Известны однороликовые раскатки для упрочняюще-чистовой обработки роликом, установленным под углом к оси оправки так, что две противолежащие по диагонали осевого сечения кромки ролика одновременно контактируют с обрабатываемой поверхностью в плоскости, перпендикулярной оси обрабатываемого отверстия.
Предлагаемая раскатка отличается от известных тем, что диаметр и длина ролика выбраны такими, что обеспечивается одновременный контакт четырех противолежащих по диагоналям осевого сечения кромок ролика с поверхностью обрабатываемого отверстия в плоскостях, перпендикулярных его оси.
Такое выполнение раскатки повышает производительность труда и улучшает качество обрабатываемой поверхности.
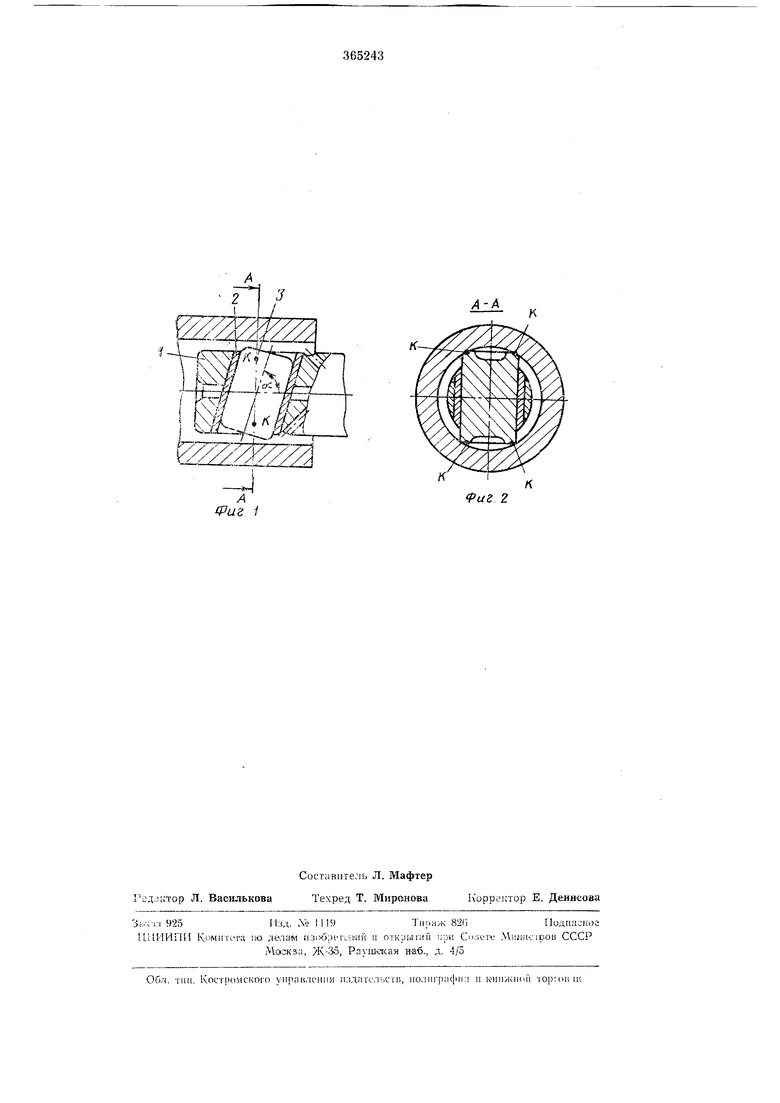
На фиг. 1 изображена предлагаемая раскатка, продольный разрез (с вырывом); на фиг. 2 - сечение по Л-А на фиг. 1.
В оправке J под некоторым углом к ее оси во втулке 2 по посадке скольжения (или на игольчатых подш-ипниках) установлен деформирующий ролик 3, контактируюп1ий с обрабатываемой поверхностью в точках К.
Предлагаемую раскатку обрабатывают па токарных, сверлильных и подобных станках следующим образом.
При включении главного и движения подачи ролик вследствие наличия натяга начинает вращаться, накатывая обрабатываемую поверхность. При этом из-за несовпадения вектора скорости точки контакта, принадлежащей обрабатывае.мой поверхности, с вектором скорости точки контакта, принадлежащей деформирующей поверхности, ролик проскальзывает относительно обрабатываемо поверхности.
Таким образом, при обработке одновременно используют два эффекта; накатывание обрабатываемой поверхност 1 и ее одновреме пюе вы1-лаживание.
П р е л w е т ) 3 обре т е и я
Од 1ороликовая раскатка для упрочняю лечистовой обработк с установленным под углом к оси оправки деформирующ Л роликом, отличающаяся тем, что, с целью повышения про 1зводительност 1 труда и улучшения качества обрабатываемой поверхности, i длина ролика выбраны так, что обеспечивается одновременный контакт четырех противолежащих по диагонали осевого сечения кромок ролика с поверхность о обрабатываемого отверст я в плоскостях, перпенднкулярных его оси.
/t-A
fuZ 2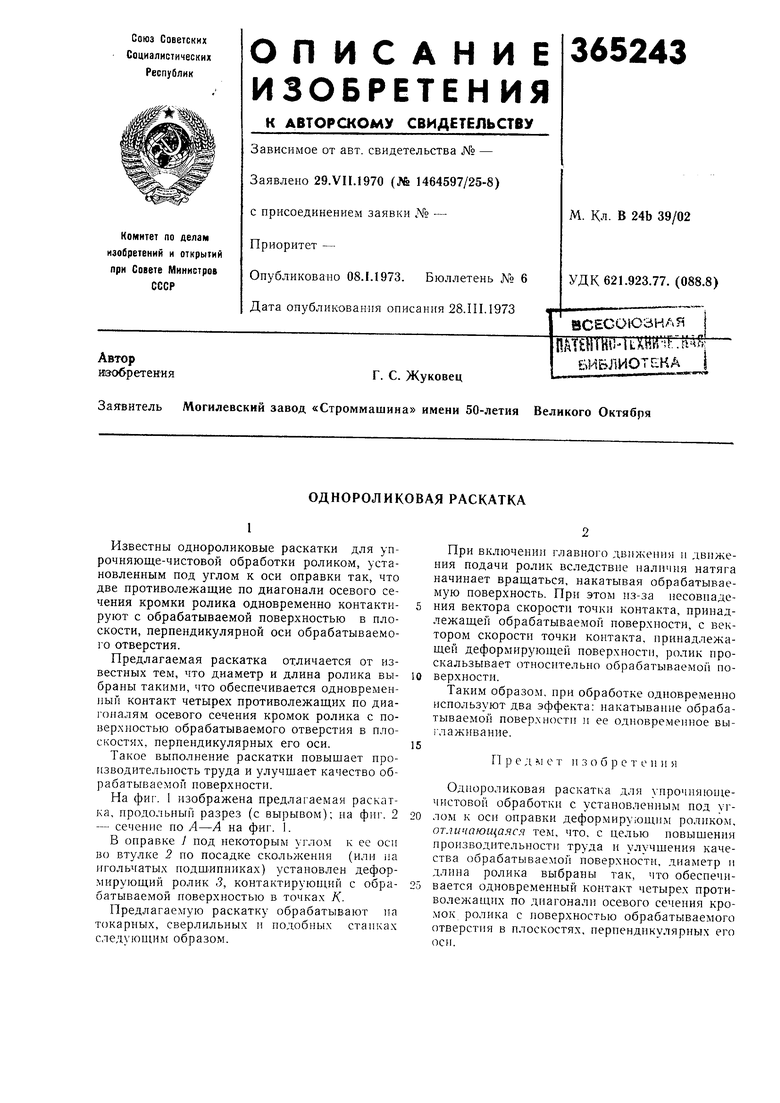
| название | год | авторы | номер документа |
|---|---|---|---|
| Однороликовая раскатка | 1980 |
|
SU944898A2 |
| ОДНОРОЛИКОВАЯ РАСКАТКА | 1972 |
|
SU330946A1 |
| Однороликовая раскатка | 1976 |
|
SU624781A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| Однороликовая раскатка | 1979 |
|
SU959991A2 |
| Устройство для отделочно-упрочняющей обработки | 1990 |
|
SU1764970A1 |
| Регулируемая раскатка | 1981 |
|
SU956255A2 |
| ОДНОРОЛИКОВАЯ РАСКАТКА | 1972 |
|
SU359139A1 |
| Способ шлифования цилиндрической детали | 1986 |
|
SU1404276A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |