1
Известна литьевая форма для изготовления изделий с ноднутрением из нолимерных материалов, содержащая ненодвижную и нодвижную нолуформы, составные нуансоны, каждый из которых состоит из ряда сегментов, расноложенных вокруг закренленного на неподвижной нолуформе стержня, матрицы, направляющие колонки и выталкиватели. Однако в такой литьевой форме трудно нолучать изделия с увеличенной длиной и глубиной поднутрения.
Предложенная литьевая форма отличается от известной тем, что сегменты выполнены в виде перемещаемого по направляющим Г-образного угольника, находящегося на нодвижной полуформе, с отверстием на одной его стороне, куда входит клиновая колонка, установленная на неподвижной полуформе, и каждая пара диаметрально расположенных сегментов имеет на участке изменения нанравления сторон угольника вырезы, обеспечивающие перемещение сегментов к центру стержня пуансона при раскрытии формы. Это позволяет изготавливать изделия с увеличенной длиной и глубиной поднутрения.
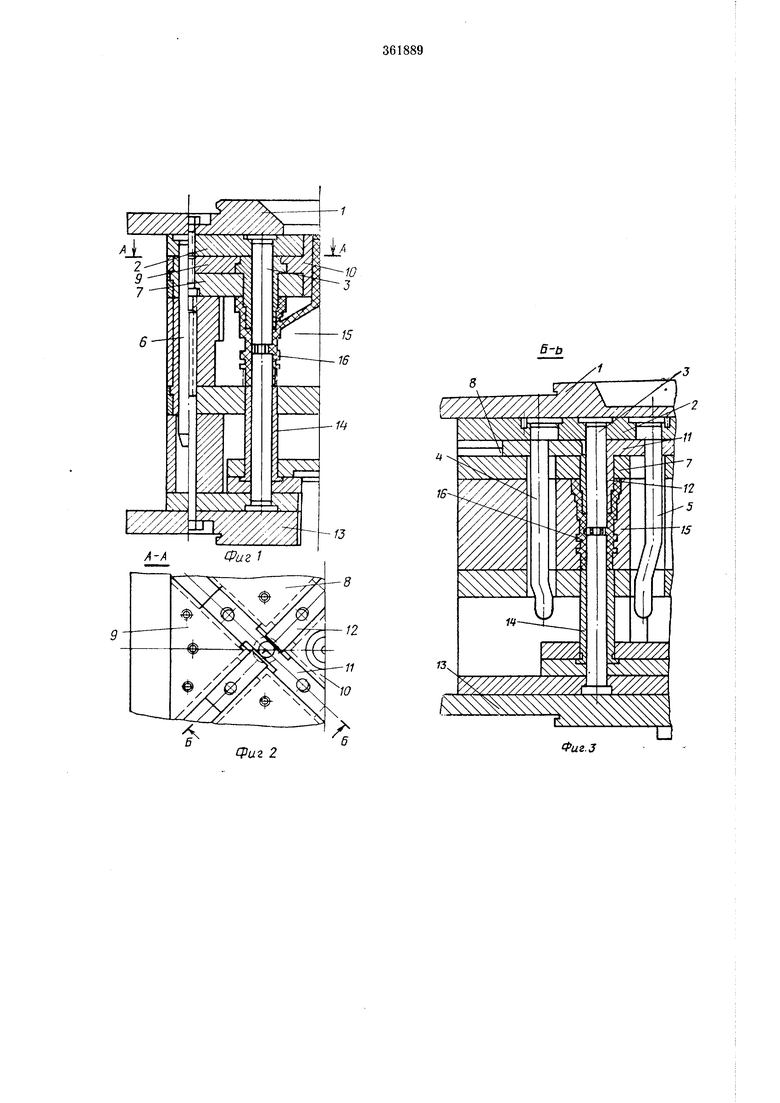
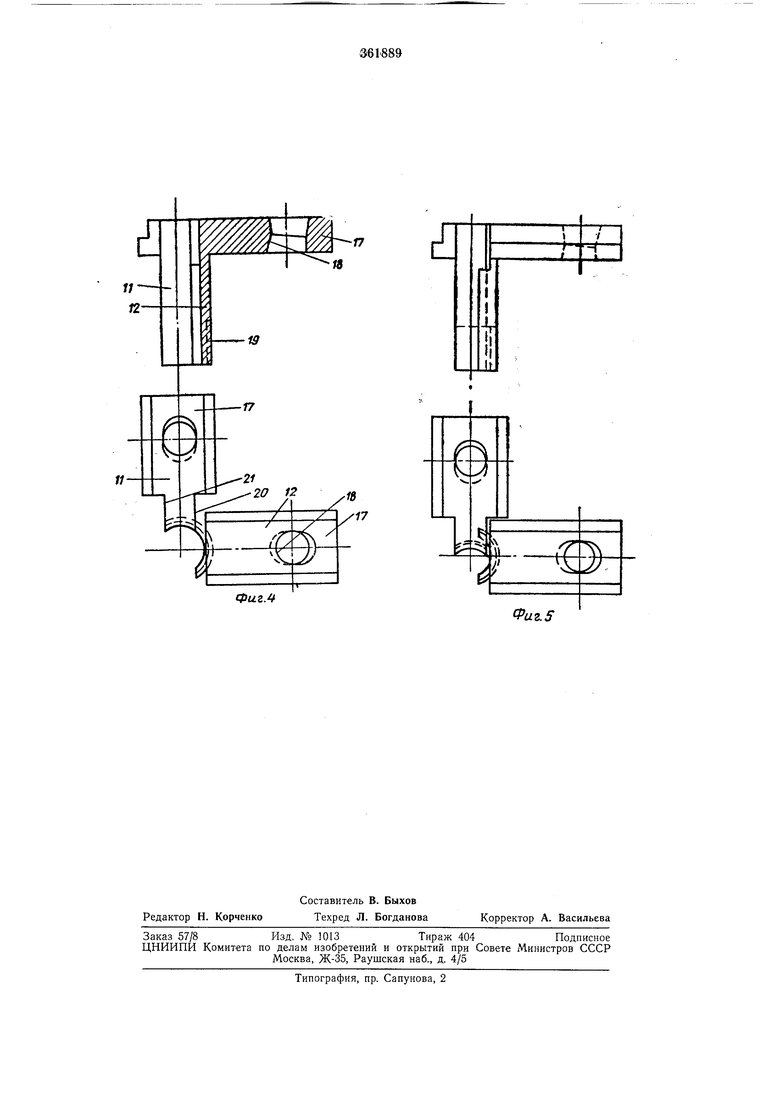
На фиг. 1 показана онисываемая форма; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг. 2; на фиг. 4 - расположение сегментов составного пуансона в сомкнутой литьевой форме; на
фиг. 5 - расположение сегментов составного пуансона при раскрытии литьевой формы.
Форма состоит из трех основных частей. К первой части относится нлита /, которая
кренится к неподвижной плите термопластавтомата. На плите / размещена вспомогательная плита 2, в которой установлены стержень 3, клиновые колонки 4 и 5 и направляющие колонки б, центрирующие все три части
формы. Вторая часть формы включает плиту 7, служащую основанием для крепления планок 8 II 9 н лптннковой втулки 10. Указанные нланки и корпус литниковой втулкп выполняют роль направляющих для Г-образных
сегментов // и 12, расположенных вокруг стержня 3 составного пуансона. В третью часть формы входит нлита 13, которая крепится к подвижной плите термопластоавтомата. На плите 13 находится выталкиватель детали в виде втулки 14 и полуматрпцы 15 для оформления наружной поверхности детали 16. Клиновые колонки 4 и 5 представляют собой стержень, состоящий из головки для крепления в плите 2, прямого участка для
обеспечения выхода стержня 3 из отверстия составного пуансона, клиновой части, которая служит для неремещения Г-образных стержней прямого конца для фиксации сегментов, причем начало клиновой части у одного типа
колонок несколько выще, чем у другого, что
дает возможность обеспечить очередность перемещения лепестков.
Составной пуансон выполнен в виде узла, собранного из двух видов Г-образных сегментов // и 12, размещенных вокруг стержня 3. Сегменты представляют собой перемещаемые по направляющим 8 и 9 Г-образные угольники, размещенные на подвижной полуформе. Горизонтальный участок 17 одной из сторон угольника имеет отверстие 18, куда входит клиновая колонка. Вертикальная сторона 19 угольника на наружной поверхности снабжена профилем, оформляющим поднутрение (например резьбу на изделии), а внутренняя поверхность - гладкая и соответствует наружной поверхности стержня, с которой она находится в сопряжении, когда литьевая форма сомкнута. Каждая пара диаметрально расположенных сегментов снабжена на участке изменения направления сторон угольника вырезами 20 и 21, обеспечивающими перемещение сегментов к центру стержня 3 при раскрытии формы.
Литьевая форма работает следующим образом.
После впрыска пластмассы через литниковую втулку 10 в формующую полость и последующего отверждения детали подвижная плита термопластоавтомата начинает отходить, увлекая за собой третью и вторую части формы. В процессе отхода второй и третьей частей стержень 3 выходит из пространства, образованного внутренней поверхностью сторон 19 сегментов 11 и 12. После этого клиновая колонка 5 перемещает сегменты 11 к центру, а затем клиновые колонки 4 перемещают сегменты 12 в том же направлении (как
это показано на фиг. 5). Своими концами клиновые колонки фиксируют сегменты в сложенном состоянии. В тот момент, когда сегменты составного пуансона сложены и зафиксированы, отход второй части формы прекращается. Третья часть формы продолжает отходить. В это время сложенные сегменты выходят из детали, а полуматрицы 15, раздвигаясь, освобождают наружную поверхность
детали 16. В процессе отхода третьей части литьевой формы втулка 14 выталкивателя сбрасывает изделие 16.
Предмет изобретения
Литьевая форма для изготовления изделий с поднутрением из полимерных материалов, содержащая неподвижную и подвижную полуформы, составные пуансоны, каждый из которых состоит из ряда сегментов, расположенных вокруг закрепленного на неподвижной полуформе стержня, матрицы, направляющие колонки, выталкиватели, отличающаяся тем,
что, с целью изготовления изделий с увеличенной длиной и глубиной поднутрения, сегменты выполнены в виде перемещаемого по направляющим Г-образного угольника, расположенного на подвижной полуформе, с отверстием на одной его стороне, куда входит клиновая колонка, установленная на неподвижной полуформе, и каждая пара диаметрально расположенных сегментов имеет на участке изменения направления сторон угольника вырезы, обеспечивающие перемещение сегментов к центру стержня пуансона при раскрытии формы.
Фиг 2
Фиг.З
Фи.гЛ
Фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1077802A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1409464A1 |