1
Известен штамп для открытой объемной штамповки, содержащий рабочую полость и облойную канавку с мостиком. Однако этот штамп не обладает высокой стойкостью.
Повышение штампа достигается за счет того, что по крайней мере одна поверхность мостика выполнена по экспоненциальной криво11, увеличиваюш,ей высоту мостика от рабочей полости к периферии канавки.
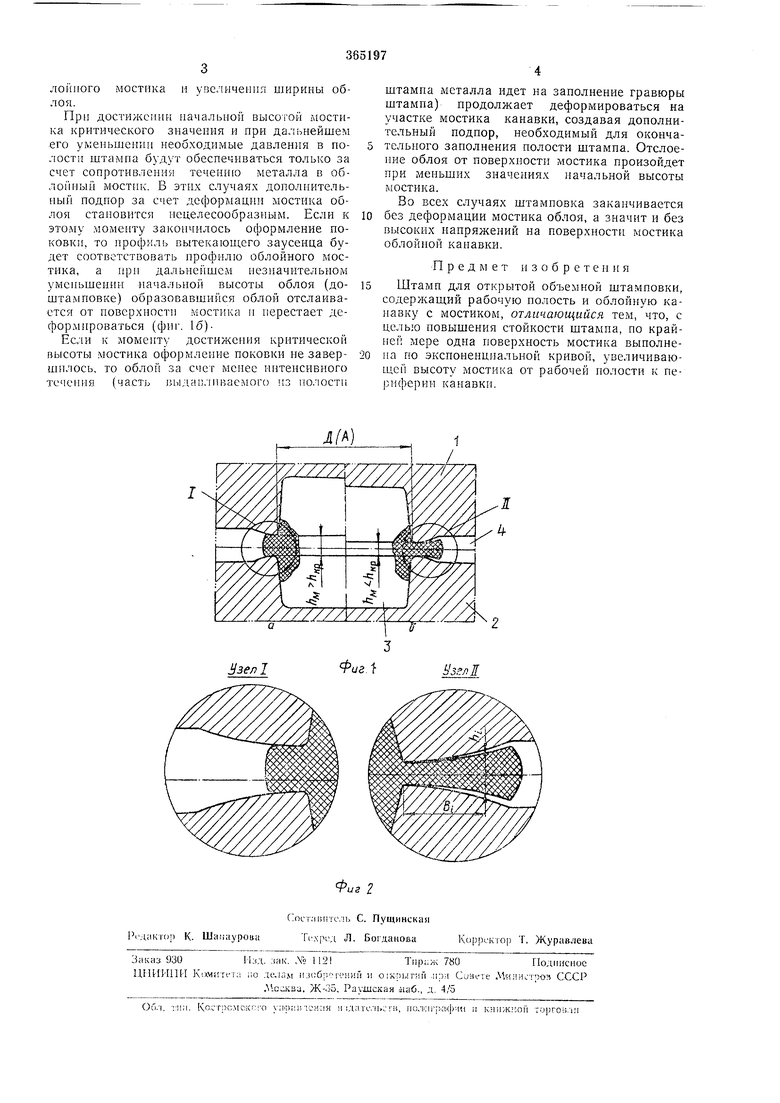
На фиг. 1 показан штамп в разрезе и характер течения металла по поверхности мостика при разпых значениях начальной высоты облойного мостика /гм, на фиг. 1а - характер течения металла при пачальной высоте облойпого мостика А.м больше критической (/iM -/iKi)); на фиг 16 - то же, при начальной высоте облойного мостика меньше критической (); на фиг. 2 - узел I и узел II иа фиг. 1.
Штамп, состоящий из верхней 1 и нижней 2 половин, содержит рабочую нолость ,: н облойную канавку 4 с мостиком.
Каждая поверхность мостика выполнена по экспоненциальной кривой, увеличивающей высоту мостика от рабочей полости к периферии канавки.
Профиль мостика должен повторять профиль свободно вытекающего облоя при критическом значении начальной высоты щели.
Уравпенне, оннсывающее измененне высоты свободно образующегося облоя, получено путем рещения дифференциального уравнения расхода металла при доштамповке и зависит от диаметра поковки Д в плоскости разъема штампов или от наибольшего поперечпого размера А данного сечения поковки, и в обп1ем случае имеет следующий вид:
,-Д(А)где /;i--высота мостика;
Ib-v - критическая высота облойной щели;Л - коэффициент. зависяпд.пй от вида
деформированного состояппя. Начальная высота мостика (/bi), обеенечивающая необходимые давления в нолости штампа только за счет сопротивления тсчен по металла в облойный мостик, онределяется сложностью ноковки.
Деформация металла п штампе протекает следующим образом: при .-р образуюИ1ИЙСЯ заусенец будет создавать подпор за счет сонротпвлення течению металла и облойпый .моетнк п за счет наирял ений. возникающих прп деформацш образу1оп1егося облоя (фиг. 1а). При дальнейшем смыкании полоBfw штампа давление в полости штампа уволнчпвается за счет уменьшепня высоты об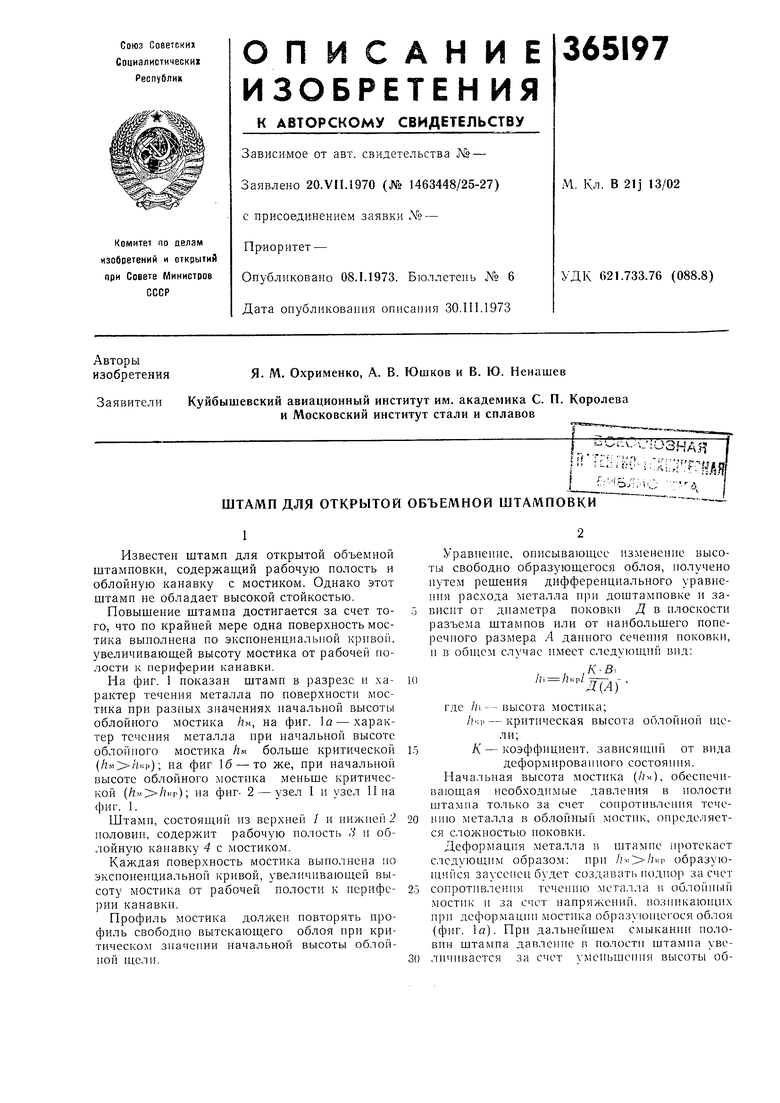
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для объемной штамповки | 1980 |
|
SU889259A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
