1
Изобретение относится к области нрокатки, а именно к разгрузочно-выгрузочным устройствам, применяемым для проталкивания изделий через нагревательную печь.
Известно устройство для загрузки и выгрузки изделий из нагревательной печи, включающее загрузочный стол с толкателем с одной стороны желоба нагревательной нечи и приемный стол с другой стороны желоба.
Недостатком известного устройства является то, что оно не исключает возможности слипания изделий между собой. Поэтому при вы.ходе из нечи имеют место случаи выдачи двух состыкованных изделий, что приводит к сбоям и нарушениям ритма работы на последующих операциях.
Цель изобретения - обеспечение поштучной выдачи заготовок из печи. Это достигается тем, что устройство снабжено профилированным роликом с косорасположенными ребрами, установленными выше желоба. Ролик размещен между приемным столом и желобом нагревательной печи.
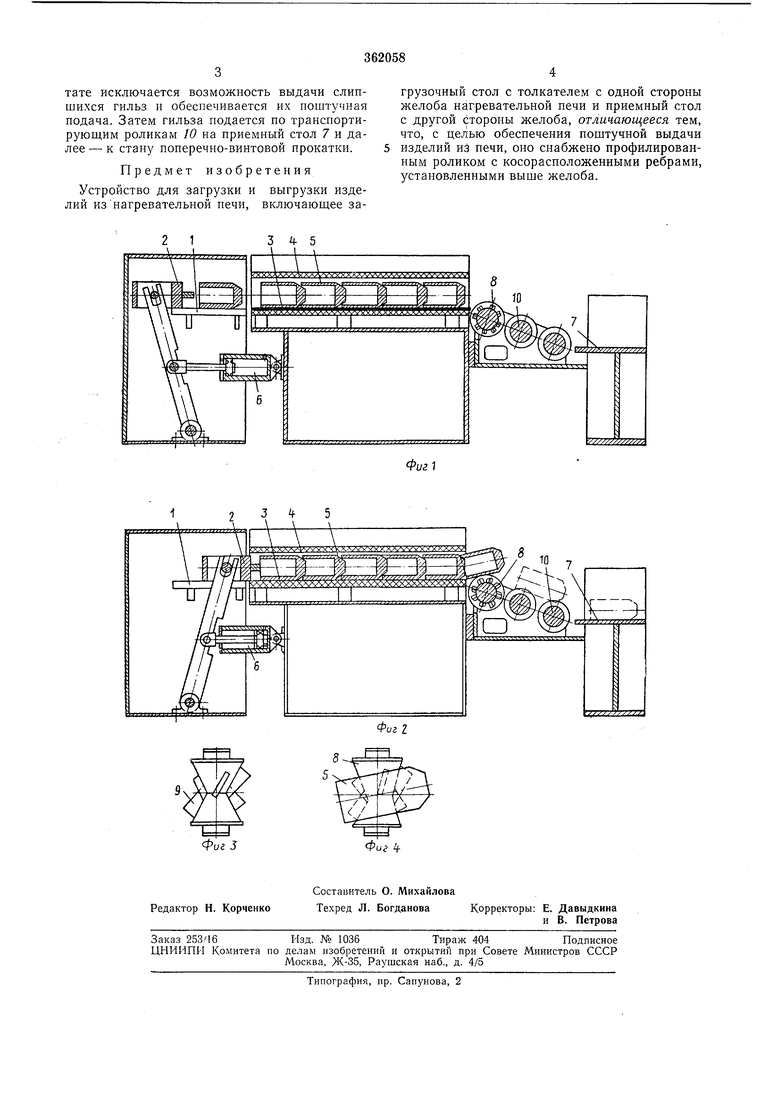
На фиг. 1 показано загрузочно-выгрузочное устройство; на фиг. 2 - то же, в момент выдачи изделий из печи (смещение гильзы в вертикальной плоскости относительно совместно проталкиваемых заготовок); на фиг. 3 - профилированный ролик с косорасноложенными ребрами; на фиг. 4 - смещение изделия в горизонтальной плоскости на профилированном ролике.
Устройство содержит загрузочный стол 1 с толкателе.м 2, которые находятся с одной стороны желоба 3 нагревательной печи 4. Через печь проталкиваются изделия, например гильзы 5, в состыкованном состоянии своими днищами. Толкатель приводится в действие от привода 6 (например нневмоцилиндра). С
другой стороны желоба 3 нагревательной печи 4 расположен приемный стол 7. Между приемным столом и желобом нагревательной печи размещен профилированный ролик 8 с косорасположенными ребрами 9. За профилирован 1ым роликом установлены неприводные транспортирующие ролики 10.
Гильзы 5 загружаются в нагревательную печь 4 толкателем 2, который приводится в движение от привода 6. Гильзы проходят через желоб 3 нагревательной печи в состыкованном состоянии своими днищами. Для выдачи очередной гильзы из нагревательной печи на приемный стол 7 включают привод 6 толкателя 2, и последний, двигаясь вперед,
перемещает состыкованные нагретые гильзы 5 в направлении выдачи. Крайняя гильза, попадая на профилированный ролик 9 с косорасположенными ребрами, получает смещение в вертикальной и горизонтальной плоскостях
относительно последующей гильзы. В резуль
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и выгрузки изделий | 1980 |
|
SU905598A1 |
| Устройство для поштучной выгрузки изделий из нагревательной печи | 1983 |
|
SU1108317A1 |
| Т. И. Ю. К. Ермолин, П. И. Ермслаев, А. А. Павлов, В. А. Фесеи Б. С. Лейбман | 1972 |
|
SU346087A1 |
| Устройство для загрузки и выгрузки печи | 1984 |
|
SU1171660A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ЗАГОТОВОК в НАГРЕВАТЕЛЬНУЮ ПЕЧЬ | 1966 |
|
SU178848A1 |
| Печь с шагающим подом | 1989 |
|
SU1735689A1 |
| Стан поперечной прокатки полых профильных изделий | 1981 |
|
SU977088A1 |
| Устройство для загрузки-выгрузки нагревательных печей | 1981 |
|
SU1008602A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Методическая печь для нагрева металла | 1980 |
|
SU926484A1 |
