Изобретение относится к изготовлению индукторов для электротермии.
Известен способ изготовления индукторов ио авт. св. N° 291382, в котором канал системы водоохлаждения формуют в массе изолирующего компаунда и в отформованный канал укладывают ленточную токопроводящую обмотку с легкой; явкой массой, а после повторной заливки полученного корпуса компаундом легкоплавкую массу удаляют.
Недостаток способа - наличие операций заполнения канала легкоплавкой массой, например церезином, и выплавления ее после повторной заливки.
Для упрощения технологии изготовления и повышения надежности индуктора по предлагаемому способу ленточную токопроводящую обмотку перед укладкой в отформованный канал помещают в гибкую трубку из электроизоляционнОГО .водонепроницаемого материала, а леред заливкой компаундом электроизоляциолную трубку заполняют жидкостью.
Способ поясняется чертежом.
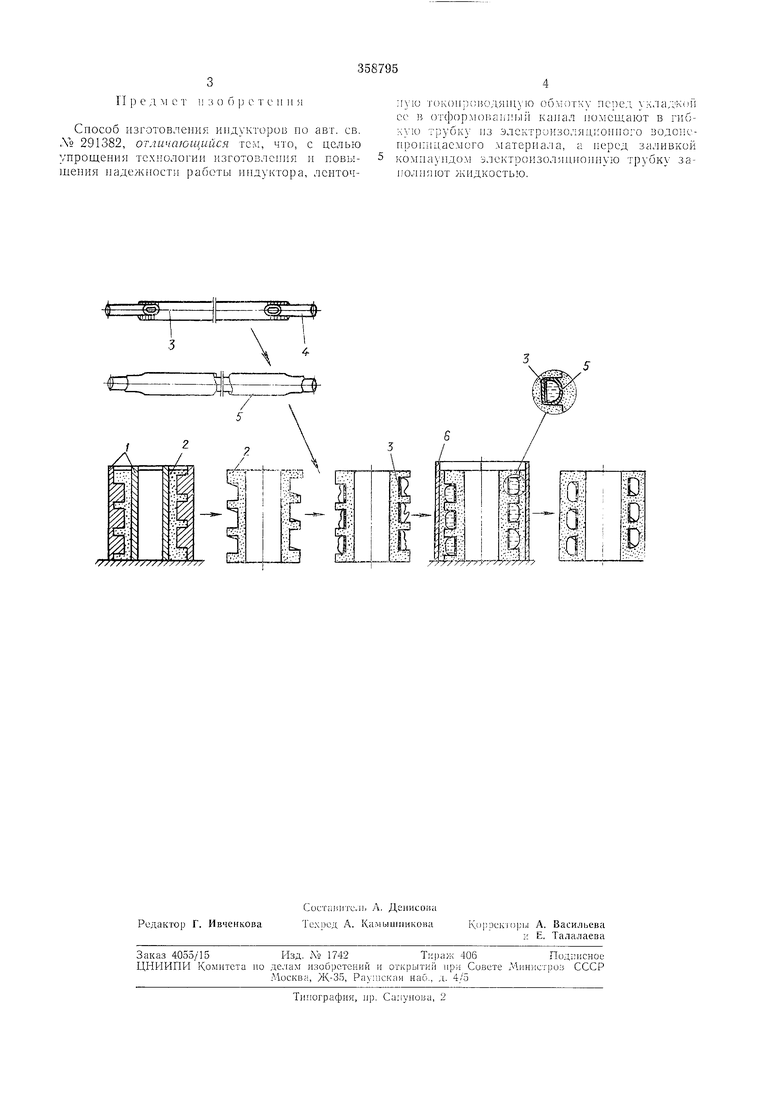
В разборной опалубке 1, состоящей из внутре7 ней и наружной форм, производят заливку компаунда и формование из него гильзы 2 с иазом канала водоохлаждения индуктора. После затвердевания и сушки гильзу вынимают из опалубки.
Производят изготовление токопроводящей облютки. Для этого к ленте 3 припаивают куски трубок 4, например, из меди, которые служат для иодвода охлаждающей воды во время работы индуктора. Затем ленточную обмотку прокладывают в гибкой трубке 5 из водонепроницаемого электроизоляционного материала. Материало.м трубки может быть полихлорвинил, полиэтилен, фторопласт и др. Концы трубки 5 плотно закрепляют, например, с помощью клея, на кусках медных трубок 4, чтобы избежать протекапия воды мсл-;ду ними во время работы индуктора.
Ленту 3 вместе с закрепленной трубкой 5 укладывают в отформованный канал гильзы 2. Полученный каркас помещают в разборную опалубку 6. Закрепив концы обмотки, заполняют трубку 5 жидкостью, например водой. Производят повторную заливку компаундом, сушку и разбирают опалубку. Воду удаляют из образовавшегося капала продувкой сжатым воздухом.
Применение гибкой изоляционной трубки, в которой укладывают токопроводящую обмотi;y, более надежно осуществляет межвитковую электроизоляцию индуктора и исключает протекание воды, охлаждающей индуктор во время работы, через трещины, которые могут образоваться при сушке и работе индукционной Установки.
Способ изготовления индукторов по авт. св. АО 291382, отличающийся тем, что, с целью упрощения технологии изготовления и повышения надежности работв индуктора, леиточ;iyio тс)1-;()ир(1 одян1у1о оомотку пе)ед хкладкои ее )i отфор.моваьлы канал номегцают в гибкую трубку из элсктроизолядиоииого водоиспроиидаеЛЮго материала, а иеред заливкой комиаундол злектроизоляииоииую трубку заполняют жидкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЬНЫХ ИНДУКТОРОВ | 1971 |
|
SU291382A1 |
| Способ изготовления охлаждаемой обмотки индуктора | 1980 |
|
SU949851A1 |
| Способ изготовления нагревательного модуля | 1983 |
|
SU1109019A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Индуктор для нагрева и способ его изготовления | 1991 |
|
SU1826144A1 |
| КОМБИНИРОВАННЫЙ ПЛАЗМОТРОН | 2010 |
|
RU2440701C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ЗДАНИЙ ИЗ МОНОЛИТНОГО БЕТОНА И ЖЕЛЕЗОБЕТОНА С МОНОЛИТНОЙ ОТДЕЛКОЙ | 1991 |
|
RU2057865C1 |
| Способ изготовления набивных тиглей индукционных печей | 1981 |
|
SU1015227A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| Устройство для индукционного нагрева деталей | 1977 |
|
SU729857A1 |