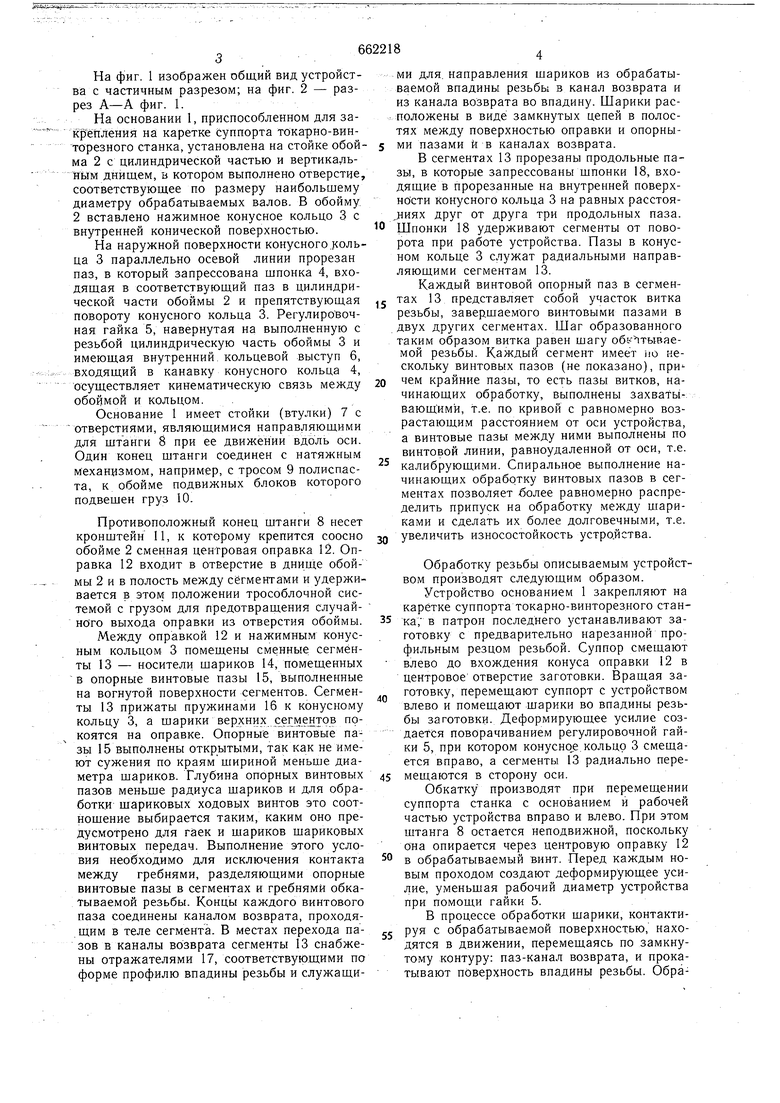
На фиг. 1 изображен общий вид устройства с частичным разрезом; на фиг. 2 - разрез А-А фиг. 1.
На основании 1, приспособленном для закрепления на каретке суппорта токарно-винторезного станка, установлена на стойке обойма 2 с цилиндрической частью и вертикальным днищем, в котором выполнено отверстие соответствующее по размеру наибольшему диаметру обрабатываемых валов. В обойму 2 вставлено нажимное конусное кольцо 3 с внутренней конической поверхностью.
На наружной поверхности конусного кольца 3 параллельно осевой линии прорезан паз, в который запрессована щпонка 4, входящая в соответствующий паз в цилиндрической части обоймы 2 и препятствующая повороту конусного кольца 3. Регулировочная гайка 5, навернутая на выполненную с резьбой цилиндрическую часть обоймы 3 и имеющая внутренний кольцевой выступ 6, входящий в канавку конусного кольца 4, осуществляет кинематическую связь между обоймой и кольцом.
Основание 1 имеет стойки (втулки) 7 с отверстиями, являющимися направляющими для щтанги 8 при ее движении вдоль оси. Один конец щтанги соединен с натяжным механизмом, например, с тросом 9 полиспаста, к обойме подвижных блоков которого подвещен груз 10.
Противоположный конец щтанги 8 несет кронштейн 11, к которому крепится соосно обойме 2 сменная центровая оправка 12. Оправка 12 входит в отверстие в днище обоймы 2 и в полость между сегментами и удерживается в этом положении трособлочной системой с грузом для предотвращения случайного выхода оправки из отверстия обоймы.
Между оправкой 12 и нажимным конусным кольцом 3 помещены сменные; сегменты 13 - носители шариков 14, помещенных в опорные винтовые пазы 15, выполненные на вогнутой поверхности сегментов. Сегменты 13 прижаты пружинами 16 к конусному кольцу 3, а щарики верхних сегментов покоятся на оправке. Опорные винтовые пазы 15 выполнены открытыми, так как не имеют сужения по краям щириной меньше диаметра шариков. Глубина опорных винтовых пазов меньще радиуса щариков и для обработки щариковых ходовых винтов это соотнощение выбирается таким, каким оно предусмотрено для гаек и щариков щариковых винтовых передач. Выполнение этого условия необходимо для исключения контакта между гребнями, разделяющими опорные винтовые пазы в сегментах и гребнями обкатываемой резьбы. Концы каждого винтового паза соединены каналом возврата, проходящим в теле сегмента. В местах перехода пазов в каналы возврата сегменты 13 снабжены отражателями 17, соответствующими по форме профилю впадины резьбы и служащиМИ для. направления шариков из обрабатываемой впадины резьбы в канал возврата и из канала возврата во впадину. Шарики расположены в виде замкнутых цепей в полостях между поверхностью оправки и опорными пазами ив каналах возврата.
В сегментах 13 прорезаны продольные пазы, в которые запрессованы шпонки 18, входящие в прорезанные на внутренней поверхности конусного кольца 3 на равных расстояниях друг от друга три продольных паза. Шпонки 18 удерживают сегменты от поворота при работе устройства. Пазы в конусном кольце 3 служат радиальными направяющими сегментам 13.
Каждый винтовой опорный паз в сегменах 13 представляет собой участок витка резьбы, завершаемого винтовыми пазами в вух других сегментах. Шаг образованного аким образом витка равен шагу об/ тьгеаемой резьбы. Каждый сегмент имеет но нескольку винтовых пазов (не показано), при чем крайние пазы, то есть пазы витков, начинающих обработку, выполнены захватывающими, т.е. по кривой с равномерно возрастающим расстоянием от оси устройства, а винтовые пазы между ними выполнены по винтовой линии, равноудаленной от оси, т.е. калибрующими. Спиральное выполнение начинающих обработку винтовых пазов в сегментах позволяет более равномерно распределить припуск на обработку между шариками и сделать их более долговечными, т.е. увеличить износостойкость устройства.
Обработку резьбы описываемым устройством производят следующим образом.
Устройство основанием 1 закрепляют на каретке суппорта токарно-винторезного станка, в патрон последнего устанавливают заготовку с предварительно нарезанной профильным резцом резьбой. Суппор смещают влево до вхождения конуса оправки 12 в центровое отверстие заготовки. Вращая заготовку, перемещают суппорт с устройством влево и помещают шарики во впадины резьбы заготовки. Деформирующее усилие создается поворачиванием регулировочной гайки 5, при котором конусно.е кольцо 3 смещается вправо, а сегменты 13 радиально перемещаются в сторону оси.
Обкатку производят при перемещении суппорта станка с основанием и рабочей частью устройства вправо и влево. При этом щтанга 8 остается неподвижной, поскольку она опирается через центровую оправку 12 в обрабатываемый винт. Перед каждым новым проходом создают деформирующее усилие, уменьщая рабочий диаметр устройства при помощи гайки 5.
В процессе обработки шарики, контактируя с обрабатываемой поверхностью, находятся в движении, перемещаясь по замкнутому контуру: паз-канал возврата, и прокатывают поверхность впадины резьбы. Обра

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU429939A1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1973 |
|
SU380383A1 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Инструмент для калибрования внутренней резьбы | 1981 |
|
SU958024A1 |
| Устройство для дорнования | 1975 |
|
SU557885A1 |
| Устройство для поверхностного пластического деформирования тел вращения | 1978 |
|
SU663567A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2298461C1 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| Способ нарезания резьбы резцом | 1972 |
|
SU524629A1 |
