1
Изобретение относится к области гибки полосы профилированными валками.
Известен способ изготовления гнутых профилей из непрерывно движущейся полосы, ширина которой кратна ширине нескольких одинарных профилей, путем подгибки элементов профиля в формообразующих валках, включающий операции предварительного и чистового профилирования заготовки, и продольную разрезку на отдельные профили.
Однако по такому способу невозможно получить сложный профиль с кромками, перпендикулярными профилю.
По предлагаемому способу, с целью повышения качества изготавливаемых профилей, чистовое профилирование заготовки выполняют после разрезки на отдельные профили, причем при черновом профилировании формуют многорядный профиль, составляющий с плоскостью резания прямой угол.
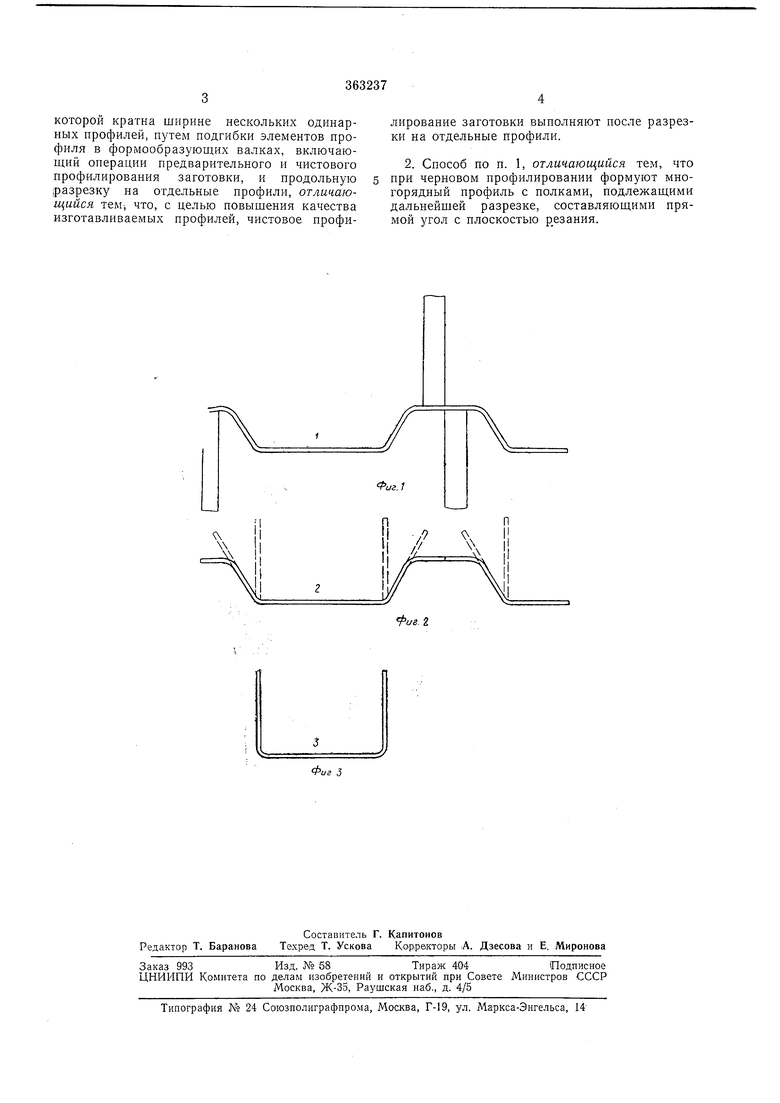
На фиг. 1 и 2 показаны ступени окончательного профилирования; на фиг. 3 - готовый профиль.
Металлическая лента, толщи.на которой равна толщине изготавливаемых профилей, а ширина- суммарной щирине развертки нескольких профилей плюс припуск на обрезку, поступает из подающей системы на участок предварительного профилир ования. Здесь она приобретает форму, удобную для продольной резки.
Для процесса , предварительного профилирования характерно то, что, с одной стороны,
лента направляется для вырезки полосы определенной ширины, соответствующей ширине изготавливаемого профиля и, с другой стороны, обеспечивается прямой угол по отношению к плоскости резания.
К участку предварительного профилирования примыкает устройство для продольной резки - ножницы с дисковыми ножами, в котором многорядный профиль / разрезается вдоль и одновременно обрезаются кромки.
Положение ножниц по отношению к многорядному профилю / показано на фиг. 1.
За устройством продольной резки следует участок окончательного профилирования, где отдельные профили 2 получают окончательную форму 3. При окончательном профилировании (см. фиг. 2) между отдельными профилями 2 автоматически устанавливается зазор. Заключительная поперечная резка профилей 3 осуществляется на установке, снабн енной соответствующими направляющими.
Предмет изобретения
1. Способ изготовления гнутых профилей из непрерывно движущейся полосы,
которой кратна ширине нескольких одинарных профилей, путем подгибки элементов профиля в формообразующих валках, включающий операции предварительного и чистового профилирования заготовки, и продольную разрезку на отдельные профили, отличающийся тем-, что, с целью повыщения качества изготавливаемых профилей, чистовое профилирование заготовки выполняют после разрезки на отдельные профили.
2. Способ по п. 1, отличающийся тем, что при черновом профилировании формуют многорядный профиль с полками, подлежащими дальнейшей разрезке, составляющими прямой угол с плоскостью р езания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1972 |
|
SU336063A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| ГНУТЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1997 |
|
RU2124410C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1201020A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО СОРТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148450C1 |