Известны устройства для проверки ходовых винтов токарных станков с применением эталонного винта и гайки, перемещаемой по проверяемому винту, причем неточности проверяемого винта находят отражение на индикаторе. Эти устройства неудобны тем, что проверка ходового винта обычно производится при их помощи вне станка, на специальной установке.
Предлагаемым устройством проверка производится непосредственно на токарном станке, причем эталонный винт с надетой на него гайкой устанавливается на центрах станка и ему сообщается вращение, идентичное вращению ходового винта станка. На суппорте станка при этом устанавливается индикатор, который показывает отклонения в правильном перемещении гайки по вращающемуся эталону.
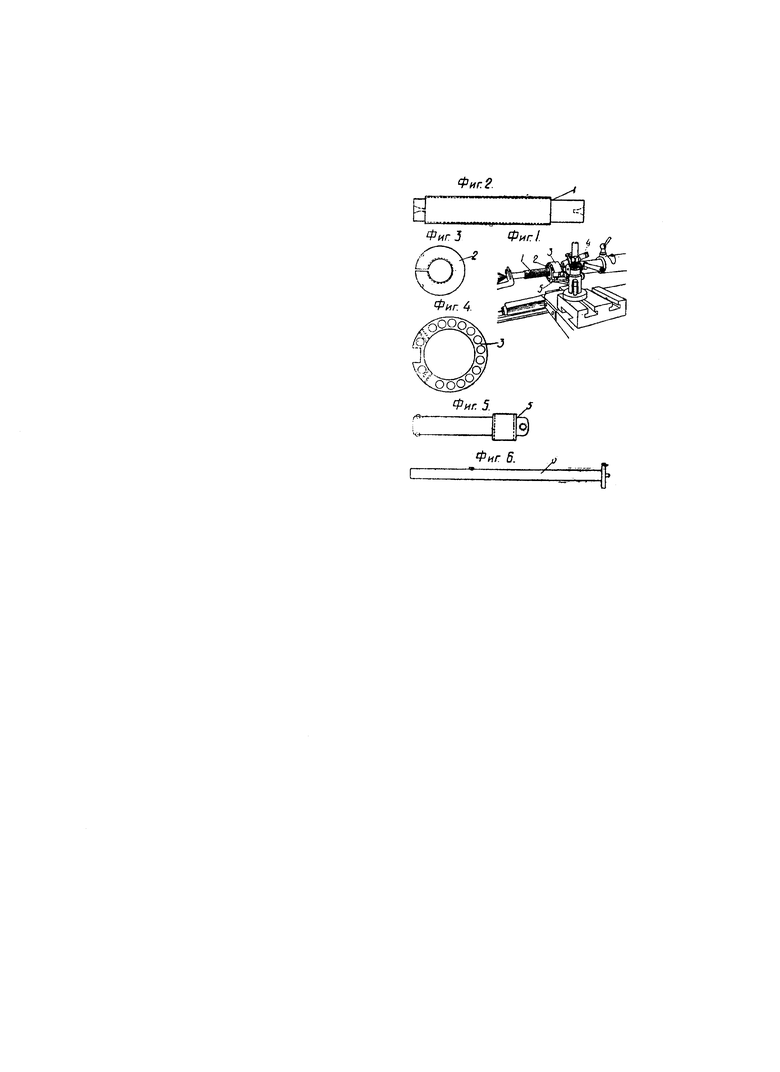
На чертеже фиг. 1 изображает общий вид устройства, установленного на станке; фиг. 2-6 - детали.
Устройство для проверки шага ходовых винтов токарно-винторезных станков состоит из резьбового стального каленого точно отшлифованного и доведенного эталона 1 с любым шагом резьбы. Ошибки в шаге при ввинчивании на эталон специально нарезной к нему гайки не должны переходить за пределы ± 0,001 мм.
По эталону 1 точно пригоняется стальное или бронзовое кольцо 2 с гаечной нарезкой. С боковых сторон разреза резьбового кольца должны быть засверлены углубления для стяга кольца (как у лерки). Торцевые стороны кольца должны быть перпендикулярны к оси нарезки и отшлифованы. На кольцо 2 надевается железное облегченное отверстиями кольцо 3. Через кольцо 3 (под углом 100-120°) сделаны резьбовые отверстия для шурупов, регулирующих резьбовое кольцо 2. На кольце 3 параллельно его оси имеется паз для ввода рычага 5, задерживающего от вращения резьбовое кольцо 2, при ввинчивании в него эталона 1. На конце рычага 5 укреплены два шарика, которые при вводе в паз кольца 3 касаются стенок паза.
Проверку ходового винта при помощи настоящего устройства производят следующим образом. На эталон 1 навинчивается гайка, образуемая кольцами 2 и 3. Затем эталон устанавливают на центрах токарного станка. На стойке супорта станка закрепляется индикатор 4, мерительный штифт которого соприкасается с торцевой поверхностью гайки 2-3. На этой же стойке устанавливается рычаг 5, конец которого, снабженный шариками, вводится в паз кольца 3. Пускают станок в ход и при помощи хомутика сообщают вращение эталонному винту 1. Одновременно получает продольное перемещение суппорт станка. Таким образом, эталон 1 ввинчивается в гайку 2-3, удерживаемую от вращения рычагом 5. Гайка 2-3 получает перемещение вдоль эталонного винта 1 вместе с суппортом, перемещающимся по ходовому винту станка. При этом вполне понятно, что неправильность в шаге ходового винта станка получает отражение в показаниях индикатора 4. Показания индикатора фиксируются и по ним можно определить точность ходового винта, а также в каком именно месте ходовой винт неточен.
Устройство для проверки шага ходовых винтов токарно-винторезных станков, с использованием эталонного винта, гайки к нему и индикатора, отличающееся тем, что для осуществления проверки непосредственно на станке, эталонный винт 1 с надетой на него гайкой 2-3 установлен на центрах токарного станка в целях сообщения ему вращения, идентичного вращению ходового винта станка, и наблюдения по индикатору 4, установленному на суппорте, за перемещениями гайки 2-3, для предотвращения вращения которой служит рычаг 5.
