Изобретение относится к области автоматизации процесса сортировки металлических листов при резке.
Известно корректирующее устройство для систем сопровождения, управляющих адресной сортировкой изделий, перемещаемых транспортными механизмами, содержащее датчик положения изделия в пункте адресования, ячейку памяти, у которой вход чтения соединен с датчиком положения, а вход записи служит для приема информации из системы сопровождения и датчик приращений перемещения транспортного механизма.
Цель изобретения состоит в том, чтобы обеспечить возможность удаления изделия с транспортной линии до подхода его к пункту адресования без нарушения правильности сортировки в условиях, когда дополнительный датчик положения не может быть использован.
Предлагаемое устройство отличается тем, что оно дополнительно содержит сдвигающий регистр, управляющие входы которого соединены с датчиком приращений перемещения, ячейка памяти выполнепа с дополнительным входом чтения, который соединен -с информационным выходом последнего разряда сдвигающего регистра, а вход записи ячейки памяти соединен с информационным входом первого разряда сдвигающего регистра, причем количество разрядов сдвигающего регистра не
должно превыщать минимальной длины изделия, выраженной в единицах дискретности датчика приращений перемещения. На чертеже изображена блок-схема устройства.
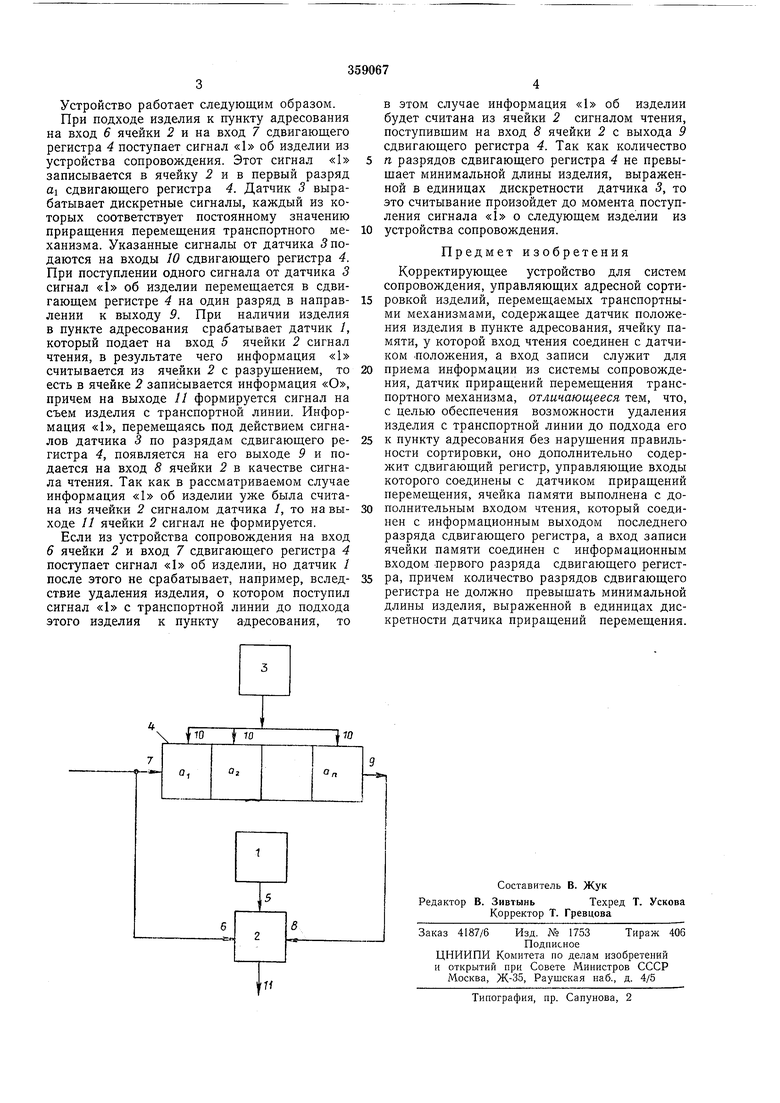
Устройство содержит датчик / положения изделия в пункте адресования, ячейку 2 памяти, датчик 3 приращений перемещения транспортного механизма, сдвигающий регистр 4,
содержащий разряды а, а..., «п.
Вход 5 чтения ячейки 2 памяти соединен с датчиком /. Вход 6 записи ячейки 2 памяти соединен с информационным входом 7 первого разряда (а:) сдвигающего регистра
4 и служит для приема информации из системы сопровождения. Ячейки 2 памяти выполнена с дополнительным входом 8 чтения, который соединен с информационным выходом 9 последнего разряда (а„) сдвигающего регистра 4.
Управляющие входы 10 сдвигающего регистра соединены с выходом датчика 3.
Количество п разрядов сдвигающего регистра не должно превыщать минимальной длины
изделия, выраженной в единицах дискретности датчика 3.
Устройство работает следующим образом.
При подходе изделия к пункту адресования на вход 6 ячейки 2 и на вход 7 сдвигающего регистра 4 поступает сигнал «1 об изделии из устройства сопровождения. Этот сигнал «1 записывается в ячейку 2 и в первый разряд Ci сдвигающего регистра 4. Датчик 3 вырабатывает дискретные сигналы, каждый из которых соответствует постоянному значению приращения перемещения транспортного механизма. Указанные сигналы от датчика 5 подаются на входы 10 сдвигающего регистра 4. При поступлении одного сигнала от датчика 3 сигнал «1 об изделии перемещается в сдвигающем регистре 4 на один разряд в направлении к выходу 9. При наличии изделия в пункте адресования срабатывает датчик /, который подает на вход 5 ячейки 2 сигнал чтения, в результате чего информация «1 считывается из ячейки 2 с разрущением, то есть в ячейке 2 записывается информация «О, причем на выходе 11 формируется сигнал на съем изделия с транспортной линии. Информация «1, перемещаясь под действием сигналов датчика 3 по разрядам сдвигающего регистра 4, появляется на его выходе 9 и подается на вход 8 ячейки 2 в качестве сигнала чтения. Так как в рассматриваемом случае информация «1 об изделии уже была считана из ячейки 2 сигналом датчика /, то на выходе 11 ячейки 2 сигнал не формируется.
Если из устройства сопровождения на вход 6 ячейки 2 и вход 7 сдвигающего регистра 4 поступает сигнал «1 об изделии, но датчик / после этого не срабатывает, например, вследствие удаления изделия, о котором поступил сигнал «1 с транспортной линии до подхода этого изделия к пункту адресования, то
fW
10
в этом случае информация «1 об изделии будет считана из ячейки 2 сигналом чтения, поступившим на вход 8 ячейки 2 с выхода 9 сдвигающего регистра 4. Так как количество п разрядов сдвигающего регистра 4 не превышает минимальной длины изделия, выраженной в единицах дискретности датчика 5, то это считывание произойдет до момента поступления сигнала «1 о следующем изделии из устройства сопровождения.
Предмет изобретения
Корректирующее устройство для систем сопровождения, управляющих адресной сортировкой изделий, перемещаемых транспортными механизмами, содержащее датчик положения изделия в пункте адресования, ячейку памяти, у которой вход чтения соединен с датчиком положения, а вход записи служит для
приема информации из системы сопровождения, датчик приращений перемещения транспортного механизма, отличающееся тем, что, с целью обеспечения возможности удаления изделия с транспортной линии до подхода его
к пункту адресования без нарушения правильности сортировки, оно дополнительно содержит сдвигающий регистр, управляющие входы которого соединены с датчиком приращений перемещения, ячейка памяти выполнена с дополнительным входом чтения, который соединен с информационным выходом последнего разряда сдвигающего регистра, а вход записи ячейки памяти соединен с информационным входом -первого разряда сдвигающего регистра, причем количество разрядов сдвигающего регистра не должно превышать минимальной длины изделия, выраженной в единицах дискретности датчика приращений перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ЛИСТОВ | 1969 |
|
SU253545A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| УСТРОЙСТВО ДЛЯ СДВИГА ИНФОРМАЦИИ | 1971 |
|
SU423176A1 |
| УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА ПЕРЕМЕЩЕНИЕМ ИЗДЕЛИЙ ПО КОНВЕЙЕРУ | 1973 |
|
SU378909A1 |
| Устройство сравнения чисел с допусками | 1987 |
|
SU1509870A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕНОСА ИНФОРМАЦИИ О СОРТЕ ОТРЕЗАЕМОГО ЛИСТА НА ЕГО ПЕРЕДНЮЮ КРОМКУ | 1971 |
|
SU424703A1 |
| Устройство контроля и управления технологическим комплексом для намотки изделий | 1989 |
|
SU1661721A1 |
| Устройство для адресования грузов установок непрерывного транспорта | 1978 |
|
SU716934A1 |
| Устройство для отображения информации | 1987 |
|
SU1529279A1 |
