Предлагаемое изобретение относится к сварочному производству, а в частности к области технологии стыковой сварки оплавлением в среде защитных газов с подачей реагентов галогенов в зону сварки, и может быть применено при сварке особо тонкостенных оболочек, трубных заготовок и т.п. из нержавеющих сталей.
Для выполнения сварки особо тонкостенных изделий с большими поперечными сечениями необходимо обеспечить полное совпадение стыкуемых кромок изделий как по толщине, так и по периметру с соблюдением соосности и точности центрирования свариваемых деталей.
Кроме того, применительно к сварке особо тонкостенных изделий без специальной подготовки деталей не представляется возможным осуществлять качественное оплавление стыкуемых торцов в силу соизмеримости параметров шероховатости и разнотолщинности стыкуемых торцов с их толщиной. Это обусловлено тем, что при стыковой сварке оплавлением вследствие случайного характера образования контактных перемычек по стыкуемых торцам под действием протекающего по контактным перемычкам сварочного тока происходит быстрый перегрев металла перемычек и выброс его из зоны сварки. Кроме того, ввиду специфических особенностей нагрева металла при непрерывном оплавлении не удается получить достаточно широкую зону разогрева, необходимую для качественной сварки изделий с большими сечениями. В настоящее время общепризнанным является факт влияния качества подготовки поверхностного слоя (шероховатость, волнистость, износостойкость, микротвердость, остаточные напряжения) деталей на их свариваемость.
Известно также и то, что при выполнении сварки особо тонкостенных изделий с большими поперечными сечениями происходит неодинаковое изменение периметров свариваемых заготовок вследствие температурно силовых деформаций, возникающих в материале свариваемых заготовок при реализации процесса сварки. Данные изменения длин периметров приводят в лучшем случае к короблению свариваемых заготовок или к прожиганию свариваемых заготовок. Для качественной реализации способа сварки тонкостенных оболочек обходимо обеспечить полное совпадение стыкуемых кромок изделий как по толщине, так и по периметру с соблюдением соосности и точности центрирования свариваемых деталей и поддерживать такое состояния в процессе самого процесса сварки.
Известен способ подготовки и сборки под сварку кольцевых стыков преимущественно нежестких конструкций, включающий механическую обработку кромок до заданного размера и сборку на центрирующем разжимном кольце, вначале каждую из свариваемых деталей устанавливают на центрирующем кольце, разжимают кольца, упруго деформируют свариваемые кромки и выполняют их механическую обработку, а затем осуществляют сборку стыка, для чего совмещают кольца по соосно сопрягаемым поверхностям (SU 1185781 А1, 27.04.2006).
Недостатком данного решения является то, что при выполнении механической обработки для случая тонкостенных деталей образуются торцы с шероховатостью, соизмеримой с толщиной стенки деталей, что не позволяет проводить качественную их сварку.
Известен способ подготовки кромок труб под сварку, включающий токарную обработку и холодную деформацию торца трубы с образованием на его верхней кромке присадочного выступа, торец одной из свариваемых труб торцуют резцом под углом 90° к ее оси, а торец второй трубы обрабатывают изнутри под 90°, оставляя в верхней части торца кольцевой выступ толщиной и длиной не более 4 мм, затем раскатным роликом этот кольцевой выступ отгибают наружу под углом от 45 до 90° по отношению к оси трубы, а полученный отогнутый выступ протачивают, придавая ему в поперечном сечении форму присадочного выступа в виде равнобедренного треугольника или равнобедренной трапеции, или прямоугольника, после чего в торце под присадочным выступом протачивают цилиндрическую полость с внутренним диаметром, равным наружному диаметру торца первой трубы (RU 2288827 С1, 10.12.2006).
Недостатком данного решения является то, что он не позволяет проводить качественную их сварку.
Прототипом предлагаемого решения является способ дуговой сварки кольцевых стыков тонкостенных оболочек, включающий подготовку стыкуемых торцев, установку свариваемых оболочек встык на центрируемых приспособлениях с зазором, обеспечивающим при сварке совместное плавление примыкающих друг к другу поверхностей (SU 1159740 А, 07.06.1985).
Недостатком данного решения является невысокое качество сварного шва.
Задачей настоящего изобретения является создание способа сварки кольцевых стыков тонкостенных оболочек для получения различных замкнутых емкостей.
Техническим результатом изобретения является возможность повышения качества сварного шва за счет создания плотной, мелкозернистой его структуры и отсутствия микродефектов, возможность удаления с обрабатываемой зоны необходимого материала, что обеспечивает качество подготовки свариваемых тонкостенных оболочечных заготовок, а также упрощения технологии сборки с применением надежного и простого по конструкции устройства.
Технический результат достигается тем, что способ стыковой сварки оплавлением тонкостенных преимущественно не жестких оболочек содержит подготовку стыкуемых торцов, установку в стык на центрирующих приспособлениях и совместное плавление при условии предварительного выдерживания установленного зазора между примыкающими друг к другу поверхностями достаточного для образования сварки, при этом на каждой из стыкуемых оболочек путем пластического деформирования осуществляют деформацию микровыступов по свариваемой поверхности торца с его осадкой на величину Δh=аδ+bδ2/R роликами с параметром шероховатости Ra≤0,16 мкм, перемещают деформируемый металл по торцу заготовки в сторону внутренней поверхности и формируют на ней внутренний кольцевой отросток - поясок шириной в пределах (0,5-1,5)δ и толщиной в пределах (0,2-0.5)δ, устанавливают стыкуемые оболочки в центрирующее по наружному диаметру устройство и предварительно по периметру в плоскости стыка осуществляют их точечную сшивку-сварку с шаговым перемещением электрода (20-50)δ, причем основную сплошную сварку ведут с образованием зоны проплавления, ширина которой составляет (4-6)δ, при этом отвод тепла в свариваемых деталях начинают осуществлять на длине, составляющей не более (6-8)δ от плоскости стыка,
где δ - толщина стенки свариваемой оболочки, мм;
a, b - постоянные коэффициенты для диапазона δ2/R=0,003÷0,01, соответственно равные 0,1-0,3 и 0,075-0,375;
R - радиус свариваемой оболочки, мм.
Деформацию микровыступов на торце и его осадку ведут с ограничением радиальных деформаций примыкающей к торцу наружной боковой поверхности.
Деформацию микровыступов на торце и его осадку ведут с одновременной обкаткой роликами примыкающей к торцу наружной боковой поверхности.
Деформацию микровыступов по свариваемой поверхности торца осуществляют роликами с диаметром, равным (4-6)δ, и с параметром твердости материала HRc>65.
Деформацию микровыступов по свариваемой поверхности торца осуществляют с контактным усилием на ролик 200-300 Н.
Точечную сшивку ведут в два оборота со смещением на втором обороте на полшага от первой сшивки.
Тонкостенные кольцевые пояски на внутренних поверхностях свариваемых оболочек выполняют одного внутреннего диаметра для каждой из свариваемых оболочек-заготовок.
Тонкостенные кольцевые пояски на внутренних поверхностях свариваемых оболочек выполняют под непрямым углом внутрь каждой из свариваемых оболочек-заготовок.
В точку прогрева материала с наружной и с внутренней поверхностей свариваемых оболочек подают различные по составу защитные газовые среды.
После пластического деформирования перед сваркой торцевые поверхности заготовок промывают сольвентом.
Преимущество изобретения заключается в простоте его реализации и потребительской привлекательности.
На фиг.1 и 2 показана схема процесса пластического деформирования.
На фиг.3 показана схема шероховатости поверхности детали.
На фиг.4 показана упрощенная схема поля напряжений.
На фиг.5 показана схема образованного буртика.
На фиг.6 показана схема образования напряжений при однопроходной сварке пластин встык.
На фиг.7 показано образование поперечной усадки при однопроходной сварке встык.
На фиг.8 и 9 показаны деформации в плоскости при сварке узких и длинных пластин.
Как правило, изготовленные особо тонкостенные оболочки и трубные заготовки из листовых полуфабрикатов за счет деформации в процессе их производства имеют отклонения в линейных размерах диаметров, толщин, чистоте обработки торцов и т.д.
Известно, что микрогеометрия реальной обработанной поверхности зависит от большого количества различных факторов (режимов резания, погрешностей формы, вибрации технологической системы и т.д.), поэтому ее рассматривают как реализацию случайного поля микронеровностей и определяют показателями типа Rz, Rc и Ra.
На деталях с неровностями поверхности происходит адсорбирование различных газов, которое кроме отмеченных выше эффектов приводят к значительным трудностям при сваривании тонких деталей. Количество адсорбированных газов у металлов и сплавов сильно зависит от степени шероховатости их поверхности. Так, у большинства сверхвысоковакуумных камер аналитических и технологических установок, выпускаемых многими известными фирмами, их внутренняя поверхность обычно обработана до степени шероховатости Ra 1-3 мкм. Такая поверхность в сечении выглядит примерно так, как показано на фиг 1.
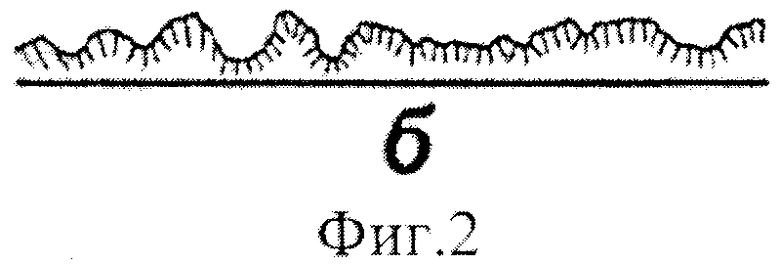
Если удается отполировать эту поверхность до степени шероховатости Ra 0,1-0,3 мкм, то ее реальная площадь уменьшается больше, чем на порядок. Общее количество дефектов в структуре становится значительно меньше и эта поверхность выглядит примерно так, как показано на фиг.2.
Добиться высокой чистоты обработки возможно путем обработки подготавливаемой поверхности методами пластического деформирования, например обкатными роликами с параметром чистоты рабочей поверхности Ra≤0,16 мкм и параметром твердости материала HRc>65.
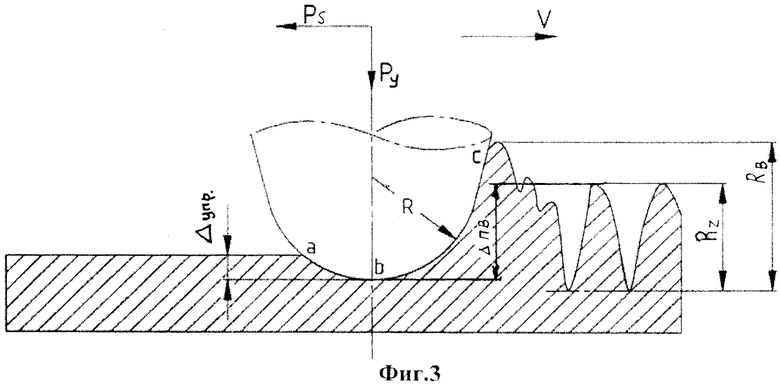
На фиг.3 показана деформация поверхностного слоя при движении инструмента перпендикулярно плоскости выглаживания. Прижатый к обрабатываемой поверхности с силой Ry инструмент внедряется в нее и при своем движении сглаживает исходные неровности. После прохода инструмента происходит частичное упругое восстановление поверхности на величину Δупр.
В результате пластического деформирования обрабатываемой поверхности происходит сглаживание исходных неровностей и образование нового микрорельефа поверхности со значительно меньшей высотой неровностей RZ. Размер детали уменьшается на величину остаточной деформации Δпв.
Особенностью процесса пластического деформирования является то, что впереди выглаживателя образуется валик пластически деформированного металла Rв, который в результате многократного воздействия размазывается.
Особенностью предлагаемого решения по изобретению является то, что в данном случае при выглаживании деформированный валик материала не размазывается или удаляется, а претерпевает дополнительную упругопластическую деформацию в направлении, перпендикулярном движению инструмента. То есть в данном решении предлагается образующийся перед выглаживателем валик материала сдвигать в направлении, перпендикулярном движению выглаживателя.
Оптимальное усилие деформационного выглаживания Ру=200-300 Н. При Ру=300 Н возрастает глубина упрочненного слоя, увеличивается микротвердость в нижних слоях, однако уменьшается микротвердость в верхнем тонком поверхностном слое за счет уменьшения пластичности.
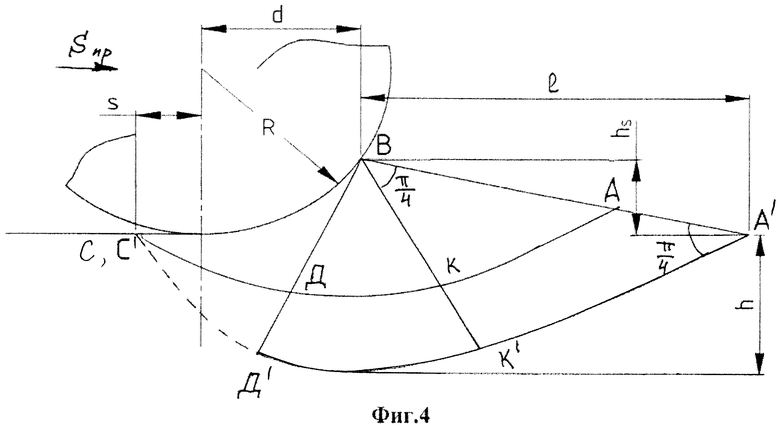
На фиг.4 показана упрощенная схема поля напряжений, возникающего при пластическом деформировании роликом.
Точка А' определяет длину L передней вне контактной поверхности волны ВА'. A'K'Д'C' - граница области развитых пластических деформаций, нижняя точка которой определяет толщину упрочняемого слоя h. Поля деформаций, расположенные ниже этой точки, не вызывают заметного изменения сопротивления металла пластическим деформациям. Линии ВК' и КА' подходят к ВА' под углом π/4. Из геометрических соображений

При наиболее часто применяемых режимах обработки

Исследованиями установлено, что

Подставляя (3) в (2), получим величину осадки за один проход деформирующего инструмента.
 .
.
Как уже отмечалось, в соответствии с предлагаемым решением в процессе выглаживания торца детали образовавшуюся волну материала предлагается смещать в направлении внутренней поверхности свариваемой детали, в результате чего образовывать кольцевой буртик (отросток - поясок), местно увеличивающий толщину стенки детали и в несколько раз повышающий локальную изгибную жесткость торца (фиг.5). Так, при величинах буртика равных 0,5-1,5 толщины стенки локальная изгибная жесткость торца увеличивается в 3.37-15.625 раз.
Образование буртика с такими параметрами резко упрощает технологические манипуляции при проведении подготовительных работ к сварке.
Учитывая величину осадки торца h, получаемую за один проход деформирующего инструмента и исходя из равенства вытесненного обьема материала и обьема материала в формируемом буртике, полную величину осадки торца Δh можно определить по простейшей зависимости
Δh=aδ+bδ2/R
где a, b - постоянные коэффициенты для диапазона δ2/R=0,003÷0,01, соответственно равные 0,1-0,3 и 0,075-0,375;
δ - толщина исходной металлической заготовки, мм;
R - радиус нейтрального слоя заготовки, мм.
Общеизвестно также и то, что при сварке оболочек или пластин встык возникает двухосное напряженное состояние металла в зоне сварки.
Типичная картина распределения напряжений в металле при движении горячего источника тепла представлена на фиг.6.
Часть зоны II, прилегающая к зоне I, характеризуется наличием значительных поперечных сжимающих напряжений σу. Здесь происходят пластические деформации металла. В зоне III а, испытывающей нагрев при движении источника тепла, нарастают сжимающие напряжения σх и σу, причем вблизи зоны I напряжения σу незначительны. Нарастание сжимающих напряжений σх с протеканием пластических деформаций укорочения сменяется на границе зон IIIa и IIIб спадом сжимающих напряжений, а затем и переходом их по мере остывания металла в растягивающие напряжения. По границе зон I и IV напряжения близки к нулю, а в зоне IV σх и σу оказываются растягивающими. По мере удаления источника в зоне шириной 2б, где происходили пластические деформации, возникают остаточные растягивающие напряжения σх. В металле за пределами зоны пластических деформаций 2б при большой ширине пластины напряжения оказываются близкими к нулю.
Результаты определения перемещений края пластины при нагреве ее движущимся источником тепла можно использовать для объяснения механизма образования поперечной усадки в зоне сварного шва.
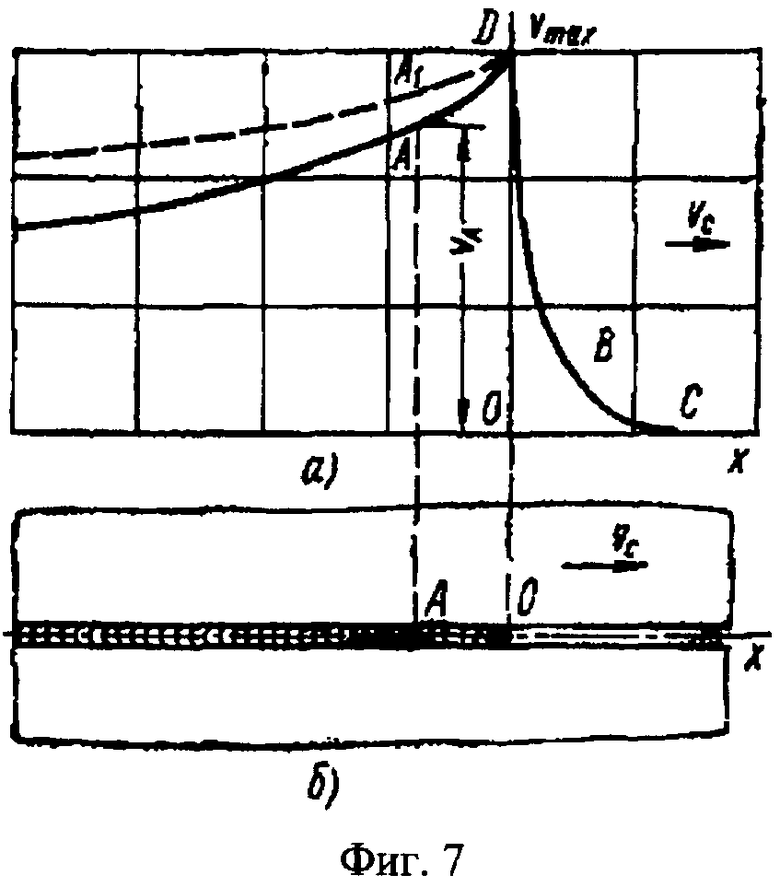
Если сваривают две пластины с зазором (фиг.7, б), то кромки каждой из пластин будут испытывать поперечные перемещения V. Впереди источника нагрева ничто не препятствует перемещению кромок навстречу друг другу. В момент сваривания кромок перемещения достигают максимальной величины vmax, а взаимное приближение кромок составляет 2 vmax. Если бы металл после сварки, находясь при высокой температуре, обладал высокой прочностью, то уменьшение v позади источника нагрева приводило бы сразу к подтягиванию пластин друг к другу и образованию поперечной усадки 2vmax. В действительности на участке ОА металл обладает небольшим сопротивлением пластической деформации, в результате чего на этом участке металл течет и происходит его удлинение на величину 2 (Vmax-vA).
В точке А пластическое удлинение металла в направлении поперек шва прекращается; взаимное сближение кромок составляет 2vA. В дальнейшем после полного остывания металла возникает поперечная усадка Апоп=2vA. Величина пластической деформации, т.е. разность 2(vmax-vA), зависит главным образом от механических свойств металла и от теплоотдачи в воздух. Чем выше теплоотдача, тем быстрее снижается кривая v позади источника. При этом спад v не соответствует спаду температур металла. Поэтому при плавном снижении v (пунктирная кривая на фиг.7, а) увеличивается величина 2 vA и уменьшается пластическая деформация.
В пластинах, свариваемых встык без зазора, кромки впереди источника тепла не могут перемещаться беспрепятственно. До некоторой точки В (фиг.7, а) происходит упругое вдавливание металла из-за того, что кромки упираются друг в друга. От точки В до точки D происходит пластическая деформация осаживания металла. При этом участок СВ, который испытывает упругую деформацию, влияет на величину vmax в точке D вследствие упругого взаимодействия участков металла ВС и BD. В результате при сварке пластин без зазора, а также при проваре целой неразрезанной пластины величина 2 vmax оказывается меньше, а следовательно, меньше и поперечная усадка, равная 2vA. Поперечная усадка в этом случае на 15-20% меньше, чем при сварке с зазором. При идеально упругом протекании процесса сварки двух пластин встык максимально возможная величина 2 vmax выражается формулой
Фактическая величина поперечной усадки, возникающей в момент сваривания и остающейся после полного остывания пластин, меньше теоретически возможной. При электродуговой однопроходной сварке пластин встык, когда они собраны без зазора,

Формула справедлива для низкоуглеродистых, низколегированных и аустенитных сталей, а также для титановых и алюминиевых сплавов толщиной примерно до 16 мм.
Поперечная усадка свариваемых встык пластин обнаруживается не сразу после сварки, а лишь после полного остывания пластин, хотя сближение кромок происходит непосредственно в процессе их сваривания.
Во время прохода источника нагрева в перемещениях участвует сравнительно узкая зона металла, а именно нагретая до высокой температуры. Поэтому закрепление пластин не оказывает практически никакого влияния на поперечное перемещение кромок во время сваривания. Лишь на стадии остывания, когда закрепления достаточно сильны, возможна пластическая деформация металла, приводящая к уменьшению поперечной усадки. На начальных участках шва квазистационарное перемещение кромок не достигается, поперечная усадка здесь несколько меньше по величине, чем на остальной части шва.
При повторном нагреве по одному и тому же месту поперечная усадка от второго шва равна усадке от первого шва, если при этом не изменились условия нагрева. Если пластины сваривают с зазором, то может оказаться, что еще до подхода источника тепла вследствие временных деформаций кромки могут сблизиться или отойти друг от друга. В этом случае полная поперечная усадка будет состоять из перемещений, возникших от временных деформаций пластин в целом, и перемещений непосредственно в зоне сварки. При сварке пластин, собранных без зазора или собранных на прихватках, поперечная усадка, как правило, не зависит от временных деформаций. Исключение составляют случаи, когда, например, собранные без зазора, но не скрепленные между собой детали в процессе сварки отходят друг от друга. Отход пластин друг от друга и открывание зазора при сварке может происходить вследствие двух причин: так называемых временных структурных деформаций и неравномерного нагрева узких пластин по ширине. Деформации узких пластин от неравномерного нагрева по ширине по существу являются продольными деформациями изгиба в плоскости (фиг.8). Изгиб пластин происходит вследствие того, что нагретая сторона пластины расширяется, в то время как холодная сопротивляется этому расширению. По мере уменьшения ширины пластины при постоянной мощности источника нагрева деформации, вызванные поворотом сечений, возрастают. Однако очень узкие пластины могут прогреваться полностью до высоких температур и не иметь значительных угловых деформаций.
Ширина пластин, при которой деформациями от поворота сечений можно пренебречь, зависит от режима сварки и теплофизических свойств металла. Для объективной оценки ширины пластин следует пользоваться отношением  , где В - ширина одной пластины, б0 - ширина зоны, нагревающейся до температуры, при которой предел текучести металла близок к нулю.
, где В - ширина одной пластины, б0 - ширина зоны, нагревающейся до температуры, при которой предел текучести металла близок к нулю.
Если пользоваться теорией мощных быстродвижущихся источников тепла, то величину b0 можно найти по формуле
При отношениях  пластины можно считать широкими, а угловые деформации от неравномерного нагрева незначительными.
пластины можно считать широкими, а угловые деформации от неравномерного нагрева незначительными.
Продольные остаточные деформации укорочения при сварке пластин встык, если не имели места деформации изгиба в процессе сварки, определяют по формуле
где  - усадочная сила,
- усадочная сила,
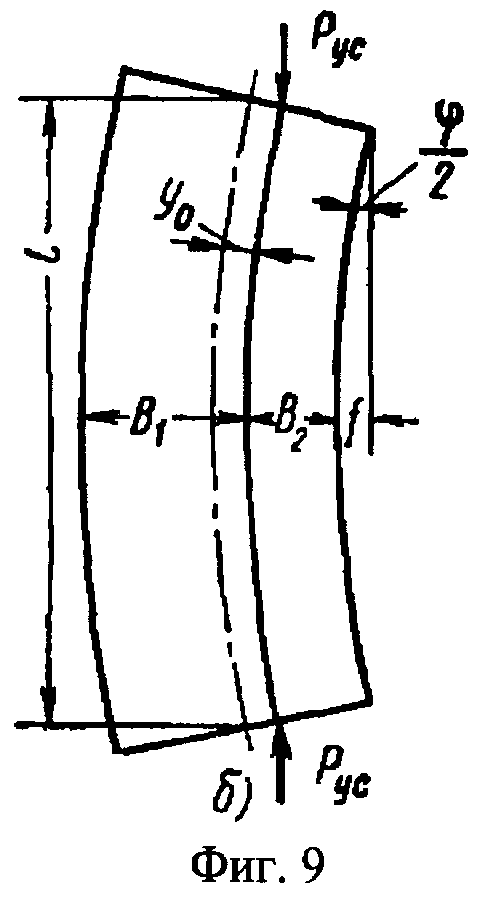
l и F - длина и площадь сечения сваренной пластины. При сварке двух пластин различной ширины (фиг.7, б) усадочная сила Рус, расположенная на расстоянии у0 от центральной оси, создает изгибающий момент М. Сваренные пластины после остывания, помимо продольного укорочения
будут также изгибаться.
Приведенные выше соображения и зависимости позволяют выбрать оптимальные размеры проплавляемой зоны, минимальную длину с которой необходимо осуществлять отвод тепла с проплавляемой зоны, а также установить оптимальные размеры длины прихвата деталей с целью исключения коробления при сварке и уменьшения остаточных напряжений в свариваемой конструкции.
В соответствии с предлагаемым решением поставленная задача выбора оптимальных параметров процесса сварки достигается тем, что сцентрированные стыкуемые оболочки по периметру в плоскости стыка предварительно сшивают точечно сваркой с заданным шаговым перемещением электрода (20-50)δ, а основную сплошную сварку ведут с образованием зоны проплавления, ширина которой составляет (4-6)δ.
Поставленная задача достигается и тем, что при реализации процесса сварки отвод тепла в свариваемых деталях начинают осуществлять на длине, составляющей не более (5-8)δ от плоскости стыка тонкостенных деталей-оболочек.
Технический результат изобретения достигается в диапазонах указанных соотношений, полученных экспериментальным путем.
Заявляемый способ осуществляется следующим образом.
Предварительно на специальных устройствах на оболочках заготовках выполняют деформацию микровыступов по свариваемой поверхности торцов с их осадкой на величину Δh и достигают параметра шероховатости торцов Ra≤0,16 мкм. На данных специальных устройствах перемещают деформируемый металл по торцам заготовок в сторону внутренней поверхности и формируют на них внутренние кольцевые пояски шириной в пределах (0,5-1,5)δ и толщиной в пределах (0,2-0.5)δ.
Устанавливают стыкуемые оболочки в центрирующее по наружному диаметру устройство. При этом в конструкции центрирующего устройства предусмотрены специальные охлаждающие элементы. После установки оболочек заготовок в центрирующее устройство и проверки соосности совпадения их торцов по периметру в плоскости стыка осуществляют точечную сшивку-сварку с шаговым перемещением электрода (шагом) (20-50)δ. После локальной сшивки оболочек заготовок осуществляют основную сплошную сварку с образованием зоны проплавления, ширина которой составляет (4-6)δ. При этом отвод тепла в свариваемых деталях в направлении, перпендикулярном шву, начинают осуществлять на длине, составляющей не более (6-8)δ от плоскости стыка. Цикл точечной сшивки и основной сварки может быть осуществлен автоматически, то есть программным обеспечением сварочного автомата.
Для проверки заявляемого технического решения были изготавливали образцы сварных оболочек толщиной 0.5 мм и диаметром 147 и 213 мм из нержавеющей стали марки 08Х1810Т. Образцы сварных стыков труб получали импульсно-дуговой сваркой неплавящимся электродом в среде аргона, азота и водорода. Сварку проводили сварочной головкой TIG. Полученные результаты подтвердили техническую и экономическую эффективность предлагаемого решения.
С использованием предложенного способа появилась реальная возможность получать сварные конструкции типа замкнутых сосудов в виде тонкостенных оболочек-лейнеров. Изготовление и испытание тонкостенных оболочек-лейнеров, изготовленных с использованием предлагаемого способа, подтвердили их высокую надежность и эффективность.
Изобретение может быть использовано в авиационной, космической, химической областях техники при изготовлении емкостей из коррозионно-стойких сталей, алюминиевых сплавов и других материалов. Кроме того, изобретение может быть использовано при изготовлении баллонов давления и строительстве трубопроводов для хранения и транспортировки жидких и газообразных сред.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЦЕНТРИРОВАНИЯ СВАРИВАЕМЫХ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393947C2 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК К СВАРКЕ | 2008 |
|
RU2393949C2 |
| МЕТАЛЛОКОМПОЗИТНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2432521C2 |
| МЕТАЛЛО-КОМПОЗИТНЫЙ БАЛЛОН ДАВЛЕНИЯ | 2010 |
|
RU2439425C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2482380C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2393375C2 |
| ЛЕЙНЕР БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2353851C1 |
| МЕТАЛЛОКОМПОЗИТНЫЙ БАЛЛОН ДАВЛЕНИЯ | 2009 |
|
RU2432520C2 |
| Металлокомпозитный баллон для хранения сжатого водорода | 2023 |
|
RU2832629C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2393376C2 |




Изобретение может быть использовано при сварке особо тонкостенных оболочек, а также трубных заготовок из нержавеющей стали. Предварительно осуществляют пластическое деформирование роликами свариваемой поверхности торца каждой из стыкуемых оболочек с его осадкой и деформацией микровыступов до получения заданного параметра шероховатости. При этом перемещают деформируемый металл по торцу заготовки в сторону внутренней поверхности с формированием на ней кольцевого буртика. Затем устанавливают стыкуемые оболочки в центрирующее по их наружному диаметру приспособление с зазором, обеспечивающим при сварке их совместное плавление. Осуществляют сшивку оболочек сваркой точками по периметру в плоскости стыка. Затем осуществляют основную сплошную сварку стыка. Изобретение направлено на устранение микродефектов и повышение качества сварного шва. 9 з.п. ф-лы, 9 ил.
1. Способ дуговой сварки кольцевых стыков тонкостенных оболочек, включающий подготовку стыкуемых торцов, установку свариваемых оболочек встык на центрирующих приспособлениях с зазором, обеспечивающим при сварке совместное плавление примыкающих друг к другу поверхностей, отличающийся тем, что предварительно осуществляют пластическое деформирование роликами свариваемой поверхности торца каждой из стыкуемых оболочек с его осадкой и деформацией микровыступов до получения параметра шероховатости Ra≤0,16 мкм, при этом перемещают деформируемый металл по торцу оболочки в сторону внутренней поверхности с формированием на ней кольцевого буртика шириной (0,5-1,5)δ и толщиной (0,2-0,5)δ, где δ - толщина стенки свариваемой оболочки, мм, после чего устанавливают стыкуемые оболочки в центрирующее по их наружному диаметру приспособление и осуществляют их сшивку сваркой точками по периметру в плоскости стыка с шаговым перемещением электрода (20-50)δ, затем осуществляют основную сплошную сварку стыка с образованием зоны проплавления шириной (4-6)δ, при этом производят отвод тепла на длине от плоскости стыка свариваемых оболочек не более (6-8)δ.
2. Способ по п.1, отличающийся тем, что осадку торца свариваемой оболочки осуществляют на величину Δh=aδ+bδ2/R, где R - радиус свариваемой оболочки, мм; a, b - постоянные коэффициенты для диапазона δ2/R=0,003÷0,01, равные соответственно 0,1-0,3 и 0,075-0,375.
3. Способ по п.1, отличающийся тем, что деформацию микровыступов на свариваемой поверхности торца оболочки и его осадку ведут с ограничением радиальных деформаций примыкающей к торцу наружной боковой поверхности.
4. Способ по п.1, отличающийся тем, что деформацию микровыступов на свариваемой поверхности торца оболочки и его осадку ведут с одновременной обкаткой роликами примыкающей к торцу наружной боковой поверхности с контактным усилием на ролик 200-300 Н.
5. Способ по п.1, отличающийся тем, что деформацию микровыступов на свариваемой поверхности торца оболочки осуществляют роликами с диаметром, равным (4-6)δ, и с параметром твердости материала HRc>65.
6. Способ по п.1, отличающийся тем, что сшивку оболочек осуществляют в два оборота со смещением на втором обороте на полшага от первой сшивки.
7. Способ по п.1, отличающийся тем, что кольцевые буртики на внутренних поверхностях свариваемых оболочек выполняют одного внутреннего диаметра для каждой из них.
8. Способ по п.1, отличающийся тем, что кольцевые буртики на внутренних поверхностях свариваемых оболочек выполняют под непрямым углом вовнутрь каждой из них.
9. Способ по п.1, отличающийся тем, что при сварке оболочек со стороны наружной и внутренней поверхностей подают различные по составу защитные газовые среды.
10. Способ по п.1, отличающийся тем, что после пластического деформирования перед сваркой торцевые поверхности заготовок промывают сольвентом.
| Способ сварки кольцевых швов оболочковых конструкций | 1983 |
|
SU1159740A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ВСТЫК БЕЗ ПРИСАДОЧНОГО МАТЕРИАЛА ТОНКОСТЕННЫХ КОНУСОВ И ОБОЛОЧЕК | 0 |
|
SU365229A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1984 |
|
SU1312863A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2016726C1 |
| GB 1450470 А, 22.09.1976. | |||

