Настоящее изобретение имеет целью усоеоршенствовать устройства для сварки металлических кабельных оболочек, снабженные двумя контактными роликовыми электродами, располагаемыми по обеим сторонам продольного шва оболочки. Согласно изобретению помимо этих двух электродов применяется дополнительный роликовый электрод, устанавливаемый против шва. С помощью дополнительного электрода создается возможность регулировать режим сварки. Помимо того, согласно изобретению, сам процесс сварки значительно улучшается с помощью приспособлений, устраняющих перегрев изоляции и электродов, а надежность работы повышается применением нескольких групп электродов. Одна из этих групп служит для прогрева оболочки, вторая для предварительной сварки шв, а третья-для окончательной его сварки.
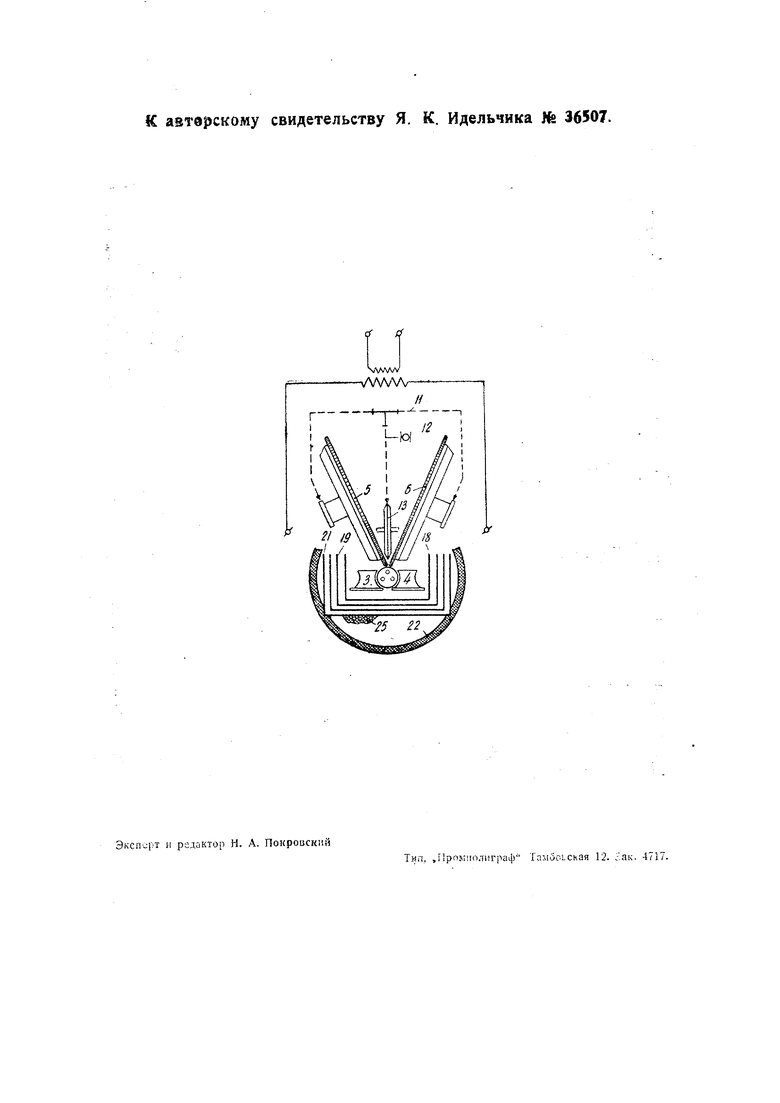
Предложенное устройство в своей конструктивной форме выполнения состоит из обжимных роликов 3, 4, которые служат для свертывания оболочки из полосового металла, подаваемого к станку в виде ленты, сматываемой с барабана.
Они имеют такое очертание, чтобы можно было по возможности на боль(368)
шнй угол охватить проводник. Увеличенный угол обхвата сохраняет правильную форму оболочки и обеспечивает хороший электрический контакт при сварке, так как содержащиеся под оболочкой изоляционные материалы склонны к деформированию под действием сосредоточенных сил, действующих на малую площадку у места сварки. Роликовые электроды 5, 6 расположены иод острым углом по отношению к шву. Их рабочие кромки имеют форму, предотвращающую края свариваемой оболочки от сниманий и позволяющую плотно прижать ее к проводнику. Электроды 5,6 присоединяются к одному полюсу вторичной обмотки трансформатора, рассчитанной на напряжение от 0,25 до 10 вольт и на силу тока от 500 до 3000 ампер. Быстрота сварки обеспечивается большей плотностью тока и большей скоростью прохождения кабеля (порядка 150 метров в час). Быстрота сварки необходима для предохранения изоляции от повреждения сварочным жаром. Для быстрого отвода тепла, после выхода нз-под роликовых электродов сварной оболочки нли трубки, па более нагретую зону металла подается сосредоточенная струя холодной воды от общей магистрали 11, служащей для питания
элекгродов, или другой охлаждающей жидкости или смеси от специального источника 12.
Дополнительный роликовый электрод 13 располагается между двумя оснозными против шва и имеет возможность продвигаться во время установки его вдоль шва, что необходимо для отрегулироаки правильного режима, в заврзсимостн от материала, качества, толщины оболочки и вида соединения кромок. Другой конец вторичной обмотки трансформатора присоединяется к дополнительному ролику, что дает возможность экономично расходовать электрическую энергию и направлять сварочный жар по своему усмотрению вдоль кромок, поперек по поверхности и т. д.
Для более правильного распределения нагрузки фаз при сварке оболочек трубчатых проводов, вместо однофазного трансформатора берется трехфазный и устанавливаются три группы сварочных роликов, из которых одна прогревает нужное место оболочки, вторая предварительно сваривает, а третья окончательно сваривает и дает, кроме того, абсолютно плотное соединение, что очень важно при замене выпрессованных свинцовых оболочек железными. В качестве материала целесообразно применять малоуглеродистое мягкое железо (с содержанием углерода не больше 0,085%), а для некоторых специальных случаев электролитическое железо или приближающееся к технически чистому железу.
Для отвода отработанной воды от электродов и от охлаждающего место свар.юго шва приспособления применяется общий бак 18.
Для предохранения сваренной оболочки от коррозии она покрывается защитаыми покровами в ванне 21. В качестве таковых могут применяться асфальтовые, бензил-целлюлозные лакя н ТОЩ подобные материалы. Чтобы ускорить просушку нанесенных защитных покровов прнменяюгся электрические
или карозые нагревательные элементы 25, располагаемые в печи 22. Металлическая сваренная оболочка перед покрыванием ее асфальтовыми составами может предварительно быть подвергнута освинцеванию, оцинкованию, алюминированию или оксидированию в ванне 19.
Чтобы устранить пережог металлической ленты сварочным током, желательно установить автоматические реле и приспособления, регулирующие напряжение и силу тока, а также продолжительность его включения в зависимости от температуры в месте сварки.
Предмет изобретения.
1.Устройство для электрической сварки продольного шва металлических ка бельных оболочек, отличающееся применением дополнительного роликового электрода 13, расположенного между двумя основными электродами 5, 6 против щва и допускающе о его перестановку вдоль шва с целью регулирования режима сварки и направления электрических токов и дуг вдоль кромок, поперек шва или под углом к нему, причем один зажим обмотки сварочного трансформатора присоединен к дополнительному электроду, а другой зажим- к основным электродам.
2.При устройстве по и. 1 применение обжимных роликов, служащих для придания прави/Ьной формы свариваемой оболочке.
3.При устройстве по пп. I, 2 применение приспособлений для охлаждения кабеля и эл,ектродов.
4.При устройстве по пп. 1-3 применение нескольких групп электродов, из коих одна группа служит для прогрева оболочки, вторая группа служит для предварительной сварки шва, а третья-для окончат,-льной его сварки.
5.При устройстве по пп. 1-4 приме 1ение прис11особленкй для сушки юбеля после покрытия его защитными составами.