1
Изобретение относится к области станкостроения, а именно к технологии сборки соединений с применением магнитных сил.
Известен способ ориентирования и сборки деталей с использованием магнитодвижущих сил, возникающих под действием электромагнитного поля.
Предлагаемый способ отличается от известных тем, что для обеспечения сборки деталей самозатягиваиием и расширения допуска на несовпадение осей подаваемых на сборку деталей, охватывающую деталь нагревают, после чего обе детали помещают в пульсирующее электромагнитное поле, создающее неравномерную, регулируемую по величине магнитодвижущую силу.
Сборка соединения (введение вала во втулку или надевание втулки на вал) производится магнитодвижущей силой (МДС) направленного электромагнитного поля промыщлеиной частоты, которая обеспечивает сопряжение деталей по посадочным поверхностям самотягиванием. При этом исключается обычно наблюдаемое в магнитном поле явление «за-. Липания деталей из одинаковых ферромагнитных материалов, благодаря созданию на сборочной позиции неравномерного по силе поля, а также вибрированию (дрожанию деталей), неизбежно возникающему в результате взаимодействия деталей с пульсирующим
магнитным нолем, создаваемым неременньи током промышленной частоты. Сборочное усилие регулируется путем изменения по величине магнитодвижущей силы.
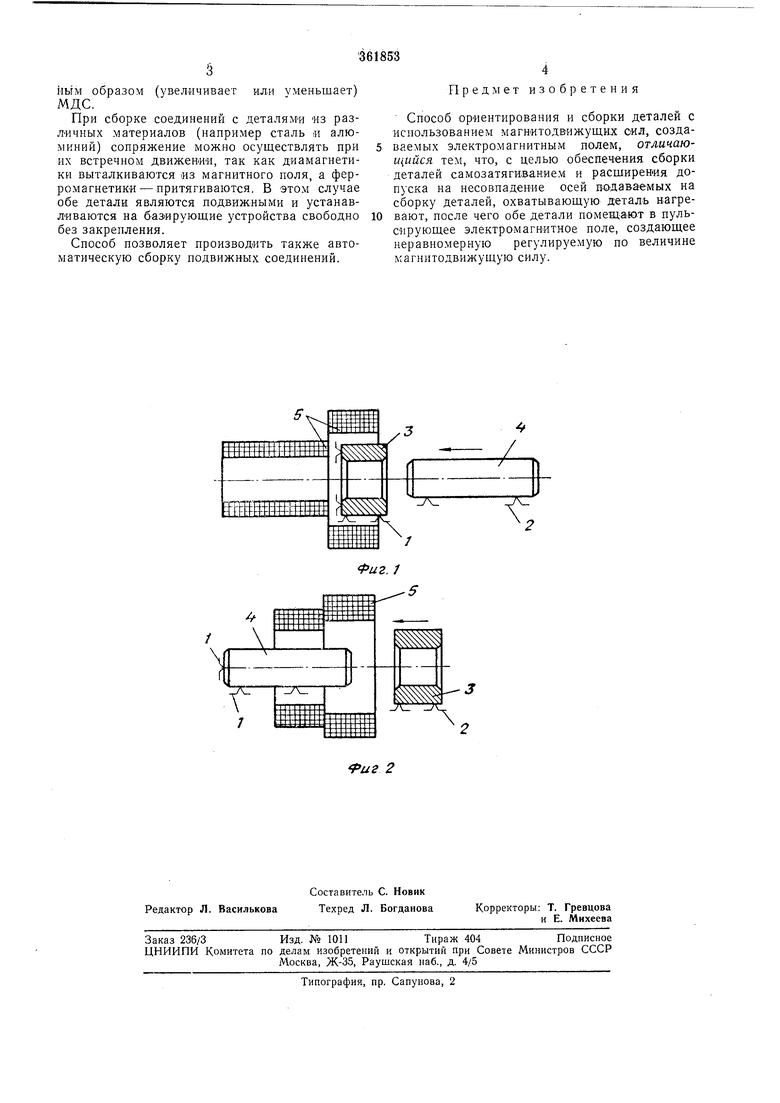
На фиг. 1 и 2 изображена сборка соединений с натягом.
Сборка происходит следующим образом. В электромагнитное сборочное устройство на базирующие приспособления 1 и 2 устанавливают нагретую охватывающую 3 и охватываемую 4 детали. Взаимное расположение деталей может быть недостаточно точным. Базирующие устройства расположены в зоне действия кольцевого электромагнита 5. Базовую
деталь устанавливают так, чтобы она не могл. смещаться под действием магнитодвижущих сил, возникающих при работе устройства. С подачей питания в электромагнитную систему, конфигурация катущек которой выбрана
пропорционально форме и размерам собираемых деталей, подвижная деталь под действием магнитодвижущих сил перемещается к базовой. При контактировании деталей происходит автопоиск контуров их сопрягаемых поверхностей до совмещения н процесс сопряжения самозатягнванием. После скрепления («схватывания) деталей в результате остывания соединение снимается со сборочного устройства. Одновременно с подачей питания в систему
включается регулятор, который изменяет нужйым образом (увеличивает или уменьшает) МДС. При сборке соединений с деталями из различных материалов (например сталь я алюминий) сопряжение можно осуществлять при их встречном движении, так как диамагнетики выталкиваются из магнитного поля, а ферромагнетики- притягиваются. В этом случае обе детали являются подвижными и устанавливаются на базирующие устройства свободно без закрепления. Способ позволяет производить также автоматическую сборку подвижных соединений. Предмет изобретения Способ ориентирования и сборки деталей с использованием магнитодвижущих сил, создаваемых электромагнитным полем, отличающийся тем, что, с целью обеспеч-ения сборки деталей самозатягиван-ием и расширения допуска на несовпадение осей выдаваемых на сборку деталей, охватывающую деталь нагревают, после чего обе детали помещают в пульсирующее электромагнитное поле, создающее неравномерную регулируемую по величине магнитодвижущую силу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 2018 |
|
RU2707645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНОЙ ЕДИНИЦЫ С ЦИЛИНДРИЧЕСКИМ ПОДВИЖНЫМ СОЕДИНЕНИЕМ | 2005 |
|
RU2315685C2 |
| ТРАНСФОРМАТОР (ВАРИАНТЫ) | 1997 |
|
RU2129315C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ ДЕТАЛЕЙ | 1995 |
|
RU2094202C1 |
| ТРАНСФОРМАТОР (ВАРИАНТЫ) | 1997 |
|
RU2129316C1 |
| Способ регулирования межконтактного зазора геркона | 1984 |
|
SU1267507A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ | 1973 |
|
SU405691A1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ РАСПЛАВА МЕТАЛЛА И ЭЛЕКТРОМАГНИТНЫЙ ПЕРЕМЕШИВАТЕЛЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2018 |
|
RU2708036C1 |
| КОМБИНИРОВАННЫЙ РОТОР ДЛЯ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2014 |
|
RU2575920C2 |
| СПОСОБ УПРАВЛЕНИЯ МАГНИТНЫМ ПОТОКОМ, СОЗДАВАЕМЫМ ПОСТОЯННЫМ МАГНИТОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2092922C1 |
иг 2
