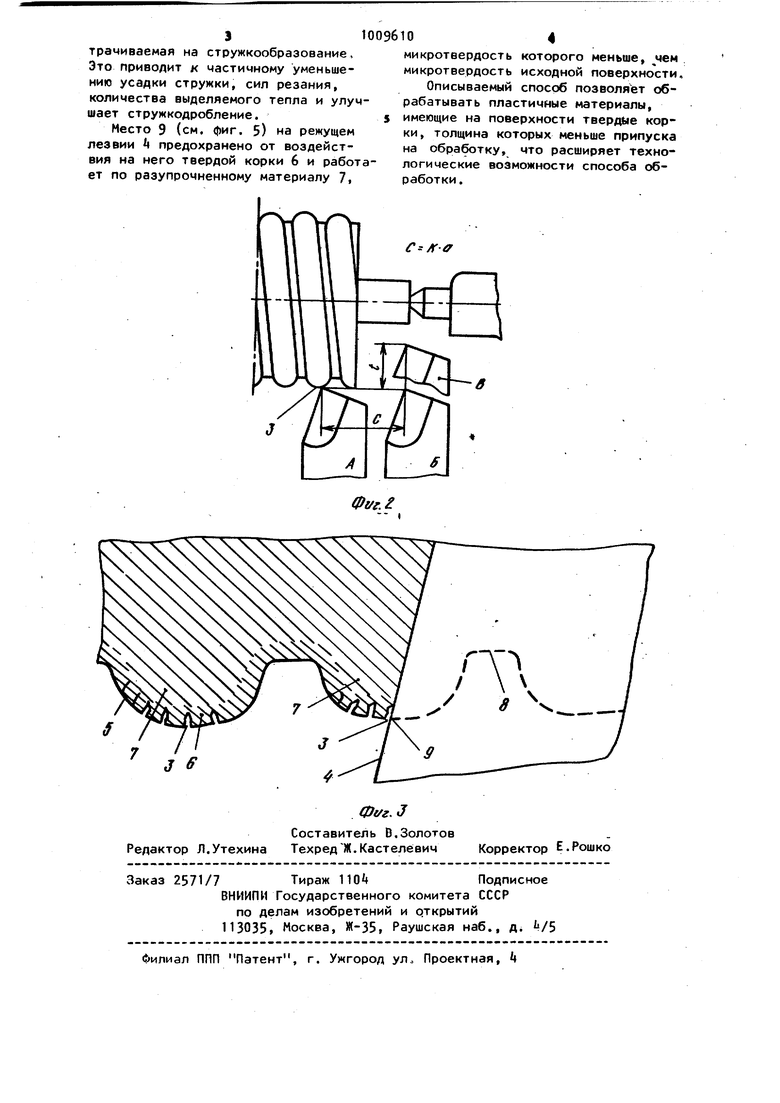
110 Изобретение относится к области обработки металлов резанием. . Известен способ обработки металлов резанием , согласно которому при механической обработке режущим инструментом поверхность заготовки под вергают предварительной деформации клиновидным роликом, причем режущий инструмент и ролик перемещают с один ковой подачей. При внедрении клиновид ного ролика поверхностный слой изза своей хрупкости полностью или частично скалывается на всю глубину припуска. Однако технологические возможности такого способа ограничены, например, он не пригоден для обработки пластичных материалов, имеющих на поверхности твердые корки, толщина которых меньше припуска под обработку. Цель изобретения - расширение технологических возможностей способа. Эта цель достигается тем, что по способу обработки резанием, покоторому перед обработкой режущим инстру ментом поверхность изделия подвергают предварительной деформации роликом с клиновидной рабочей частью, причем режущий инструмент и ролик перемещаю с одинаковой подачей в одном направлен1+и, при обработке изделий из пластичных материалов, например стальных имеющих на обрабатываемой поверхности твердые корки, предварительное де формирование ведут роликом, вдоль ра бочей части которого выполнен поясок представляющий собой цилиндрическую поверхность шириной менее половины величины подачи, затем касаются вершиной режущего инструмента средней части одной из выпуклостей, полученной в результате пластического деформирования обрабатываемой поверхности смещают резец в сторону от изделия на расстояние, кратное произведению глубины резания на котангенс главного угла в плане резца, затем устанавливают глубину резания и производят обработку резанием. На фиг. 1 показана схема установки деформирующего ролика на фиг. 2. схема установки резца на глубину резания после касания вершиной резца средней части одной из выпуклостей, полученной в результате пластического деформирования обрабатываемой поверхности, и осевого его перемещения за пределы изделия; на фиг. 3 форм обрабатываемой поверхности после де02формирования ее клиновидным роликом с цилиндрическим пояском. Обрабатываемую поверхность изделия 1 (фиг. 1) перед обработкой резанием подвергают деформации с определенным усилием Р роликом 2 с клиновидной рабочей частью, на которой выполнен цилиндрический поясок М шириной менее половины подачи S, с которой перемещается ролик вдоль обрабатываемой поверхности изделия о После обработки роликом при неподвижном изделии к средней части 3 одной из выпуклостей на обрабатываемой поверхности изделия касаются вершиной режущего инструмента (инструмент в положении А (см. фиг. 2), затем смещают инструмент в сторону от изделия на расстояние С, которое определяют по формуле С - К t ctcjr Ч, где К - любое целое число, по величине выбирается таким, чтобы после смещения резец находился за пределами изделия (положение Б на фиг. 2 ); t - глубина резания, мм; Ч - главный угол в плане резца, Далее резец устанавливают на глубину резания t (положение В на фиг.2, изделию сообщают вращательное движение и производят обработку резанием с подачей S, равной по величине подаче, с которой перемещали деформирующий ролик. При этом главное режущее лезвие k всегда проходит через средние части 5 всех выпуклостей на обрабатываемой поверхности изделия. В периферийном слое 5 см. фиг.З) в результате деформирования его клиновидным роликом с цилиндрическим пояском создаются растягивающие напряжения, в результате чего корка 6 разрушается (растрескивается или отслаивается), а основной материал 7 разупрочняется. Последнему способствует то, что ширина М вершины внедряю1цегося в изделие 1 ролика 2 выполнена по величине меньшей половины подачи, т.е. гл -|-При резании вследствие того, что срезаемый слой в своей средней части 8 (см. фиг,, 3) предварительно подвергнут пластическому деформированию, уменьшается работа, за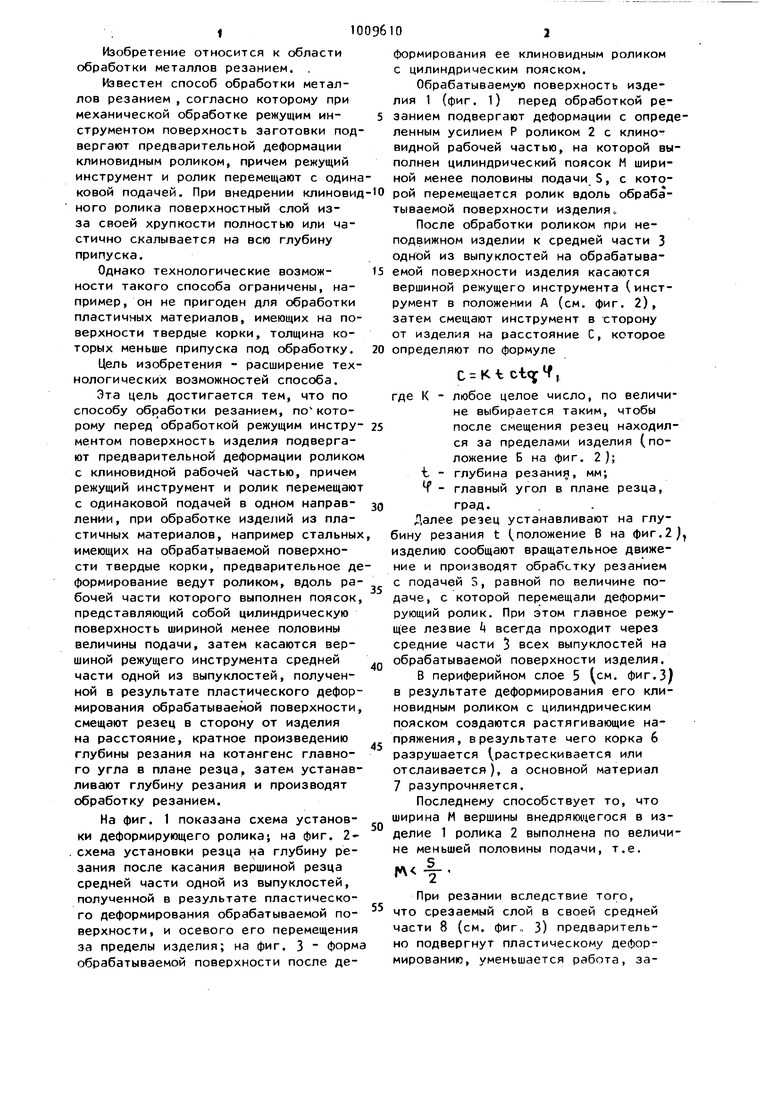
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| Способ комбинированной обработки | 1990 |
|
SU1803271A1 |
| Способ комбинированной обработки точением и поверхностным пластическим деформированием | 2020 |
|
RU2728994C1 |
| Способ механической обработки твердых материалов | 1989 |
|
SU1773560A1 |
| Способ обработки резанием твердого материала | 1989 |
|
SU1722695A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2399460C1 |
| Способ дробления стружки при токарной обработке пластичных материалов | 1986 |
|
SU1371773A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ, при котором перед обработкой режущим инструментом поверхность изделия подвергают предварительной деформации- роликом с клиновидной рабочей частью, причем режущий инструмент и ролик перемещают с одинаковой подачей, в одном направлении. отличающийся тем, что, с целью расширения технологических возможностей при обработке изделий из пластичных материалов, имеющих на обрабатываемой поверхности твердые корки по толщине меньше глубины резания, предварительное деформирование ведут роликом, на рабочей части которого выполнен цилиндрический поясок шириной менее половины подачи, затем касаются вершиной резца срединной части одной из выпуклостей, полученной в результате пластического деформирования обрабатываемой поверхности роликом, смещают резец в сторону от изделия на расстояние, равное произведению глубины резания на котангенс главного угла в плане резца, устанавливают глубину резания и производят обработку резанием. СО О)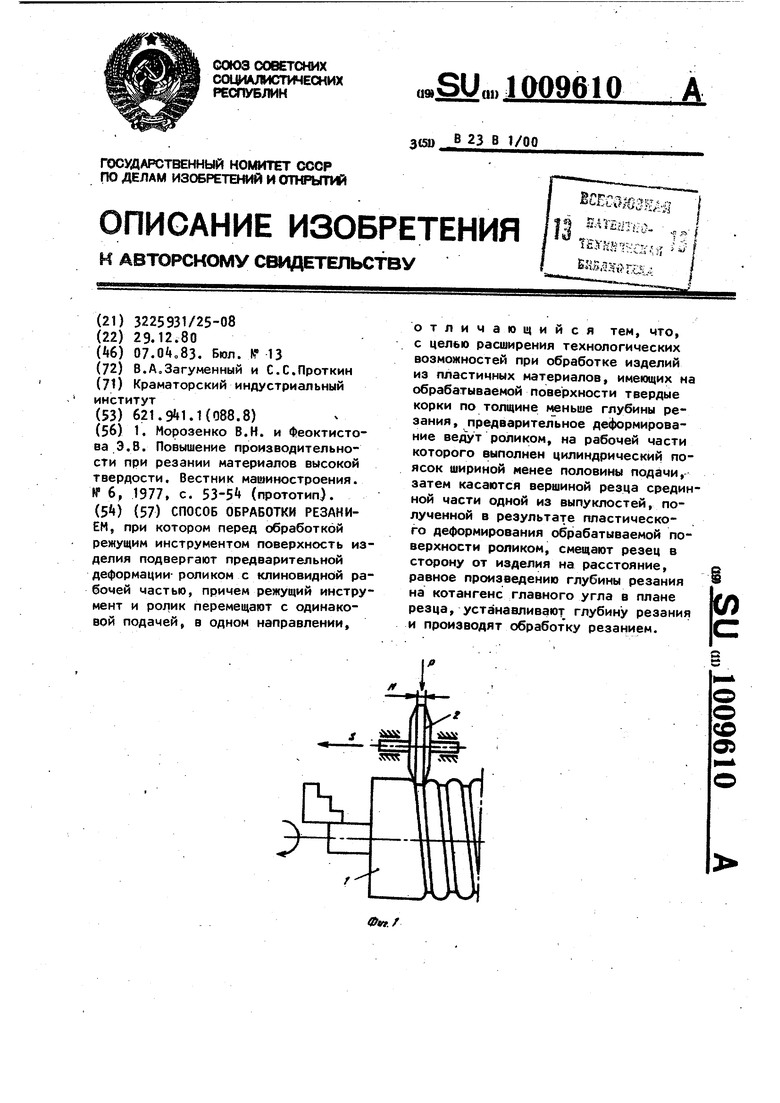
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Морозенко В.И | |||
| и Феоктистова Э | |||
| В | |||
| Повышение производительности при резании материалов высокой твердости | |||
| Вестник машиностроения | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
