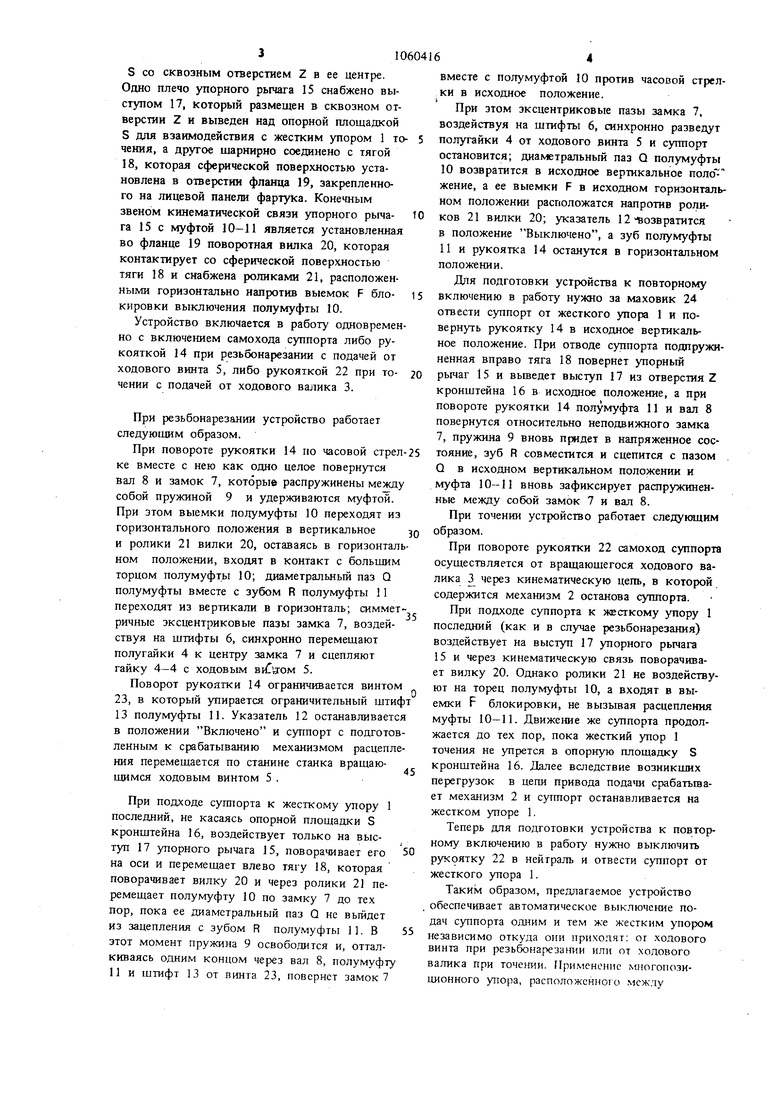
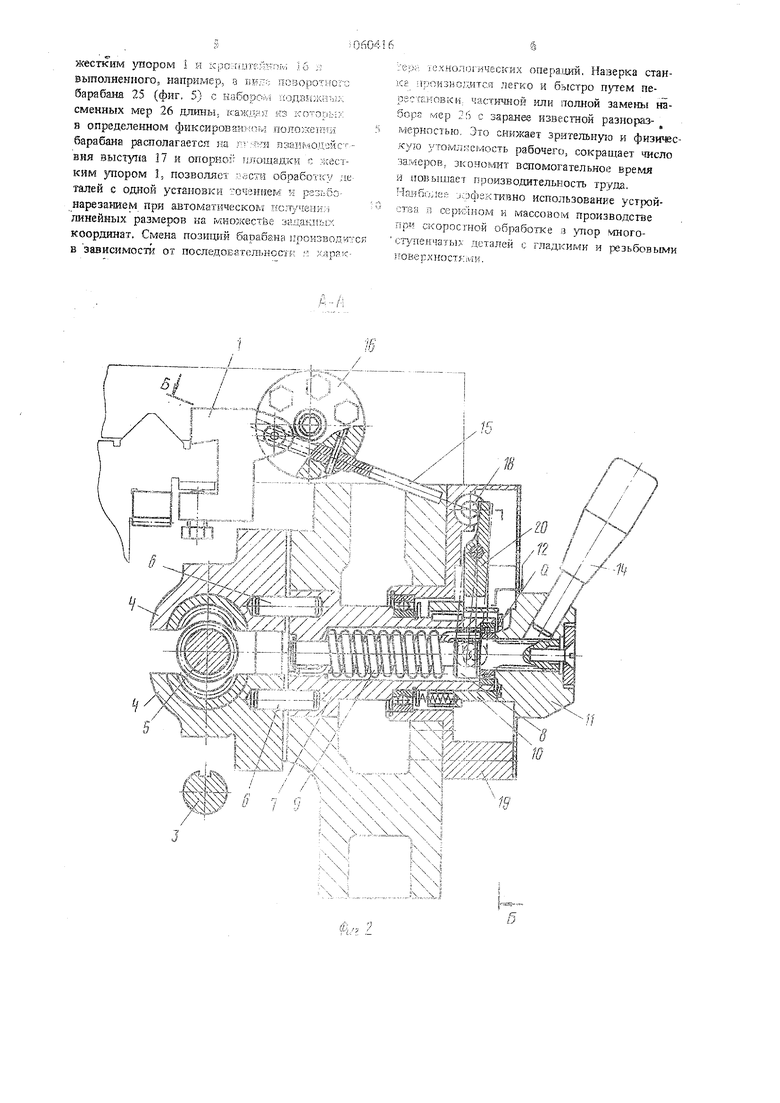
f10 Изобретение оросится к машиностроению и может быть использовано в юкарко-винтореэч и других станках. Известны две группы устройств автогиатического выключения подачи суппорта токарне-винторезного станка. К первой группе относлтся различные по конструкции механизмы останова суппорта при точении, содержащие закрепленный на станине жесткий упор точения и узел отключения подачи от ходового залкка, срабатьгеающий вследствие перегрузки кинелитийской цепи в момент набегания суппорта на жесткий Однако эти механизмы не обеспечивают выключзния -подачи при резьбонарезанни от хопового винта. Ко второй группе относятся различные по конструкции механизмы расцепления маточной гайки с ходовым винтом при резьбонарезании содержащие поворотный упорный рычаг, одяо плечо которого кинематически связано с защелкой, удерживающей взведенную для отключения маточной гайки пружину, а другое взаимодействует с закрепленным на станине упором резьбонарезания 2, Известно устройство для автоматического выключения подач суппорта токарно-винторезного станка, содержащее закрепленный на станине жесткий упор и расположенные в корпусе фартука связанный с ходовым валом механизм останова суппорта и вал управления гайки ходового винта, связанный с механизмом расцепления гайки, вьтолненным из закреплен кого на кронштейне суппорта упорного рычага, кинематически связанного с установленной с возможностью осевого перемещения на валу управления гайки полумуфтой f3|. Основным общим недостатком механизмов указанных групп является низкая производител иость станка при обработке деталей с одной установки точением и резьбонарезанием, обусловленная потерями вспомогателького времени на переналадку станка и наверку относительно прут друга индивидуально расположенных упоров точения и резьбонарезания. Кроме того, од одновреуенное использование механизма останова суппорта и механизма расцепления гайки практически невозможно и небезопасно ввиду отсутствия блокировки длл о спечения определенной последовательности их срабатыва шя. Целью изобретения является повышение про изводительности станка путем объединения уло ров точения и резьбонарезания и вьшолнения условий блокировки при изменении очередност срабатывания Л5ехаиизмов по объехушенному Поставленная цель достигается тем, что в устройстве для автомаглческого выключения подач суппорта токарно-винторезного станка, содержащем закреапенш,1Й на станине ЖЕСТКИЙ упор и ,:расположенные в корпусе фартука связанный с ходовым валом механизм останови cjTinopTa и вал управления гайки ходовоГо винта, связанный с механизмом расцепления гайки, выполненным из закрепленного на кроншггейне суппорта т орного рычага,кинематически связанного с установленной с возможностью осевого лереме1цения на валу управления гайки полумуфтой, упорный рычаг снабжен выступом а на кронштейне суппорта вьшопнена опорная площаддв со сквозным отверстием в центре для периодического взаимодействия этой площадки и размещенного в указанном отверстаи выступа чтторнсго рычага с жестким упором, при этом конечное звено кинематической связи Зяюрного рычага с полумуфтой Еьшолнено в виде устшвдвленной на корпусе фартука с возможностью поворота вилки с роликами, взаи- модействукзщимк с вьтолненными на- торце подвижной полумуфты выемками. На фиг, 1 изображено устройстао, вид, фронтальная проекция; на фиг, 2 - разрез А-А на фиг. J; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 3; на фиг; 5 - пример использования устройства в сочетании с многопозиционным упором. Предлагаемое устройство содержит закрепленный на станине жесткий упор 1 точения и расположенные в мек&яиэм 2 останова суппорта, ведомого ходовым валиком 3, и механизм расцепления гайки 4-4 (фиг. 2) с ходовым винтом 5. В полугайки 4 запрессованы штифты 6, которые входят в симметричные эксцентриковые пазы, вьшолненньге на торце замк:а 7. Вал 8 управления маточ 1ОЙ гайкой установлен в замок 7 с возможностью- относительного поворота. Замок 7 и вал 8 на: содятся под воздействием пружины 9 крут -ения, которая взведена и удерживается муфтой, состоящей из двух полумуфт 10 и 11 с терцовыми зубьями. Полумуфта 10 вьшо;шена в виде ступенчатой втулки, установлена на замке 7 с возможностью осевого перемещения по его шпонкам, подпружинена на пол муфту 11. снабжена указателем 12 и имеет (фиг. 3 и 4) на большом торце диаметрально противоположные выемки F блокировки, а на меньшем диаметральный паз Q, который сцеплен с диаметральным зубом R полумуфты 11. Последняя неподвижно закреплена на валу 8 и вьтолнена в виде стутшцы, в которую запрессован ограничительный штафт 13 и рукоятка 14 рутого управления маточной гайкой. Муфта кинематически связана с упорным рычагом 15, установленным на крониттей- не ,16 суппорта, накотором соосно с жестким упором 1 точения вьтолнена опорная площадка 310 S со сквозным отверстием Z в ее центре. Одно плечо упорного рычага 15 снабжено выступом 17, Который размещен в сквозном отверстии Z и выведен над опорной площадкой S для взаимодействия с жестким упором 1 то чения, а другое щарнирно соединено с тягой 18, которая сферической поверхностью установлена в отверстии фланца 19, закрепленного на лицевой панели фартука. Конечным звеном кинематической связи упорного рычага 15 с муфтой 10-11 является установленная во фланце 19 поворотная вилка 20, которая контактирует со сферической поверхностью тяги 18 и снабжена роликами 21, расположенными горизонтально напротив выемок F блокировки выключения полумуфты 10. Устройство включается в работу одновремен но с включением самохода суппорта либо рукояткой 14 при резьбонарезании с подачей от ходового винта 5, либо рукояткой 22 при точении с подачей от ходового валика 3. При резьбонарезании устройство работает следующим образом. При повороте рукоятки 14 по часовой стрел ке вместе с нею как одно целое повернутся вал 8 и замок 7, которые распружинены межд собой пружиной 9 и удерживаются муфтой. При этом выемки полумуфты 10 переходят из горизонтального положения в вертикальное и ролики 21 вилки 20, оставаясь в горизонтал ном положении, входят в контакт с больщим торцом полумуфты 10; диаметральный паз Q полумуфты вместе с зубом R полумуфты 11 переходят из вертикали в горизонталь; симмет ричные эксцентриковые пазы замка 7, воздействуя на штифты 6, синхронно перемещают полугайки 4 к центру замка 7 и сцепляют гайку 4-4 с ходовым вйГйгом 5. Поворот рукоятки 14 ограничивается винтом 23, в который упирается ограничительный щти 13 полумуфты 11. Указатель 12 останавливаетс в положении Включено и суппорт с подгото ленным к срабатыванию механизмом расцепл ния перемещается по станине станка вращающимся ходовым винтом 5 . При подходе суппорта к жесткому упору 1 последний, не касаясь опорной площадки S кронштейна 16, воздействует только на выступ 17 упорного рычага 15, поворачивает его на оси и перемещает влево тягу 18, которая поворачивает вилку 20 и через ролики 21 перемещает полумуфту 10 по замку 7 до тех пор, пока ее диаметральный паз Q не выйдет из зацепления с зубом R полумуфты 11. В этот момент пружина 9 освободится и, отталкиваясь одним концом через вал 8, полумуфту 11 и штифт 13 от винта 23, повернет замок 7 вместе с полумуфтой 10 против часовой стрелки в исходное положение. При этом эксцентриковые пазы замка 7, воздействуя на щтифты 6, синхронно разведут полугайки 4 от ходового винта 5 и суппорт остановится; диаметральный паз Q полумуфты 10возвратится в исходное вертикальное жение, а ее выемки F в исходном горизонтальном положении расположатся напротив роликов 21 вилки 20; указатель 12 возвратится в положение Выключено, а зуб полумуфты 11и рукоятка 14 останутся в горизонтальном положении. Для подготовки устройства к повторному включению в работу нужно за маховик 24 отвести суппорт от жесткого упора 1 и повернуть рукоятку 14 в исходное вертикальное положение. При отводе суппорта подпружиненная вправо тяга 18 повернет упорный рьиаг 15 и вьтедет вьютуп 17 из отверстия Z кронштейна 16 в исходное положение, а при повороте рукоятки 14 полумуфта 11 и вал 8 повернутся относительно неподвижного замка 7, пружина 9 вновь придет в напряженное состояние, зуб R совместится и сцепится с пазом Q в исходном вертикальном положении и муфта 10-11 вновь зафиксирует распружкненнью между собой замок 7 и вал 8. При точении устройство работает следующим образом. При повороте рукоятки 22 самоход суппорта осуществляется от вращающегося ходового валика 3 через кинематическую цепь, в которой содержится механизм 2 останова суппорта. При подходе суппорта к жесткому упору 1 последний (как и в случае резьбонарезания) воздействует на выступ 17 упорного рычага 15 и через кинематическую связь поворачивает вилку 20. Однако ролики 21 не воздействуют на торец полумуфты 10, а входят в выемки F блокировки, не вызьшая расцепления муфты 10-11. Движение же суппорта продолжается до тех пор, пока жесткий упор 1 точения не упрется в опорную площадку S кронштейна 16. Далее вследствие возникших перегрузок в цепи привода подаш срабатьшает механизм 2 и суппорт останавливается на жестком упоре 1. Теперь для подготовки устройства к повторному включению в работу нужно выключить рукоятку 22 в нейтраль и отвести суппорт от жесткого упора 1. Таким образом, предлагаемое устройство обеспечивает автоматическое выключение подач суппорта одним и тем же жестким упором независимо откуда они прихолят: or ходового винта при резьбонарезат1И или от ходового валика при точетш. IpHMCHemie многопозиционного упора, расположенного между
жестким упором 1 и i-ci;
вьтолненного, например
барабана 25 (фиг, 5) с
сменных мер 26 длины, каждая из г-отоп
в определенном фиксированмпгуз поло;; ет
барабана располагается на T-:: tm пзаимод;
вня выступа 17 и опорно: илощадки с УН
КИМ упором 1. позволяет ести обоаботк
талей с одной установки гочгнием и сгзй
нарезанием при автоматическом пс;т;/ченк:
линейных размеров ка множест1зе згигаккь
координат. Смена позшдай барабана лроизв
в эaвнcи юcгё от последователъностк я хя
уехнолигических операций, На1зерка станкг ярпизвоштся легко и быстро путем пеР8СТЕ1НОВКИ: частичной или полной замены гаDops мер ;i с заранее извесгаой разноразмерностью. Это снижает зрительную и . кую утомляемость рабочего, сокращает число замеров, эконовдт вспомогательное время и ио)ышает производительность труда, ;1аиболее :к;)фгктивно использование устрой-ша п серк-1ном и массовом производстве прч скоросшой обработке в упор много ступенчатых деталей с гладкими и резьбовыми sOBepxirocT :iwK,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического выключения подачи суппорта токарновинторезного станка | 1976 |
|
SU654385A1 |
| Устройство для подачи фартука токарно-винторезного станка | 1980 |
|
SU984699A1 |
| ПОПЕРЕЧНЫЙ СУППОРТ | 1971 |
|
SU314599A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| МЕХАНИЗМ АВТОМАТИЧЕСКОГО ОСТАНОВА СУППОРТА | 1971 |
|
SU290812A1 |
| Автоматический выключатель маточной гайки | 1981 |
|
SU1042920A1 |
| Токарно-винторезный станок | 1981 |
|
SU982848A2 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| ФАРТУК ТОКАРНОГО СТАНКА | 1969 |
|
SU237527A1 |

УСТГОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ВЫКЛЮЧЕНИЯ ПОДАЧ СУППОРТА ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА, содержащее закрепленный на станине жесткий упор и расположенные в корпусе фартука связанный с ходовым валом механизм останова суппорта и вал управления гайки ходового винта, связанный с механизмом расцепления ганки, выполненным из закрепленного на кронштейне суппорта упорного рычага, кинематически связанного с установленной с возможностью осевого перемещения на валу управления гайки полумуфтой, отличающееся тем, что, с целью повышения производительности станка и его надежности, упорньж рьиаг снабжен выступом, а на кронштейне суппорта выполнена опорная площадка со сквозным отверстием в центре для периодического взаимодействия этой площадки и размещенного в указанном отверстии выступа упорного рычага с жестким упором, при этом конечное звено кинематической связи упорного рычага с полуС € муфтой выполнено в виде установленной на корпусе с возможностью поворота сл вилки с poликa Ш, взаимодействующими с выполненными на торце подвижной полу муфты выемками. 35 о 1 65
/ /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МЕХАНИЗМ ОСТАНОВА СУППОРТА | 0 |
|
SU312739A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
