УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛИК-ВТУЛКА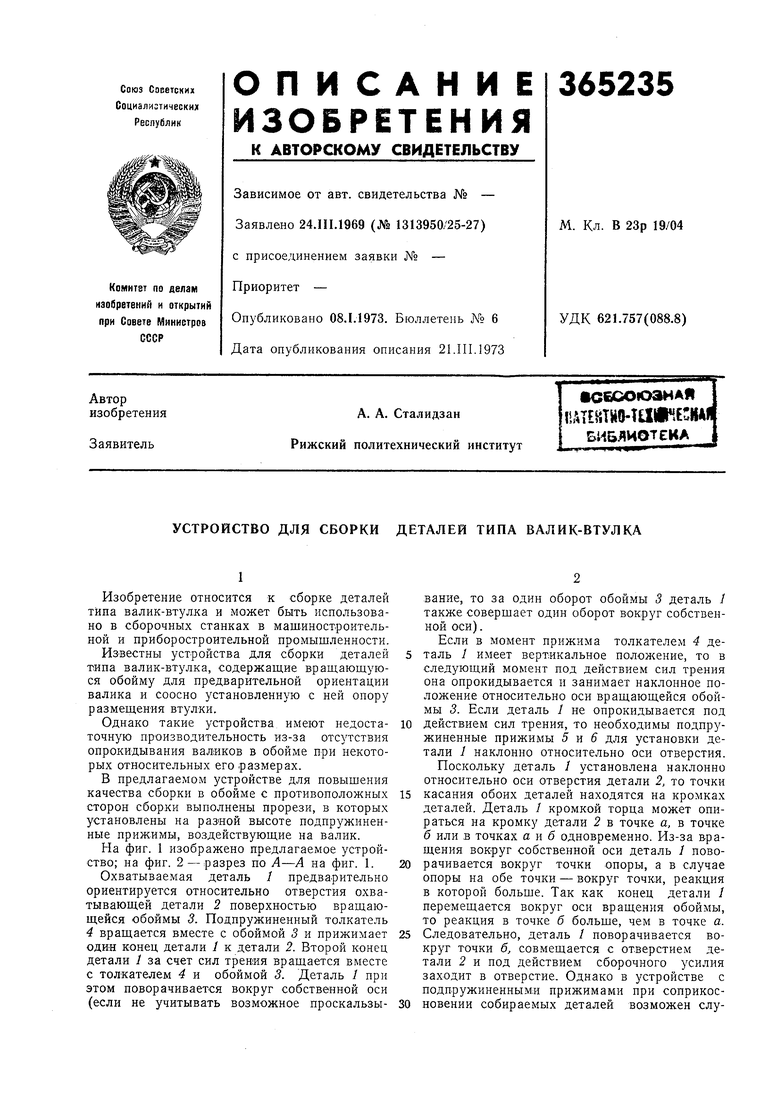
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ДЕТАЛЕЙ | 1970 |
|
SU427826A1 |
| УСТРОЙСТВО для СБОРКИ УЗЛОВ ТИПА ВТУЛКА-ВАЛИК | 1972 |
|
SU359125A1 |
| СПОСОБ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2010 |
|
RU2423217C1 |
| УСТРОЙСТВО для СБОРКИ УЗЛОВ ТИПА ВТУЛКА-ВАЛИК с ГОЛОВКОЙ | 1971 |
|
SU290811A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ | 1971 |
|
SU305979A1 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ | 1973 |
|
SU397305A1 |
| Устройство для сборки деталей | 1976 |
|
SU653078A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
1
Изобретение относится к сборке деталей типа валик-втулка и может быть использовано в сборочных станках в машиностроительной и приборостроительной промышленности.
ИЗВестны устройства для сборки деталей типа валик-втулка, содержашие враш.ающуюся обойму для предварительной ориентации валика и соосно установленную с ней опору размещения втул-ки.
Однако такие устройства имеют недостаточную производительность из-за отсутствия опрокидывания валиков в обойме при некоторых относительных его .размерах.
В предлагаемом устройстве для повышения качества сборки в обойме с противоположных сторон сборки выполнены прорези, в которых установлены на разной высоте подпружиненные прижимы, воздействуюш,ие на валик.
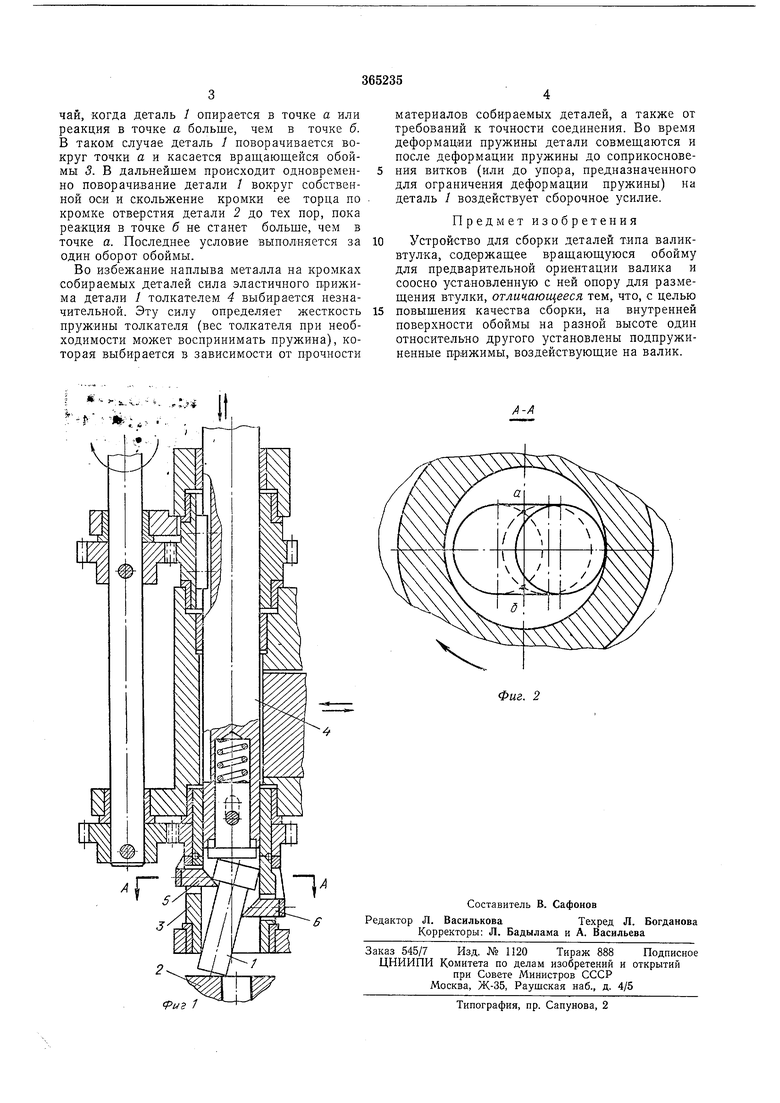
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез по Л-А на фиг. 1.
Охватываемая деталь / предварительно ориентируется относительно отверстия охватываюш,ей детали 2 поверхностью вращаюш,ейся обоймы 3. Подпружиненный толкатель 4 вращается вместе с обоймой 3 и прижимает один конец детали / к детали 2. Второй конец детали / за счет сил трения вращается вместе с толкателем 4 и обоймой 3. Деталь / при этом поворачивается вокруг собственной оси (если не учитывать возможное проскальзывание, то за один оборот обоймы 5 деталь 1 также совершает один оборот вокруг собственной оси).
Если в момент прижима толкателем 4 деталь 1 имеет вертикальное положение, то в следуюш,ий момент под действием сил трения она опрокидывается и занимает наклонное положение относительно оси вращающейся обоймы 3. Если деталь / не опрокидывается под действием сил трения, то необходимы подпружиненные прижимы 5 и 6 для установки детали 1 наклонно относительно оси отверстия.
Поскольку деталь / установлена наклонно относительно оси отверстия детали 2, то точки касания обоих деталей находятся на кромках деталей. Деталь / кромкой торца может опираться на кромку детали 2 в точке а, в точке б или в точках а и б одновременно. Из-за вращения вокруг собственной оси деталь / поворачивается вокруг точки опоры, а в случае опоры на обе точки - вокруг точки, реакция в которой больше. Так как конец детали / перемещается вокруг оси вращения обоймы, то реакция в точке б больше, чем в точке а. Следовательно, деталь / поворачивается вокруг точки б, совмещается с отверстием детали 2 и под действием сборочного усилия заходит в отверстие. Однако в устройстве с подпружиненными прижимами при соприкосновении собираемых деталей возможен слу
